一种具有自动称量功能的熔锡炉投料装置的制作方法
1.本实用新型涉及锡生产设备技术领域,尤其涉及一种具有自动称量功能的熔锡炉投料装置。
背景技术:
2.锡锭是锡冶炼厂的产品形式,是一切锡深加工的基本原料,锡是白色金属,质软,有良好的延展性,也是一种低熔点的金属,工厂提炼的金属锡为了运输,多是做成锡锭,现有的锡锭在生产过程需要人工不断的称取定量基本原料并将其手动倒入熔锡炉内进行熔融,这样就会导致操作人员的劳动强度变大,效率也相对较低。
技术实现要素:
3.实用新型目的:为了解决背景技术中存在的不足,所以本实用新型公开了一种具有自动称量功能的熔锡炉投料装置。
4.技术方案:一种具有自动称量功能的熔锡炉投料装置,包括熔锡炉主体、底部载台、升降驱动组件、称重箱体、称重装置、l形滑台和推料组件,所述底部载台设置于熔锡炉主体的外部一侧,所述熔锡炉主体相对于底部载台那侧所对应的表面成型有投料口,且所述投料口的外部下方设置有倒料斜台,所述升降驱动组件固设在底部载台的侧部,所述l形滑台与升降驱动组件连接设置,所述称重装置固设在l形滑台的下表面,所述称重装置的称重台面上固设有支撑座,所述支撑座的顶部成型有让位缺槽,所述称重箱体的下部通过设置复位转轴穿过让位缺槽与支撑座连接,所述推料组件固设于l形滑台的侧壁以推动称重箱体翻转倒料至熔锡炉主体内部。
5.进一步的是,所述倒料斜台的相对两侧均设置有落料挡板。
6.进一步的是,所述升降驱动组件为伺服驱动模组。
7.进一步的是,所述推料组件包括推料驱动气缸和u形推料框,所述推料驱动气缸固设在l形滑台的侧部,所述u形推料框与推料驱动气缸的伸缩轴固接。
8.进一步的是,所述底部载台的前侧表面设置有伺服直线模组控制按钮和推料驱动气缸控制按钮。
9.进一步的是,所述称重箱体的底部固定有连接座,所述复位转轴穿过连接座设置以将称重箱体与支撑座连接。
10.本实用新型实现以下有益效果:
11.本实用新型能自动向熔锡炉内进行定量倒料,降低了操作人员的劳动强度,提高了安全系数,相较于现有技术,本实用新型的实用性大大增强,且具有较高的使用价值。
附图说明
12.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。
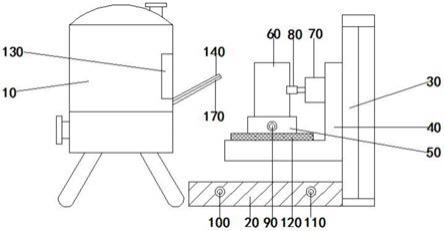
13.图1为本实用新型公开的整体结构示意图。
14.图2为本实用新型公开的支撑座结构示意图。
15.图3为本实用新型公开的u形推料框结构示意图。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
17.实施例
18.参考图1
‑
3,一种具有自动称量功能的熔锡炉投料装置,包括熔锡炉主体10、底部载台20、升降驱动组件30、称重箱体60(顶部为敞开设置)、称重装置120、l形滑台40和推料组件,底部载台设置于熔锡炉主体的外侧,底部载台设置于熔锡炉主体的外部一侧,熔锡炉主体相对于底部载台那侧所对应的表面成型有投料口130,且投料口的外部下方设置有倒料斜台140,在向熔锡炉主体投料时,推料组件将称重箱体翻转至倒料斜台上,此时称重箱体内的锡原料将会被倒入熔锡炉主体内;升降驱动组件固设在底部载台的侧部,l形滑台与升降驱动组件连接设置,称重装置固设在l形滑台的下表面,称重装置的称重台面上固设有支撑座50,支撑座的顶部成型有让位缺槽,称重箱体的下部通过设置复位转轴90(东莞市索诚电子有限公司生产的sc
‑
501
‑
1复位弹性转轴)穿过让位缺槽150与支撑座连接,推料组件固设于l形滑台的侧壁用以推动称重箱体翻转倒料至熔锡炉主体内部。
19.在本实施例中,倒料斜台的相对两侧均设置有落料挡板170,以防止有原料从侧部掉落。
20.在本实施例中,升降驱动组件为伺服驱动模组,具体结构为已知技术,本实用新型在此不做赘述。
