一种内撑式快卸吊具的制作方法
1.本实用新型涉及一种内撑式快卸吊具,属于吊具领域。
背景技术:
2.航空发动机装配是其制造过程中的后期工序,在整个生产过程中占有十分重要的位置,是一个独立的生产阶段。发动机装配过程不是简单的零(组)件的堆积过程,而是按规定的技术标准、技术要求和一系列不同复杂程度的工艺程序和质量控制程序来进行的。这些程序都是通过装配工人使用专用或通用工装夹具实现的。航空发动机装配用工装夹具的设计是否科学、合理,直接影响到发动机的装配效率及安全性,也关乎发动机的性能、寿命及工作可靠性。由于各型发动机的结构和外廓尺寸不同,各种零组件、部件、单元体的工作条件、技术要求及制造精度不同,对其装配往往需要“量身定做”工装夹具。
3.对于高涡后轴组件及其类似结构的单元体、部组件的吊装,传统上采用法兰盘与被吊装对象通过螺栓连接后吊装,或者使用吊带捆绑后吊装。前者吊具笨重且作业耗时,后者吊装方法存在吊装歪斜的固有特性,当高涡后轴组件吊装时有发生倾覆的风险。
4.如何快速、安全的吊装高涡后轴组件,缩短吊装周期,降低作业风险、提高作业效率是航空发动机装配工作亟待解决的工程问题。
技术实现要素:
5.本实用新型为了解决上述问题提供了一种内撑式快卸吊具,目的在于:该吊具解决了某型航空发动机高涡后轴组件吊装时传统吊具准备周期长、安装及分解困难、劳动强度大、吊装风险高、吊具维护成本高等问题。
6.本实用新型为实现上述目的提供了一种内撑式快卸吊具,包括吊具主体、中间齿轮、外围齿轮、爪臂;所述吊具主体的下方设置一个水平的中间齿轮和至少两个水平的外围齿轮,所有所述外围齿轮均以中间齿轮为中心轮传递旋转动力,所述外围齿轮的固定轴上固定设置爪臂,所有所述爪臂同步旋转伸出时为吊装状态,所有所述爪臂同步旋转缩回时为卸载状态。
7.进一步的是,为了保持吊装高涡后轴组件时的平稳,所述外围齿轮设置三个,所述外围齿轮以中间齿轮的圆心为中心,两两相互夹角为120
°
。
8.进一步的是,为了防止吊装高涡后轴组件时摇臂转动造成脱钩,所有所述外围齿轮中的一个外围齿轮的固定轴上固定设置摇臂,所述摇臂上设置贯穿孔a,所述吊具主体的上方设置固定孔a;使用销钉穿过贯穿孔a和固定孔a,将摇臂固定位置时,所有所述爪臂为吊装状态。
9.进一步的是,为了方便快速锁定或者解锁爪臂,所述销钉为弹簧快卸销。
10.进一步的是,为了使爪臂与高涡后轴组件能够面接触,防止压伤高涡后轴组件,所述爪臂的用于挂载的头部为斜面,该斜面向下斜向所述爪臂的远端。
11.进一步的是,为了方便起吊该吊具,所述吊具主体的上方固定设置吊环。
12.进一步的是,为了使中间齿轮能够转动顺畅,所述中间齿轮通过中间轴设置在吊具主体的下方,所述吊具主体下表面设置有中间轴承孔,中间轴承通过孔用挡圈卡位设置在中间轴承孔内,所述中间轴上端穿过中间轴承并通过轴用挡圈a卡位设置在中间轴承内,所述中间轴的下端套装并固定所述中间齿轮。
13.进一步的是,为了使外围齿轮能够转动顺畅,所述外围齿轮通过外围轴设置在吊具主体的下方,所述吊具主体的上表面设置外围轴承孔,所述外围轴承孔内设置外围轴承,所述外围轴穿设在外围轴承内,所述外围轴在外围轴承上方的露出部分直径增大,所述外围轴在所述吊具主体的下表面位置卡设轴用挡圈b。
14.进一步的是,为了使外围齿轮受到保护,减少碰撞可能性,所述外围轴的下部从上到下依次套装并固定外围齿轮和爪臂。
15.进一步的是,为了防止该吊具跌入高涡后轴组件内,所述吊具主体的上部在水平方向增大形成凸台。
16.本实用新型的有益效果是:
17.1.该吊具解决了高涡后轴组件吊装时传统吊具准备周期长、安装及分解困难、劳动强度大、吊装风险高、吊具维护成本高等问题,不完全统计,使用本发明吊装一次可平均缩短生产周期0.2天,减少工作量约0.2人
·
天,并可显著地降低劳动强度。
18.2.所述外围齿轮设置三个,所述外围齿轮以中间齿轮的圆心为中心,两两相互夹角为120
°
,保持吊装高涡后轴组件时的平稳。
19.3.所有所述外围齿轮中的一个外围齿轮的固定轴上固定设置摇臂,所述摇臂上设置贯穿孔a,所述吊具主体的上方设置固定孔a;使用销钉穿过贯穿孔a和固定孔a,将摇臂固定位置时,所有所述爪臂为吊装状态,防止吊装高涡后轴组件时摇臂转动造成脱钩。
