一种产品自动分装设备的制作方法
1.本实用新型涉及自动化设备领域,具体涉及一种产品自动分装设备。
背景技术:
2.现有产品作业完成后,一般由自动化移位装置直接将产品移位至产品存储装置,再由人工将产品存储装置移除后取出产品点数包装,自动化移位装置如送料机,借助机器运动的作用力加力于材料,对材料进行运动运输,专用于粒料、粉料、片状料、带状材料等产品的输送。
3.但现有的送料机一般需要较长的机械爪伸出抓取,造成较大空间和成本,此外,送料后没有具体的分装和点数功能,机械爪还要搭配减速电机,配合精度差,产生噪音大。
技术实现要素:
4.针对上述问题,本实用新型旨在提供一种提高精度的产品自动分装设备。
5.为实现该技术目的,本实用新型的方案是:一种产品自动分装设备,包括机座,所述机座上设置有传输模块、移位机构、良品储料盒和次品储料盒,移位机构能将传输模块上的产品移入良品储料盒或次品储料盒;
6.所述良品储料盒底部还设置有出料管,所述出料管上设置有阻挡机构,所述出料管连通至存储机构。
7.作为优选,所述移位机构包括供气模块、至少两组电磁阀和吹气针头,所述电磁阀能控制吹气针头与供气模块之间导通或隔断,所述吹气针头位于传输模块侧面,吹气针头能将传输模块上的产品吹入良品储料盒或次品储料盒。
8.作为优选,所述出料管上设置有缺口,所述阻挡机构包括伸缩气缸和阻挡片,所述伸缩气缸能驱动阻挡片伸入缺口将出料管阻断。
9.作为优选,所述存储机构包括固定座、料筒和旋转电机,所述固定座上设置有至少两个料筒,所述料筒的开口处能与出料管对接,旋转电机能驱动固定座水平转动。
10.作为优选,所述存储机构下方还设置有滑座和分割器模块,分割器模块解除锁定后,所述存储机构能随滑座滑出。
11.作为优选,所述传输模块包括旋转盘和dd马达,所述dd马达与旋转盘驱动连接。
12.作为优选,所述旋转盘上还设置有限位凸起,限位凸起之间的空间用于放置产品。
13.本实用新型的有益效果:本申请的产品自动分装设备用于分装检测后的产品,良品和次品检测后分别进入储料盒,再通过出料管进行放料,底下料筒达到设定数量后人工将滑座拉出,取出物料,整个过程自动化,效率高,且采用独特的移位机构,搭配限位凸起减少误差,使分装精度更高,适合推广使用。
附图说明
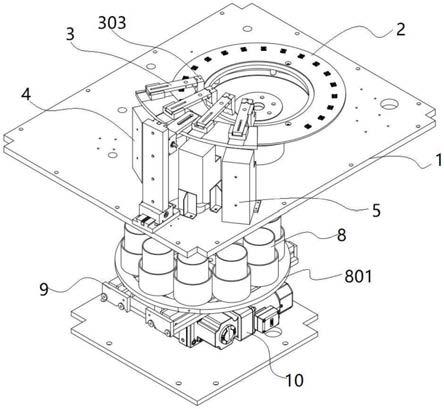
14.图1为本实用新型的结构示意图;
15.图2为本实用新型的仰视结构示意图;
16.图3为本实用新型的侧视图。
17.其中:1、机座;2、传输模块;3、移位机构;301、供气模块;302、电磁阀;303、吹气针头;4、良品储料盒;5、次品储料盒;6、出料管;601、缺口;7、阻挡机构;701、伸缩气缸;8、存储机构;801、固定座;802、料筒;803、旋转电机;9、滑座;10、分割器模块。
具体实施方式
18.下面结合附图和具体实施例对本实用新型做进一步详细说明。
19.如图1
‑
3所示,本实用新型所述的具体实施例为一种产品自动分装设备。
20.本设备适用于微动开关、按键等电子元件的分拣分装。电子元件通过检测设备检测识别,该检测设备可以为ccd检测机构,通过识别电子元件的形状尺寸来判定其良品与否。检测设备将电子元件产品识别区分为良品和次品后,按次序输送至输送模块,进行后续操作。
21.一种产品自动分装设备,机座1上设置有传输模块2、移位机构3、良品储料盒4和次品储料盒5,移位机构3能将传输模块2上的产品移入良品储料盒4或次品储料盒5;
22.所述良品储料盒4底部还设置有出料管6,所述出料管6上设置有阻挡机构7,所述出料管6连通至存储机构8。
23.具体地,本设备的移位机构3包括供气模块301、至少两组电磁阀302和吹气针头303,所述电磁阀302能控制吹气针头303与供气模块301之间导通或隔断,所述吹气针头303位于传输模块2侧面,吹气针头对准良品储料盒或次品储料盒的方向,吹气针头303能将传输模块2上的产品吹入良品储料盒4或次品储料盒5,利用吹气针头进行移位,使其准确落入储料盒,速度快,效率高,输送模块可为转盘或传送带,本设备采用的是转盘结构,所述传输模块2包括旋转盘201和dd马达202,所述dd马达202与旋转盘201驱动连接。dd马达直接驱动,输出力矩大,没有减速机的机械结构,就不会像普通电机那样的能量损失,用直接驱动方式使得通过程序改变工位变得很容易,使用时的噪音方面也降低了很多,配置高解析度的编码器,使dd马达可以达到秒级的精度。