21.在本实施例中,推料组件包括推料驱动气缸70和u形推料框80,推料驱动气缸固设在l形滑台的侧部,u形推料框与推料驱动气缸的伸缩轴固接,在推料驱动气缸的驱动下,u形推料框动作将称重箱体推倒以实现倒料功能。
22.在本实施例中,底部载台的前侧表面设置有伺服直线模组控制按钮100和推料驱动气缸控制按钮110,此时设置的伺服直线模组控制按钮用于控制l形滑台进行升降,推料驱动气缸控制按钮用于控制u形推料框执行伸缩动作。
23.在本实施例中,称重箱体的底部固定有连接座160,复位转轴穿过连接座设置以将称重箱体与支撑座连接,在此连接座旋转的同时,称重箱体也就实现了翻转。
24.本实用新型的具体操作原理:操作人员先将称重箱体内注入定量的锡材原料,接着,控制伺服直线模组带动l形滑台进行升降,l形滑台升降到位后,推料组件驱动称重箱体进行翻转,翻转到位后称重箱体的顶部将会搭放在倒料斜台上并将称重箱体内的锡原料倒入至熔锡炉主体内部,在称重箱体将其内部的所有锡原材全部倒入熔锡炉主体内部时,伸缩驱动组件停止驱动称重箱体进行翻转,此时称重箱体将会自动复位。
25.上述实施例只为说明本实用新型的技术构思及特点,其目的是让熟悉该技术领域的技术人员能够了解本实用新型的内容并据以实施,并不能以此来限制本实用新型的保护范围。凡根据本实用新型精神实质所作出的等同变换或修饰,都应涵盖在本实用新型的保
护范围之内。
技术特征:
1.一种具有自动称量功能的熔锡炉投料装置,其特征在于,包括熔锡炉主体、底部载台、升降驱动组件、称重箱体、称重装置、l形滑台和推料组件,所述底部载台设置于熔锡炉主体的外部一侧,所述熔锡炉主体相对于底部载台那侧所对应的表面成型有投料口,且所述投料口的外部下方设置有倒料斜台,所述升降驱动组件固设在底部载台的侧部,所述l形滑台与升降驱动组件连接设置,所述称重装置固设在l形滑台的下表面,所述称重装置的称重台面上固设有支撑座,所述支撑座的顶部成型有让位缺槽,所述称重箱体的下部通过设置复位转轴穿过让位缺槽与支撑座连接,所述推料组件固设于l形滑台的侧壁以推动称重箱体翻转倒料至熔锡炉主体内部。2.根据权利要求1所述的一种具有自动称量功能的熔锡炉投料装置,其特征在于,所述倒料斜台的相对两侧均设置有落料挡板。3.根据权利要求1所述的一种具有自动称量功能的熔锡炉投料装置,其特征在于,所述升降驱动组件为伺服驱动模组。4.根据权利要求1所述的一种具有自动称量功能的熔锡炉投料装置,其特征在于,所述推料组件包括推料驱动气缸和u形推料框,所述推料驱动气缸固设在l形滑台的侧部,所述u形推料框与推料驱动气缸的伸缩轴固接。5.根据权利要求3或4所述的一种具有自动称量功能的熔锡炉投料装置,其特征在于,所述底部载台的前侧表面设置有伺服直线模组控制按钮和推料驱动气缸控制按钮。6.根据权利要求1所述的一种具有自动称量功能的熔锡炉投料装置,其特征在于,所述称重箱体的底部固定有连接座,所述复位转轴穿过连接座设置以将称重箱体与支撑座连接。
技术总结
本实用新型公开了一种具有自动称量功能的熔锡炉投料装置,包括熔锡炉主体、底部载台、升降驱动组件、称重箱体、称重装置、L形滑台和推料组件,U形推料框底部载台设置于熔锡炉主体的外部一侧,U形推料框熔锡炉主体相对于底部载台那侧所对应的表面成型有投料口,且U形推料框投料口的外部下方设置有倒料斜台,U形推料框升降驱动组件固设在底部载台的侧部,U形推料框L形滑台与升降驱动组件连接设置,U形推料框称重装置固设在L形滑台的下表面,U形推料框称重装置的称重台面上固设有支撑座,U形推料框支撑座的顶部成型有让位缺槽,本实用新型能自动向熔锡炉内进行定量倒料,降低了操作人员的劳动强度,提高了安全系数。提高了安全系数。提高了安全系数。
技术研发人员:刘刚
受保护的技术使用者:绿宸泰金属(昆山)有限公司
技术研发日:2021.05.14
技术公布日:2021/12/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1