一种旋转式瓷砖包装调整装置的制作方法
1.本实用新型属于瓷砖包装技术领域,尤其是涉及一种旋转式瓷砖包装调整装置。
背景技术:
2.中国建陶发展至今,已坐拥世界三分之二产量,抛光砖更是完胜所有对手,个中缘由,除了中国制式树立的成本优势,更重要是得益于国内产业的不断升级和工艺技术的持续创新,经过近三十年的飞速发展,中国建陶行业的自主创新取得了巨大的成就,随着人们的生活水平不断提高,在房屋内铺设陶瓷砖已经开始广泛用于平常百姓家,陶瓷砖生产厂家的产量也不断增加,在陶瓷砖加工完成之后,均需对陶瓷砖进行包装,传统的包装方式通常采用人工进行陶瓷砖的包装作业,瓷砖包装过程操作不便,同时还容易因直接导致瓷砖损坏,因此,需要进一步改进。
技术实现要素:
3.为解决现有技术的缺陷和不足问题;本实用新型的目的在于一种结构简单,设计合理、使用方便的旋转式瓷砖包装调整装置,它将全自动扎带包装机与传送带进行有效的结合改进,能够实现瓷砖的快速翻转以及扎带打包,大大提高了包装的效率。
4.为实现上述目的,本实用新型采用的技术方案是:它包含带式传送带、包装扎带机底座、下穿梭槽、上穿梭梁架、传送带穿插槽、导向轴、顶升气缸、悬吊梁架、正反转步进电机、翻转调整架;所述的带式传送带由两条同步驱动的皮带及驱动导轮组成;且带式传送带的中间设置有顶升气缸,所述的顶升气缸左右两侧分别设置有一组包装扎带机底座,包装扎带机底座上表面镶嵌有下穿梭槽,下穿梭槽上连接有上穿梭梁架;所述的下穿梭槽的中间设置有一对传送带穿插槽,传送带穿插槽的内部设置有数个导向轴,所述的带式传送带的皮带通过传送带穿插槽与导向轴的配合活动穿插在下穿梭槽下端;所述的顶升气缸的正上方通过悬吊梁架连接有正反转步进电机,正反转步进电机的输出轴与悬吊梁架下端的翻转调整架连接。
5.作为优选,所述的下穿梭槽以及顶升气缸的中间均设置有光电检测传感器。
6.作为优选,所述的翻转调整架的两端设置有夹持勾爪,左右夹持勾爪之间的间距与瓷砖的宽度保持一致。
7.作为优选,所述的光电检测传感器与带式传送带的驱动器、包装扎带机底座的驱动模组连接。
8.作为优选,所述的顶升气缸的上端连接有可自由旋转的托举盘。
9.采用上述结构后,本实用新型有益效果为:它将全自动扎带包装机与传送带进行有效的结合改进,能够实现瓷砖的快速翻转以及扎带打包,大大提高了包装的效率。
附图说明
10.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,本实用新型由下
述的具体实施及附图作以详细描述。
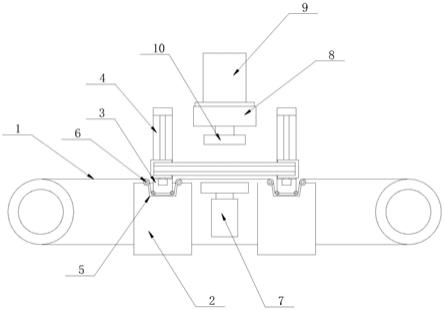
11.图1为本实用新型的结构示意图;
12.图2为本实用新型的带式传送带1表面结构示意图;
13.图3为本实用新型的悬吊梁架8连接示意图;
14.图4为本实用新型的包装成品示意图;
15.附图标记说明:带式传送带1、包装扎带机底座2、下穿梭槽3、上穿梭梁架4、传送带穿插槽5、导向轴6、顶升气缸7、悬吊梁架8、正反转步进电机9、翻转调整架10、光电检测传感器11、夹持勾爪 12。
具体实施方式
16.为使本实用新型的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实施例来描述本实用新型。但是应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
17.在此,还需要说明的是,为了避免因不必要的细节而模糊了本实用新型,在附图中仅仅示出了与根据本实用新型的方案密切相关的结构和/或处理步骤,而省略了与本实用新型关系不大的其他细节。
18.参看如图1
‑
图4所示,本具体实施方式采用以下技术方案:它包含带式传送带1、包装扎带机底座2、下穿梭槽3、上穿梭梁架4、传送带穿插槽5、导向轴6、顶升气缸7、悬吊梁架8、正反转步进电机9、翻转调整架10;所述的带式传送带1由两条同步驱动的皮带及驱动导轮组成;且带式传送带1的中间设置有顶升气缸7,所述的顶升气缸7左右两侧分别设置有一组包装扎带机底座2,包装扎带机底座2上表面镶嵌有下穿梭槽3,下穿梭槽3上连接有上穿梭梁架4;所述的下穿梭槽3的中间设置有一对传送带穿插槽5,传送带穿插槽 5的内部设置有数个导向轴6,所述的带式传送带1的皮带通过传送带穿插槽5与导向轴6的配合活动穿插在下穿梭槽3下端;所述的顶升气缸7的正上方通过悬吊梁架8连接有正反转步进电机9,正反转步进电机9的输出轴与悬吊梁架8下端的翻转调整架10连接。