24.当储料盒装满之后,出料管自动打开将产品传送至底下的储存机构,所述出料管6上设置有缺口601,所述阻挡机构7包括伸缩气缸701和阻挡片702,所述伸缩气缸701能驱动阻挡片702伸入缺口601将出料管6阻断。
25.本设备的存储机构8包括固定座801、料筒802和旋转电机803,所述固定座801上设置有至少两个料筒802,所述料筒802的开口处能与出料管6对接,旋转电机803能驱动固定座801水平转动,存储机构接取出料管掉落的合格产品,再通过滑座运输出去,所述存储机构8下方还设置有滑座9和分割器模块10,分割器模块10起到锁定滑座的作用,分割器模块10解除锁定后,所述存储机构8能随滑座滑出。
26.本设备产品检测作业完成,由移位机构直接将产品移位至产品存储机构,经过存储机构流至固定座上的料筒内,当料筒内的产品数量达到设定数量后,阻挡机构将产品挡在储料盒内,旋转电机驱动固定座旋转将下一个料筒旋转至出料管下方,阻挡机构打开,继续漏料,当固定座上的料筒都装到设定数量的产品后,阻挡机构挡住取料管开始存料,打开底部分割器组件,由人工将滑座拉出,取出料筒内的产品物料。
27.为了使产品之间定位更加精准,所述旋转盘201上还设置有限位凸起203,限位凸起203之间的空间用于放置产品,移位装置能够更加精准地将产品送入储料盒内。
28.本申请的产品自动分装设备用于分装检测后的产品,良品和次品检测后分别进入储料盒,再通过出料管进行放料,底下料筒达到设定数量后人工将滑座拉出,取出物料,整个过程自动化,效率高,且采用独特的移位机构,搭配限位凸起减少误差,使分装精度更高,适合推广使用。
29.以上所述,仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同替换和改进,均应包含在本实用新型技术方案的保护范围之内。
技术特征:
1.一种产品自动分装设备,其特征在于:包括机座,所述机座上设置有传输模块、移位机构、良品储料盒和次品储料盒,移位机构能将传输模块上的产品移入良品储料盒或次品储料盒;所述良品储料盒底部还设置有出料管,所述出料管上设置有阻挡机构,所述出料管连通至存储机构。2.根据权利要求1所述的产品自动分装设备,其特征在于:所述移位机构包括供气模块、至少两组电磁阀和吹气针头,所述电磁阀能控制吹气针头与供气模块之间导通或隔断,所述吹气针头位于传输模块侧面,吹气针头能将传输模块上的产品吹入良品储料盒或次品储料盒。3.根据权利要求1所述的产品自动分装设备,其特征在于:所述出料管上设置有缺口,所述阻挡机构包括伸缩气缸和阻挡片,所述伸缩气缸能驱动阻挡片伸入缺口将出料管阻断。4.根据权利要求1所述的产品自动分装设备,其特征在于:所述存储机构包括固定座、料筒和旋转电机,所述固定座上设置有至少两个料筒,所述料筒的开口处能与出料管对接,旋转电机能驱动固定座水平转动。5.根据权利要求1所述的产品自动分装设备,其特征在于:所述存储机构下方还设置有滑座和分割器模块,分割器模块解除锁定后,所述存储机构能随滑座滑出。6.根据权利要求1所述的产品自动分装设备,其特征在于:所述传输模块包括旋转盘和dd马达,所述dd马达与旋转盘驱动连接。7.根据权利要求6所述的产品自动分装设备,其特征在于:所述旋转盘上还设置有限位凸起,限位凸起之间的空间用于放置产品。
技术总结
本实用新型公开了一种产品自动分装设备,所述机座上设置有传输模块、移位机构、良品储料盒和次品储料盒,移位机构能将传输模块上的产品移入良品储料盒或次品储料盒;所述良品储料盒底部还设置有出料管,所述出料管上设置有阻挡机构,所述出料管连通至存储机构。本申请的产品自动分装设备用于分装检测后的产品,良品和次品检测后分别进入储料盒,再通过出料管进行放料,底下料筒达到设定数量后人工将滑座拉出,取出物料,整个过程自动化,效率高,且采用独特的移位机构,搭配限位凸起减少误差,使分装精度更高,适合推广使用。适合推广使用。适合推广使用。
技术研发人员:王竣 陈爱华
受保护的技术使用者:广东瑞讯电子科技有限公司
技术研发日:2021.06.08
技术公布日:2021/12/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1