一种适用于机械手自动抓取的间隔条卷轮装置的制作方法
1.本实用新型涉及背光模组及液晶显示零件装配技术领域,尤其涉及一种适用于机械手自动抓取的间隔条卷轮装置。
背景技术:
2.现在生产中,显示屏胶框四条边贴附间隔条主要以人工手动贴附为主,首先,工人将间隔条从片状离型纸上撕下,再手动将间隔条贴附在胶框对应位置。这种人工手动的贴附方式效率低下,人工成本较高,且容易造成贴附位置偏移、贴附后未压平导致间隔条浮起等问题,同时,由于人工手动贴附的速度较慢,跟不上流水线速度,需要将一部分间隔条贴附好后再配置到流水线上,这样使得流水线上工人手动贴附时可能产生误操作导致堆叠贴附。因此,现有方法有精度低,效率低,人工成本高,不良率高的问题。
技术实现要素:
3.本实用新型的目的在于提供一种适用于机械手自动抓取的间隔条卷轮装置。
4.本实用新型采用的技术方案是:
5.一种适用于机械手自动抓取的间隔条卷轮装置,其包括卷芯和离型纸,离型纸为长条形,缠绕在卷芯上成卷状,卷芯内部设有安装孔,卷芯通过安装孔套设在自动化机台转轴上,安装孔的内侧壁上设有卷芯定位槽,自动化机台转轴上设有与卷芯定位槽配合的凸起,自动化机台转轴带动卷芯转动,卷芯一端侧设置限位面,限位面防止离型纸在卷芯上左右偏移,离型纸最内圈固定在卷芯上,离型纸的外表面上间隔贴附有间隔条。
6.进一步地,作为一种较优实施方式,间隔条为l型间隔条。
7.进一步地,作为一种较优实施方式,间隔条的间隔距离依据贴附工艺特点设置。
8.进一步地,作为一种较优实施方式,间隔条长宽根据胶框的大小变更。
9.进一步地,作为一种较优实施方式,一卷间隔条的数量为10000pcs.
10.进一步地,作为一种较优实施方式,自动化机台转轴由伺服电机驱动转动。
11.进一步地,作为一种较优实施方式,卷芯的两端侧均设置限位面。
12.本实用新型采用以上技术方案,将间隔条片材改为卷材,利用自动化机台转轴的转动取代人工,配合四个机头的机械手抓取贴附胶框上的间隔条,卷状间隔条材料采用按现有片状形状做成卷状形状,间隔条卷轮装置可保留间隔条原结构及尺寸规格,也可精确管控相邻间隔条间的贴附间距。
附图说明
13.以下结合附图和具体实施方式对本实用新型做进一步详细说明;
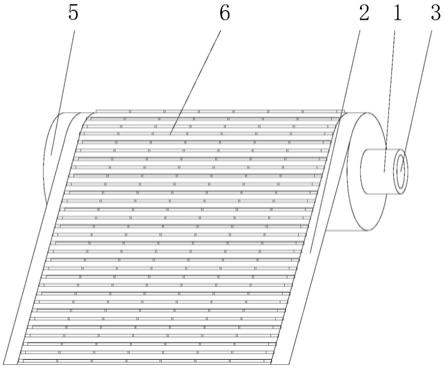
14.图1为本实用新型一种适用于机械手自动抓取的间隔条卷轮装置的结构示意图;
15.图2为本实用新型卷芯的结构示意图;
16.图3为本实用新型卷芯的限位面局部结构示意图;
17.图4为本实用新型与自动化机台配合的使用状态示意图。
具体实施方式
18.为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图对本申请实施例中的技术方案进行清楚、完整地描述。
19.如图1至图4之一所示,本实用新型公开了一种适用于机械手自动抓取的间隔条卷轮装置10,其包括卷芯1和离型纸2,离型纸2为长条形,缠绕在卷芯1上成卷状,卷芯1内部设有安装孔3,卷芯1通过安装孔3套设在自动化机台20转轴21上,安装孔3的内侧壁上设有卷芯定位槽4,自动化机台20转轴21上设有与卷芯定位槽4配合的凸起,自动化机台20转轴21带动卷芯1转动,卷芯1一端侧设置限位面5,限位面5防止离型纸2在卷芯1上左右偏移,离型纸2最内圈固定在卷芯1上,离型纸2的外表面上间隔贴附有间隔条6。
20.进一步地,作为一种较优实施方式,间隔条6为l型间隔条6。
21.进一步地,作为一种较优实施方式,间隔条6的间隔距离依据贴附工艺特点设置。
22.进一步地,作为一种较优实施方式,间隔条6长宽根据胶框的大小变更。
23.进一步地,作为一种较优实施方式,一卷间隔条6的数量为10000pcs.