19.其中,所述的下穿梭槽3以及顶升气缸7的中间均设置有光电检测传感器11;所述的翻转调整架10的两端设置有夹持勾爪12,左右夹持勾爪12之间的间距与瓷砖的宽度保持一致;所述的光电检测传感器11与带式传送带1的驱动器、包装扎带机底座2的驱动模组连接;所述的顶升气缸7的上端连接有可自由旋转的托举盘。
20.本具体实施方式的工作原理为:首先将排列整齐的陶瓷砖码放在带式传送带1上,并在四角卡接直角泡沫护边;然后通过带式传送带 1将码放陶瓷砖向前输送,当陶瓷砖输送到前端的下穿梭槽3时,两组下穿梭槽3以及顶升气缸7的中间的三组光电检测传感器11同时检测检测到物料时,带式传送带1暂停,两包装扎带机底座2配合下穿梭槽3、上穿梭梁架4对码放陶瓷砖进行一次扎带;再然后顶升气缸7动作将码放陶瓷砖向上顶升卡接在翻转调整架10的内部,正反转步进电机9传动翻转调整架10将一次扎带的陶瓷砖旋转90度后下降复位;再通过,两包装扎带机底座2配合下穿梭槽3、上穿梭梁架 4对码放陶瓷砖进行二次扎带;然后带式传送带1将扎带打包好的瓷砖输出;在此过程中,各部件的动作均通过plc进行步进控制。
21.采用上述结构后,本具体实施方式有益效果为:它将全自动扎带包装机与传送带进行有效的结合改进,能够实现瓷砖的快速翻转以及扎带打包,大大提高了包装的效率。
22.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。
23.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
技术特征:
1.一种旋转式瓷砖包装调整装置,其特征在于:它包含带式传送带(1)、包装扎带机底座(2)、下穿梭槽(3)、上穿梭梁架(4)、传送带穿插槽(5)、导向轴(6)、顶升气缸(7)、悬吊梁架(8)、正反转步进电机(9)、翻转调整架(10);所述的带式传送带(1)由两条同步驱动的皮带及驱动导轮组成;且带式传送带(1)的中间设置有顶升气缸(7),所述的顶升气缸(7)左右两侧分别设置有一组包装扎带机底座(2),包装扎带机底座(2)上表面镶嵌有下穿梭槽(3),下穿梭槽(3)上连接有上穿梭梁架(4);所述的下穿梭槽(3)的中间设置有一对传送带穿插槽(5),传送带穿插槽(5)的内部设置有数个导向轴(6),所述的带式传送带(1)的皮带通过传送带穿插槽(5)与导向轴(6)的配合活动穿插在下穿梭槽(3)下端;所述的顶升气缸(7)的正上方通过悬吊梁架(8)连接有正反转步进电机(9),正反转步进电机(9)的输出轴与悬吊梁架(8)下端的翻转调整架(10)连接。2.根据权利要求1所述的一种旋转式瓷砖包装调整装置,其特征在于:所述的下穿梭槽(3)以及顶升气缸(7)的中间均设置有光电检测传感器(11)。3.根据权利要求1所述的一种旋转式瓷砖包装调整装置,其特征在于:所述的翻转调整架(10)的两端设置有夹持勾爪(12),左右夹持勾爪(12)之间的间距与瓷砖的宽度保持一致。4.根据权利要求2所述的一种旋转式瓷砖包装调整装置,其特征在于:所述的光电检测传感器(11)与带式传送带(1)的驱动器、包装扎带机底座(2)的驱动模组连接。5.根据权利要求1所述的一种旋转式瓷砖包装调整装置,其特征在于:所述的顶升气缸(7)的上端连接有可自由旋转的托举盘。
技术总结
本实用新型属于瓷砖包装技术领域,尤其是涉及一种旋转式瓷砖包装调整装置。所述的带式传送带的中间设置有顶升气缸,所述的顶升气缸左右两侧分别设置有一组包装扎带机底座,包装扎带机底座上表面镶嵌有下穿梭槽,下穿梭槽上连接有上穿梭梁架;所述的下穿梭槽的中间设置有一对传送带穿插槽,传送带穿插槽的内部设置有数个导向轴,所述的带式传送带的皮带通过传送带穿插槽与导向轴的配合活动穿插在下穿梭槽下端;所述的顶升气缸的正上方通过悬吊梁架连接有正反转步进电机,正反转步进电机的输出轴与悬吊梁架下端的翻转调整架连接。它将全自动扎带包装机与传送带进行有效的结合改进,能够实现瓷砖的快速翻转以及扎带打包,大大提高了包装的效率。了包装的效率。了包装的效率。
技术研发人员:林要军 马云龙 陈勇明 阙学军
受保护的技术使用者:湖北亚细亚陶瓷有限公司
技术研发日:2021.04.09
技术公布日:2021/12/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1