一种全自动卧式玻璃仓储装置的制作方法
1.本实用新型涉及一种玻璃仓储装置,具体是一种全自动卧式玻璃仓储装置。。
背景技术:
2.近些年随着企业工厂用地成本不断升高,劳动力成本增加,很多国内外玻璃企业在生产玻璃时因前后工序的设备节拍无法匹配,例如钢化玻璃前需要将磨边清洗过的玻璃线存储到玻璃架上面,当达到一定的积存量时再进行钢化;另外玻璃切割与清洗机节拍也很难完美匹配;除此以外在生产真空玻璃时其中的一道工序需要将涂边后的玻璃水平晾晒3小时左右,只能一片一片摆并排摆放,从而降低了车间场地使用效率。为了能够提高用地效率,需要设计出一种全自动卧式玻璃仓储装置来满足需求。
技术实现要素:
3.本实用新型的目的在于提供一种主题,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种全自动卧式玻璃仓储装置,包括框架,还包括:进片穿梭车,所述进片穿梭车竖直滑动设置在框架的一端,用于将玻璃输送至风琴式仓储架内;风琴式仓储架,所述风琴式仓储架包括竖直等距布设的多个单层输送组件,所述风琴式仓储架安装在框架内,用于对玻璃进行存储;出片穿梭车,所述出片穿梭车的结构与进片穿梭车的结构相同,所述出片穿梭车竖直滑动设置在框架的另一端,用于将玻璃从风琴式仓储架内出片;以及电控系统,所述电控系统布设在框架的一侧,用于控制进片穿梭车和出片穿梭车的工作。
6.作为本实用新型进一步的方案:所述进片穿梭车包括升降侧板、动力过度组件、输送伺服电机、输送轴辊以及提升伺服电机;两个对称布设的所述升降侧板之间等距转动布设有多个输送轴辊,且相邻两个输送轴辊之间通过皮带相连;驱动所述输送轴辊转动的输送伺服电机设置在升降侧板的内侧上;带动两个所述升降侧板上下运动的提升伺服电机设置在两个升降侧板之间;单个所述升降侧板的一侧还设有带动单层输送组件工作的动力过度组件。
7.作为本实用新型再进一步的方案:所述动力过度组件包括双导杆气缸和花键;所述进片穿梭车的输送动力与单层输送组件的输送轴辊随时连接或脱开。
8.作为本实用新型再进一步的方案:所述单层输送组件包括输送轴辊、支架、轴承以及胶圈;所述支架内等距转动设有多个输送轴辊,且多个输送轴辊的两端均设有轴承;所述输送轴辊上套设有用于对玻璃进行防护的胶圈。
9.作为本实用新型再进一步的方案:所述输送轴辊为碳纤维空心管。
10.与现有技术相比,本实用新型的有益效果是:该全自动卧式玻璃仓储装置的占地面积较小,减少了机械设备的数量节约了维护成本,同时仓储数量与同类规格的设备相比较大,做到了密集多层仓储的功能。
附图说明
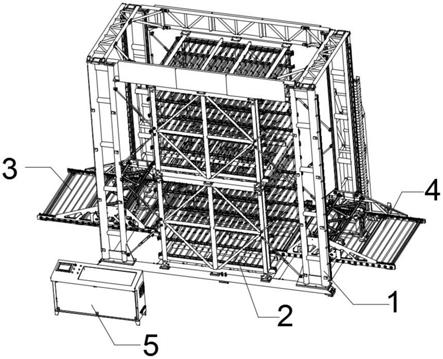
11.图1为全自动卧式玻璃仓储装置的结构示意图。
12.图2为全自动卧式玻璃仓储装置中进片穿梭车的结构示意图。
13.图3为全自动卧式玻璃仓储装置中风琴式仓储架的结构示意图。
14.图4为全自动卧式玻璃仓储装置中单层输送组件的结构示意图。
15.图中:1、框架;2、风琴式仓储架;3、进片穿梭车;4、出片穿梭车;5、电控系统;6、升降侧板;7、动力过度组件;8、输送伺服电机;9、输送轴辊;10、提升伺服电机。
具体实施方式
16.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
17.实施例1
18.请参阅图1
‑
4,本实施例提供了一种全自动卧式玻璃仓储装置,包括框架1,还包括:进片穿梭车3,所述进片穿梭车3竖直滑动设置在框架1的一端,用于将玻璃输送至风琴式仓储架2内;风琴式仓储架2,所述风琴式仓储架2包括竖直等距布设的多个单层输送组件,所述风琴式仓储架2安装在框架1内,用于对玻璃进行存储;出片穿梭车4,所述出片穿梭车4的结构与进片穿梭车3的结构相同,所述出片穿梭车4竖直滑动设置在框架1的另一端,用于将玻璃从风琴式仓储架2内出片;以及电控系统5,所述电控系统5布设在框架1的一侧,用于控制进片穿梭车3和出片穿梭车4的工作。
19.进一步的,所述进片穿梭车3包括升降侧板6、动力过度组件7、输送伺服电机8、输送轴辊9以及提升伺服电机10;两个对称布设的所述升降侧板6之间等距转动布设有多个输送轴辊9,且相邻两个输送轴辊9之间通过皮带相连;驱动所述输送轴辊9转动的输送伺服电机8设置在升降侧板6的内侧上;带动两个所述升降侧板6上下运动的提升伺服电机10设置在两个升降侧板6之间;单个所述升降侧板6的一侧还设有带动单层输送组件工作的动力过度组件7。
20.进一步的,所述动力过度组件7包括双导杆气缸和花键;所述进片穿梭车3的输送动力与单层输送组件的输送轴辊9随时连接或脱开。
