一种车牌半成品签注机上料装置的制作方法
1.本实用新型涉及自动化设备技术领域,尤其是一种车牌半成品签注机上料装置。
背景技术:
2.冲压成型后的车牌需要签注,目前是由人工将冲压成型的车牌一沓搬运到设备前,然后由人工一片一片放在签注机的进料皮带线上,因此,现有技术存在以下问题:
①
效率低,每台签注机需要一个人上料,一个人收料;耗费人工,每台签注机需要2个人操作;
②
存在出错的风险,每一片产品上料前需要人工核对方向;效率低,前端采用人工收料,产品放置方向不一致,后续人工分料需要核对方向,整个过程费时费力。
技术实现要素:
3.本实用新型要解决的技术问题是:提供一种车牌半成品签注机上料装置,将车牌生产过程中的签注工艺由人工上料改为自动上料。
4.本实用新型解决其技术问题所采用的技术方案是:一种车牌半成品签注机上料装置,包括机架以及设置在机架内的控制柜;所述的机架上设置有阻挡装置、顶升装置以及搬运机构;所述的阻挡装置对半成品车牌进行输送线方向的定位;所述的半成品车牌定位后,所述的顶升装置将半成品车牌顶起;所述的搬运机构设置于顶升装置以及阻挡装置的上方,所述的顶升装置顶起的同时,所述的搬运机构下压吸取半成品车牌,完成吸取后,所述的搬运机构平移,为签注机上料。
5.进一步的说,本实用新型所述的阻挡装置包括第一驱动气缸以及与第一驱动气缸连接的挡块;需要取料时,所述的第一驱动气缸推动挡块伸出,所述的挡块阻挡半成品车牌的行进。
6.进一步的说,本实用新型所述的顶升装置包括第二驱动气缸以及与第二驱动气缸连接的顶块;所述的半成品车牌通过顶块抬升。
7.进一步的说,本实用新型所述的搬运机构包括直线驱动模组以及与直线驱动模组连接的搬运臂组件;所述的搬运臂组件通过直线驱动模组进行水平和垂直两个方向上的移动;所述的搬运臂组件具有多个吸盘,所述的搬运臂组件通过吸盘吸取半成品车牌。
8.本实用新型的有益效果是,解决了背景技术中存在的缺陷,将车牌生产过程中的签注工艺由人工上料改为自动上料;避免人工上料,提升效率,节省人力,每台签注机可以由两人操作改为一人操作;同时避免了人为疏忽造成的生产错误。
附图说明
9.图1
‑
2是本实用新型的结构示意图;
10.图中:
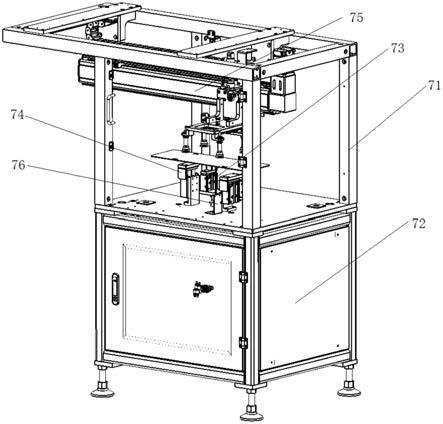
11.71,机架;72,控制柜;73,阻挡装置;74,顶升装置;75,搬运机构;76,感应器;
12.731,第一驱动气缸;732,挡块;
13.741,第二驱动气缸;742,顶块;
14.751,直线驱动模组;752,搬运臂组件;753,吸盘。
具体实施方式
15.现在结合附图和优选实施例对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
16.如图1
‑
2所示的一种车牌半成品签注机上料装置,包括机架71以及设置在机架71内的控制柜72;所述的机架71上设置有阻挡装置73、顶升装置74以及搬运机构75;阻挡装置73、顶升装置74前端设置有检测来料的感应器76;所述的阻挡装置73对半成品车牌进行输送线方向的定位;所述的半成品车牌定位后,所述的顶升装置74将半成品车牌顶起;所述的搬运机构75设置于顶升装置74以及阻挡装置73的上方,所述的顶升装置74顶起的同时,所述的搬运机构75下压吸取半成品车牌,完成吸取后,所述的搬运机构75平移,为签注机上料。
