智能化分装机自动加料机构的制作方法
1.本实用新型涉及一种智能化分装机自动加料机构,属于无菌粉状原料分装设备领域。
背景技术:
2.现有无菌粉状原料分装设备的加料结构采用转盘式弧形结构,此结构的加料工位数量一般≤6个,分装速度慢,且分装设备的加料结构采用分体式,结构复杂,拆装维护效率低,无菌粉状原料在分装过程中容易积存在缝隙中,造成无菌粉状原料在分装过程中的污染,分装精度低。
技术实现要素:
3.本实用新型要解决的技术问题是:克服现有技术的不足,提出一种智能化分装机自动加料机构,加料工位数量增加,装量调整自动化,提升了分装精度。
4.本实用新型所述的智能化分装机自动加料机构,包括数个加料箱,加料箱上部设有数个加料工位,加料工位顶部设有打粉电机,打粉电机输出端连接绞龙,绞龙正对下料嘴,下料嘴设置在加料箱底部,下料嘴下方正对输瓶板一;加料箱连接加粉电机。
5.可以通过控制绞龙转动的圈数,调整西林瓶填充的无菌粉状原料的重量。使用时,无菌粉状原料在加粉电机作用下进入加料箱,启动打粉电机,打粉电机带动绞龙转动,加料箱内的无菌粉状原料在绞龙转动作用下从下料嘴流出,从下料嘴流出的无菌粉状原料进入输瓶板一对应的西林瓶内,完成无菌粉状原料的分装。此分装方式实现了无菌粉状原料装量调整自动化,提升了分装精度;通过设置数个加料工位,可以一次性完成对多个西林瓶分装无菌粉状原料,分装效率提高。
6.优选的,所述的加料箱后侧壁设有加料口,加料口连通加料管路一端,加料管路另一端连接加粉电机出粉端,加粉电机进粉端外接储粉装置。
7.优选的,所述的加料箱固定设置在安装支架上部,安装支架底部固定在工作平台上。
8.优选的,所述的加料箱上部后侧设有搅拌电机,搅拌电机固定在安装支架上,搅拌电机的搅拌杆伸入加料箱。搅拌电机可以对加料箱内部的无菌粉状原料进行搅拌,从而促进加料箱内部的无菌粉状原料的流动性,有利于绞龙带动无菌粉状原料快速从下料嘴流出,进入下方的西林瓶中。
9.优选的,所述的加料管路内设有加粉螺杆,加粉螺杆连接加粉电机出粉端。加粉螺杆转动可以传输加料管路中的无菌粉状原料进入加料箱。
10.优选的,所述的输瓶板一前侧还设有护板二。护板二可以避免输瓶板一上的西林瓶被填充无菌粉状原料时向前翻倒,对西林瓶起到保护作用。
11.优选的,所述的加料箱为铸造一体式成型,且呈直列式型,安装维护方便快捷,提高分装效率和分装精度,且分装过程不会造成无菌粉状原料的积存,避免无菌粉状原料相
互间的污染。
12.优选的,所述的下料嘴的数量为8
‑
12个。
13.本实用新型与现有技术相比所具有的有益效果是:
14.本实用新型结构设计合理,实现对西林瓶无菌粉状原料的自动填充,且加料箱设有8
‑
12个加料工位,提高了分装效率;搅拌电机可以对加料箱内部的无菌粉状原料进行搅拌,从而促进加料箱内部的无菌粉状原料的流动性,提高对西林瓶填充无菌粉状原料的效率;优选的,所述的加料箱为铸造一体式,且呈直列式型,安装维护方便快捷。
附图说明
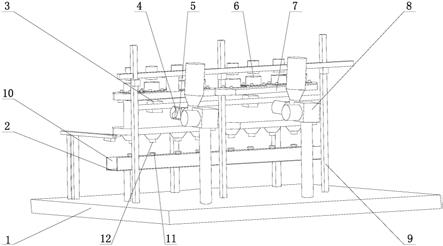
15.图1、智能化分装机自动加料机构结构示意图一;
16.图2、智能化分装机自动加料机构结构示意图二。
17.图中:1、工作平台;2、输瓶板一;3、搅拌电机;4、加粉螺杆;5、加料管路;6、打粉电机;7、加料箱;8、加粉电机;9、安装支架;10、护板二;11、西林瓶;12、下料嘴;13、绞龙。
具体实施方式
18.下面结合附图对本实用新型做进一步描述:
19.如图1和图2所示,本实用新型所述的智能化分装机自动加料机构,包括数个加料箱7,加料箱7上部设有数个加料工位,加料工位顶部设有打粉电机6,打粉电机6输出端连接绞龙13,绞龙13正对下料嘴12,下料嘴12设置在加料箱7底部,下料嘴12下方正对输瓶板一2;加料箱7连接加粉电机8。