24.进一步地,作为一种较优实施方式,自动化机台20转轴21由伺服电机驱动转动。
25.本实用新型采用以上技术方案,将间隔条6片材改为卷材,利用自动化机台20转轴21的转动取代人工,配合四个机头的机械手抓取贴附胶框上的间隔条6,卷状间隔条6材料采用按现有片状形状做成卷状形状,间隔条6卷轮装置可保留间隔条6原结构及尺寸规格,也可精确管控相邻间隔条6间的贴附间距。
26.显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。通常在此处附图中描述和示出的本申请实施例的组件可以以各种不同的配置来布置和设计。因此,本申请的实施例的详细描述并非旨在限制要求保护的本申请的范围,而是仅仅表示本申请的选定实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
技术特征:
1.一种适用于机械手自动抓取的间隔条卷轮装置,其特征在于:其包括卷芯和离型纸,离型纸为长条形,缠绕在卷芯上成卷状,卷芯内部设有安装孔,卷芯通过安装孔套设在自动化机台转轴上,安装孔的内侧壁上设有卷芯定位槽,自动化机台转轴上设有与卷芯定位槽配合的凸起,自动化机台转轴带动卷芯转动,卷芯至少一端侧设置限位面,限位面防止离型纸在卷芯上左右偏移,离型纸最内圈固定在卷芯上,离型纸的外表面上间隔贴附有间隔条。2.根据权利要求1所述的一种适用于机械手自动抓取的间隔条卷轮装置,其特征在于:间隔条为l型间隔条。3.根据权利要求1所述的一种适用于机械手自动抓取的间隔条卷轮装置,其特征在于:间隔条的间隔距离依据贴附工艺特点设置。4.根据权利要求1所述的一种适用于机械手自动抓取的间隔条卷轮装置,其特征在于:间隔条长宽根据胶框的大小变更。5.根据权利要求1所述的一种适用于机械手自动抓取的间隔条卷轮装置,其特征在于:一卷间隔条的数量为10000pcs。6.根据权利要求1所述的一种适用于机械手自动抓取的间隔条卷轮装置,其特征在于:自动化机台转轴由伺服电机驱动转动。7.根据权利要求1所述的一种适用于机械手自动抓取的间隔条卷轮装置,其特征在于:卷芯的两端侧均设置限位面。
技术总结
本实用新型公开一种适用于机械手自动抓取的间隔条卷轮装置,其包括卷芯和离型纸,离型纸为长条形,缠绕在卷芯上成卷状,卷芯内部设有安装孔,卷芯通过安装孔套设在自动化机台转轴上,安装孔的内侧壁上设有卷芯定位槽,自动化机台转轴上设有与卷芯定位槽配合的凸起,自动化机台转轴带动卷芯转动,卷芯一端侧设置限位面,限位面防止离型纸在卷芯上左右偏移,离型纸最内圈固定在卷芯上,离型纸的外表面上间隔贴附有间隔条。本实用新型适用于机械自动贴附工艺,精确管控相邻间隔条间的贴附间距。精确管控相邻间隔条间的贴附间距。精确管控相邻间隔条间的贴附间距。
技术研发人员:徐凌开 李汉高 林娟
受保护的技术使用者:福建捷联电子有限公司
技术研发日:2021.03.26
技术公布日:2021/10/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1