21.进一步的,所述单层输送组件包括输送轴辊9、支架、轴承以及胶圈;所述支架内等距转动设有多个输送轴辊9,且多个输送轴辊9的两端均设有轴承;所述输送轴辊9上套设有用于对玻璃进行防护的胶圈。
22.本实施例的工作原理是:工作时,进片穿梭车3负责将固定高度的卧式生产线来的玻璃进行接收并通过电控系统5移至指定的高度后并传送至风琴式仓储架2,风琴式仓储架2的每层输送动力由进片穿梭车3中的动力过度组件7提供,通过一个双导杆气缸和花键使进片穿梭车3的输送动力与风琴式仓储架2对应层的单层输送组件内的输送轴辊9随时连接或脱开,当传感器检测到玻璃完全进入至风琴式仓储架2后便迅速会到固定生产线的高度,为接收下一来料玻璃做准备,进片穿梭车3的提升伺服电机10检测到与固定生产线的高度相同后便通知电控系统5的处理器(plc),处理器立即做出反应将前端生产的玻璃继续输送给进片穿梭车3,进片穿梭车3再根据处理器的指令到达指定位置后将玻璃输送给风琴式仓储架,如此反复,出片动作与此相反。
23.实施例2
24.本实施例在实施例1的基础上作进一步改进,改进之处为:所述输送轴辊9的材质不加限制,本实施例中,优选的,所述输送轴辊9为碳纤维空心管,这样设置,选用碳纤维空心管一是抗弯型比同等尺寸的钢管或者金属铝管好的多,另外大大的减轻了整体设备重量,其密度几乎是钢板密度的1/4,比金属铝的密度还要小。
25.需要说明的是,对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。
技术特征:
1.一种全自动卧式玻璃仓储装置,包括框架(1),其特征在于,还包括:进片穿梭车(3),所述进片穿梭车(3)竖直滑动设置在框架(1)的一端,用于将玻璃输送至风琴式仓储架(2)内;风琴式仓储架(2),所述风琴式仓储架(2)包括竖直等距布设的多个单层输送组件,所述风琴式仓储架(2)安装在框架(1)内,用于对玻璃进行存储;出片穿梭车(4),所述出片穿梭车(4)的结构与进片穿梭车(3)的结构相同,所述出片穿梭车(4)竖直滑动设置在框架(1)的另一端,用于将玻璃从风琴式仓储架(2)内出片;以及电控系统(5),所述电控系统(5)布设在框架(1)的一侧,用于控制进片穿梭车(3)和出片穿梭车(4)的工作。2.根据权利要求1所述的全自动卧式玻璃仓储装置,其特征在于,所述进片穿梭车(3)包括升降侧板(6)、动力过度组件(7)、输送伺服电机(8)、输送轴辊(9)以及提升伺服电机(10);两个对称布设的所述升降侧板(6)之间等距转动布设有多个输送轴辊(9),且相邻两个输送轴辊(9)之间通过皮带相连;驱动所述输送轴辊(9)转动的输送伺服电机(8)设置在升降侧板(6)的内侧上;带动两个所述升降侧板(6)上下运动的提升伺服电机(10)设置在两个升降侧板(6)之间;单个所述升降侧板(6)的一侧还设有带动单层输送组件工作的动力过度组件(7)。3.根据权利要求2所述的全自动卧式玻璃仓储装置,其特征在于,所述动力过度组件(7)包括双导杆气缸和花键;所述进片穿梭车(3)的输送动力与单层输送组件的输送轴辊(9)随时连接或脱开。4.根据权利要求1所述的全自动卧式玻璃仓储装置,其特征在于,所述单层输送组件包括输送轴辊(9)、支架、轴承以及胶圈;所述支架内等距转动设有多个输送轴辊(9),且多个输送轴辊(9)的两端均设有轴承;所述输送轴辊(9)上套设有用于对玻璃进行防护的胶圈。5.根据权利要求4所述的全自动卧式玻璃仓储装置,其特征在于,所述输送轴辊(9)为碳纤维空心管。
技术总结
本实用新型涉及一种全自动卧式玻璃仓储装置。包括框架,还包括:进片穿梭车,所述进片穿梭车竖直滑动设置在框架的一端,用于将玻璃输送至风琴式仓储架内;风琴式仓储架,所述风琴式仓储架包括竖直等距布设的多个单层输送组件,所述风琴式仓储架安装在框架内,用于对玻璃进行存储;出片穿梭车,所述出片穿梭车的结构与进片穿梭车的结构相同,所述出片穿梭车竖直滑动设置在框架的另一端,用于将玻璃从风琴式仓储架内出片;以及电控系统,所述电控系统布设在框架的一侧,用于控制进片穿梭车和出片穿梭车的工作。该全自动卧式玻璃仓储装置的占地面积较小,减少了机械设备的数量节约了维护成本,同时仓储数量与同类规格的设备相比较大,做到了密集多层仓储的功能。做到了密集多层仓储的功能。做到了密集多层仓储的功能。
技术研发人员:刘长礼
受保护的技术使用者:廊坊正景自动化设备有限公司
技术研发日:2021.03.04
技术公布日:2021/11/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1