20.本实施例中:
21.加料箱7后侧壁设有加料口,加料口连通加料管路5一端,加料管路5另一端连接加粉电机8出粉端,加粉电机8进粉端外接储粉装置。
22.加料箱7固定设置在安装支架9上部,安装支架9底部固定在工作平台1上。
23.加料箱7上部后侧设有搅拌电机3,搅拌电机3固定在安装支架9上,搅拌电机3的搅拌杆伸入加料箱7。搅拌电机3可以对加料箱7内部的无菌粉状原料进行搅拌,从而促进加料箱7内部的无菌粉状原料的流动性,有利于绞龙13带动无菌粉状原料快速从下料嘴12流出,进入下方的西林瓶11中。
24.加料管路5内设有加粉螺杆4,加粉螺杆4连接加粉电机8出粉端。加粉螺杆4转动可以传输加料管路5中的无菌粉状原料进入加料箱7。
25.输瓶板一2前侧还设有护板二10。护板二10可以避免输瓶板一2上的西林瓶11被填充无菌粉状原料时向前翻倒,对西林瓶11起到保护作用。
26.加料箱7为铸造一体式成型,且呈直列式型,安装维护方便快捷,提高分装效率和分装精度,且分装过程不会造成无菌粉状原料的积存,避免无菌粉状原料相互间的污染。
27.下料嘴12的数量为8
‑
12个。
28.具体工作过程,启动加粉电机8,在加粉电机8作用下无菌粉状原料从储粉装置经加料管路5进入加料箱7,启动打粉电机6,打粉电机6带动绞龙13转动,加料箱7内的无菌粉状原料在绞龙13转动作用下从下料嘴12流出,从下料嘴12流出的无菌粉状原料进入输瓶板一2对应的西林瓶11内,完成无菌粉状原料的分装。
29.可以通过控制绞龙13转动的圈数,调整西林瓶11填充的无菌粉状原料的重量。
技术特征:
1.一种智能化分装机自动加料机构,其特征在于:包括数个加料箱(7),加料箱(7)上部设有数个加料工位,加料工位顶部设有打粉电机(6),打粉电机(6)输出端连接绞龙(13),绞龙(13)正对下料嘴(12),下料嘴(12)设置在加料箱(7)底部,下料嘴(12)下方正对输瓶板一(2);加料箱(7)连接加粉电机(8)。2.根据权利要求1所述的智能化分装机自动加料机构,其特征在于:加料箱(7)后侧壁设有加料口,加料口连通加料管路(5)一端,加料管路(5)另一端连接加粉电机(8)出粉端,加粉电机(8)进粉端外接储粉装置。3.根据权利要求1所述的智能化分装机自动加料机构,其特征在于:加料箱(7)固定设置在安装支架(9)上部,安装支架(9)底部固定在工作平台(1)上。4.根据权利要求1所述的智能化分装机自动加料机构,其特征在于:加料箱(7)上部后侧设有搅拌电机(3),搅拌电机(3)固定在安装支架(9)上,搅拌电机(3)的搅拌杆伸入加料箱(7)。5.根据权利要求2所述的智能化分装机自动加料机构,其特征在于:加料管路(5)内设有加粉螺杆(4),加粉螺杆(4)连接加粉电机(8)出粉端。6.根据权利要求1所述的智能化分装机自动加料机构,其特征在于:输瓶板一(2)前侧还设有护板二(10)。7.根据权利要求1
‑
4任一所述的智能化分装机自动加料机构,其特征在于:加料箱(7)为铸造一体式成型。8.根据权利要求1所述的智能化分装机自动加料机构,其特征在于:下料嘴(12)的数量为8
‑
12个。
技术总结
本实用新型属于无菌粉状原料分装设备领域,涉及一种智能化分装机自动加料机构,包括数个加料箱,加料箱上部设有数个加料工位,加料工位顶部设有打粉电机,打粉电机输出端连接绞龙,绞龙正对下料嘴,下料嘴设置在加料箱底部;下料嘴下方正对输瓶板一。本实用新型加料工位数量增加,装量调整自动化,提升了分装精度。度。度。
技术研发人员:张光明 刘瑜 司吉晖 狄宁 李强 唐东东
受保护的技术使用者:瑞阳制药股份有限公司
技术研发日:2021.04.25
技术公布日:2021/11/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1