17.阻挡装置73包括第一驱动气缸731以及与第一驱动气缸731连接的挡块732;需要取料时,所述的第一气缸731推动挡块732伸出,所述的挡块732阻挡半成品车牌的行进。
18.顶升装置74包括第二驱动气缸741以及与第二驱动气缸741连接的顶块742;所述的半成品车牌通过顶块742抬升。
19.搬运机构75包括直线驱动模组751以及与直线驱动模组751连接的搬运臂组件752;所述的搬运臂组件752通过直线驱动模组751进行水平和垂直两个方向上的移动;所述的搬运臂组件752具有多个吸盘753,所述的搬运臂组件752通过吸盘753吸取半成品车牌。
20.动作过程为:车牌在输送线上依次间隔排列通过签注机上料装置,签注机上料装置内设有感应器,感应到半成品车牌后,阻挡装置的挡块由气缸驱动伸出进行阻挡,然后顶升装置的顶块由气缸驱动伸出将半成品车牌顶起脱离输送线;同时,直线驱动模组控制搬运臂组件下压通过吸盘将半成品车牌吸住,然后直线驱动模组控制搬运臂组件回升并横向平移,将半成品车牌送至签注机上。
21.以上说明书中描述的只是本实用新型的具体实施方式,各种举例说明不对本实用新型的实质内容构成限制,所属技术领域的普通技术人员在阅读了说明书后可以对以前所述的具体实施方式做修改或变形,而不背离实用新型的实质和范围。
技术特征:
1.一种车牌半成品签注机上料装置,其特征在于:包括机架以及设置在机架内的控制柜;所述的机架上设置有阻挡装置、顶升装置以及搬运机构;所述的阻挡装置对半成品车牌进行输送线方向的定位;所述的半成品车牌定位后,所述的顶升装置将半成品车牌顶起;所述的搬运机构设置于顶升装置以及阻挡装置的上方,所述的顶升装置顶起的同时,所述的搬运机构下压吸取半成品车牌,完成吸取后,所述的搬运机构平移,为签注机上料。2.如权利要求1所述的一种车牌半成品签注机上料装置,其特征在于:所述的阻挡装置包括第一驱动气缸以及与第一驱动气缸连接的挡块;需要取料时,所述的第一驱动气缸推动挡块伸出,所述的挡块阻挡半成品车牌的行进。3.如权利要求1所述的一种车牌半成品签注机上料装置,其特征在于:所述的顶升装置包括第二驱动气缸以及与第二驱动气缸连接的顶块;所述的半成品车牌通过顶块抬升。4.如权利要求1所述的一种车牌半成品签注机上料装置,其特征在于:所述的搬运机构包括直线驱动模组以及与直线驱动模组连接的搬运臂组件;所述的搬运臂组件通过直线驱动模组进行水平和垂直两个方向上的移动;所述的搬运臂组件具有多个吸盘,所述的搬运臂组件通过吸盘吸取半成品车牌。
技术总结
本实用新型涉及一种车牌半成品签注机上料装置,包括机架以及设置在机架内的控制柜;所述的机架上设置有阻挡装置、顶升装置以及搬运机构;所述的阻挡装置对半成品车牌进行输送线方向的定位;所述的半成品车牌定位后,所述的顶升装置将半成品车牌顶起;所述的搬运机构设置于顶升装置以及阻挡装置的上方,所述的顶升装置顶起的同时,所述的搬运机构下压吸取半成品车牌,完成吸取后,所述的搬运机构平移,为签注机上料。本实用新型将车牌生产过程中的签注工艺由人工上料改为自动上料;避免人工上料,提升效率,节省人力,每台签注机可以由两人操作改为一人操作;同时避免了人为疏忽造成的生产错误。生产错误。生产错误。
技术研发人员:王岩松 和江镇 方志斌 丁德宽 冯柏林
受保护的技术使用者:征图新视(江苏)科技股份有限公司
技术研发日:2021.03.31
技术公布日:2021/10/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1