20.4.所述销钉为弹簧快卸销,方便快速锁定或者解锁爪臂。
21.5.所述爪臂的用于挂载的头部为斜面,该斜面向下斜向所述爪臂的远端,使爪臂与高涡后轴组件能够面接触,防止压伤高涡后轴组件。
22.6.所述吊具主体的上方固定设置吊环,方便起吊该吊具。
23.7.所述中间齿轮通过中间轴设置在吊具主体的下方,所述吊具主体下表面设置有中间轴承孔,中间轴承通过孔用挡圈卡位设置在中间轴承孔内,所述中间轴上端穿过中间轴承并通过轴用挡圈a卡位设置在中间轴承内,所述中间轴的下端套装并固定所述中间齿轮,使中间齿轮能够转动顺畅。
24.8.所述外围齿轮通过外围轴设置在吊具主体的下方,所述吊具主体的上表面设置外围轴承孔,所述外围轴承孔内设置外围轴承,所述外围轴穿设在外围轴承内,所述外围轴在外围轴承上方的露出部分直径增大,所述外围轴在所述吊具主体的下表面位置卡设轴用挡圈b,使外围齿轮能够转动顺畅。
25.9.所述外围轴的下部从上到下依次套装并固定外围齿轮和爪臂,使外围齿轮受到保护,减少碰撞可能性。
26.10.所述吊具主体的上部在水平方向增大形成凸台,防止该吊具跌入高涡后轴组件内。
附图说明
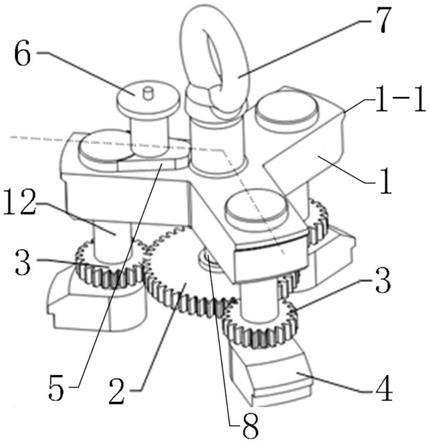
27.图1是本实用新型吊装状态示意图。
28.图2是本实用新型卸载状态示意图。
29.图3是图1中虚线所示位置剖视图。
30.图4是本实用新型吊装航空发动机示意图。
31.图中:1、吊具主体;1
‑
1、凸台;2、中间齿轮;3、外围齿轮;4、爪臂;5、摇臂;6、销钉;7、吊环;8、中间轴;9、中间轴承;10、孔用挡圈;11、轴用挡圈a;12、外围轴;13、外围轴承;14、轴用挡圈b。
具体实施方式
32.为了使本实用新型的目的、技术方案和优点更加清楚,下面结合附图对本实用新型作进一步阐述。
33.如图1
‑
4所示的一种内撑式快卸吊具,包括吊具主体1、中间齿轮2、外围齿轮3、爪臂4;所述吊具主体1的下方设置一个水平的中间齿轮2和至少两个水平的外围齿轮3,所有所述外围齿轮3均以中间齿轮2为中心轮传递旋转动力,所述外围齿轮3的固定轴上固定设置爪臂4,所有所述爪臂4同步旋转伸出时为吊装状态,所有所述爪臂4同步旋转缩回时为卸载状态。
34.基于以上实施方式,所述外围齿轮3设置三个,所述外围齿轮3以中间齿轮2的圆心为中心,两两相互夹角为120
°
。
35.基于以上实施方式,所有所述外围齿轮3中的一个外围齿轮3的固定轴上固定设置摇臂5,所述摇臂5上设置贯穿孔a,所述吊具主体1的上方设置固定孔a;使用销钉6穿过贯穿孔a和固定孔a,将摇臂5固定位置时,所有所述爪臂4为吊装状态。
36.基于以上实施方式,所述销钉6为弹簧快卸销。
37.基于以上实施方式,所述爪臂4的用于挂载的头部为斜面,该斜面向下斜向所述爪臂4的远端。
38.基于以上实施方式,所述吊具主体1的上方固定设置吊环7。
39.基于以上实施方式,所述中间齿轮2通过中间轴8设置在吊具主体1的下方,所述吊具主体1下表面设置有中间轴承孔,中间轴承9通过孔用挡圈10卡位设置在中间轴承孔内,所述中间轴8上端穿过中间轴承9并通过轴用挡圈a11卡位设置在中间轴承9内,所述中间轴8的下端套装并固定所述中间齿轮2。
40.基于以上实施方式,所述外围齿轮3通过外围轴12设置在吊具主体1的下方,所述吊具主体1的上表面设置外围轴承孔,所述外围轴承孔内设置外围轴承13,所述外围轴12穿设在外围轴承13内,所述外围轴12在外围轴承13上方的露出部分直径增大,所述外围轴12在所述吊具主体1的下表面位置卡设轴用挡圈b14。
41.基于以上实施方式,所述外围轴12的下部从上到下依次套装并固定外围齿轮3和爪臂4。
42.基于以上实施方式,所述吊具主体1的上部在水平方向增大形成凸台1
‑
1。
43.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述
的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1