一种商用冷柜立箱机的制作方法
1.本实用新型涉及涉及冷柜组装运输生产的设备,具体涉及一种商用冷柜立箱机。
背景技术:
2.立箱机设备主要用于冷柜翻立的动作。现有的立箱机设备主要存在两个方面的问题。
3.1、由于商用冷柜结构大质量重,因此翻立的动作惯性大,翻转的时间长,在翻转过程中,会出现短时间停顿,浪费生产节拍时间,降低生产效率。由于冷柜质量大,在停顿时立箱机很容易出现架体的颤抖,长时间颤动会导致钢结构工件疲劳,出现断裂造成零件损坏,存在较大的生产安全隐患。
4.2、由于控制操作元器件设置在立箱机内部,当立箱机出现故障需要检修时,需要将立箱机的装配平台翻转后用维修安全杆支撑。维修安全杆结构不合理,需将立箱机翻起后人工走到内部去将安全杆拉出,有非常大的安全隐患。
5.现亟需设计一种针对结构大质量重的商用冷柜翻立的立箱机,保证冷柜在翻立时,立箱机不会发生停顿和颤动,同时改变立箱机翻起后人工走到内部去将安全杆拉出的结构,消除现有立箱机结构上存在的安全隐患。
技术实现要素:
6.为解决现有技术存在的不足,本实用新型实施例提供了一种商用冷柜立箱机。
7.本实用新型实施例的技术方案为:
8.本实用新型实施例提供了一种商用冷柜立箱机,包括踏台和与所述踏台一端铰接的装配平台,所述装配平台可绕所述踏台翻转。所述踏台和所述装配平台之间设置有液压油缸,所述液压油缸具有缓冲调节阀。所述装配平台内部设置有维修安全杆,所述维修安全杆顶部与所述装配平台铰接,所述维修安全杆上的底部具有限制其运动的快速拉手组件,所述快速拉手组件设置在所述装配平台侧面。所述快速拉手组件可相对于所述装配平台做推拉动作。
9.进一步的,所述快速拉手组件包括呈l形的拉杆、与所述拉杆连接的两个限位套,所述限位套设置在所述装配平台侧面,所述拉杆可在所述限位套内做推拉运动。
10.进一步的,所述拉杆包括手柄和与所述手柄螺纹连接的压杆,所述压杆具有两个大小相等的长条孔,所述长条孔内设置有与所述装配平台连接的限位柱,所述限位柱通过所述限位套的孔穿出所述限位套。
11.进一步的,所述液压油缸设置为并列排布的两个。
12.进一步的,所述装配平台具有一体成型的工作平台板。
13.本实用新型实施例所达到的有益效果为:提升了立箱机整体的安全性,保证冷柜在翻立时,立箱机不会发生停顿和颤动,消除了出现断裂造成零件损坏的安全隐患,同时附带的优点是缩短了的生产节拍,提高了生产效率;增加了快速拉手组件,改变立箱机翻起后
人工走到内部去将安全杆拉出的结构,消除现有立箱机结构上存在的安全隐患。
附图说明
14.图1是本实用新型一实施例冷柜箱体初始水平放置时的整体结构示意图。
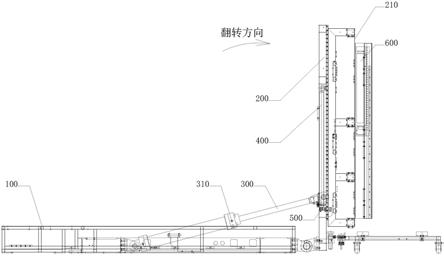
15.图2是本实用新型一实施例冷柜箱体立起位置的整体结构示意图。
16.图3是本实用新型一实施例维修安全杆支撑时的整体结构示意图。
17.图4是本实用新型一实施例快速拉手组件未拉出时装配平台的结构示意图。
18.图5是图4的局部放大图。
19.图6是本实用新型一实施例快速拉手组件拉出时装配平台的结构示意图。
20.图中,100、踏台;200、装配平台;210、工作平台板;300、液压油缸;310、缓冲调节阀;400、维修安全杆;500、快速拉手组件;510、拉杆;511、手柄;512、压杆;513、限位柱;520、限位套;600、冷柜箱体。
具体实施方式
21.为便于本领域的技术人员理解本实用新型,下面结合附图说明本实用新型的具体实施方式。
22.如图1~6所示,本实用新型提供了一种商用冷柜立箱机,包括踏台100和与所述踏台100一端铰接的装配平台200,所述装配平台200可绕所述踏台100翻转。所述踏台100和所述装配平台200之间设置有液压油缸300,所述液压油缸300具有缓冲调节阀310,可以保证启动和翻转到位停顿的一瞬间将架体颤动控制到最小。优选,所述液压油缸300设置为并列排布的两个。这样,立箱机不会发生停顿和颤动,消除了出现断裂造成零件损坏的安全隐患,同时附带的优点是缩短了的生产节拍,提高了生产效率。
23.所述装配平台200具有一体成型的工作平台板210,整板镀锌,能保证整个平台的平面度,在装配冷柜箱体600是保证产品的装配精度,保证生产出的产品合格率更高。工作平台板210下面具有焊接在一起的框架。
24.所述装配平台200内部设置有维修安全杆400,所述维修安全杆400顶部与所述装配平台200铰接,所述维修安全杆400上的底部具有限制其运动的快速拉手组件500,所述快速拉手组件500设置在所述装配平台200侧面。所述快速拉手组件500可相对于所述装配平台200做推拉动作。所述快速拉手组件500推进去,限制维修安全杆400运动;所述快速拉手组件500拉出,维修安全杆400顶部可绕着与装配平台200铰接处运动。
25.具体来说,所述快速拉手组件500包括呈l形的拉杆510、与所述拉杆510连接的两个限位套520,所述限位套520设置在所述装配平台200侧面,所述拉杆510可在限位套520内做推拉运动。所述限位套520通过螺栓固定在所述装配平台200上。
26.所述拉杆510包括手柄511和与所述手柄511螺纹连接的压杆512,所述压杆512具有两个大小相等的长条孔,所述长条孔内设置有与所述装配平台200连接的限位柱513,所述限位柱513通过所述限位套520的孔穿出所述限位套520。所述长条孔的长度由快速拉手组件500的运动行程决定的。
27.立箱机的具体工作过程:
28.冷柜箱体600是由板材组装成的,先由人工在水平放置的装配平台200上组装。组
装完成后通过人工启动,控制系统控制装配平台200翻起,箱体由横向翻转为立向。放置到转运小车上,输送到装配线安装其他部件。
29.立箱机的维修过程:
30.由于控制操作元器件设置在立箱机内部,当立箱机出现故障需要检修时,需要将立箱机的装配平台200翻转后用维修安全杆400支撑。
31.将快速拉手组件500从立箱机内拉出,将立箱机的装配平台200翻转,将维修安全杆400底部放置在踏台100底部对应的固定位置上,开始检修。检修结束后,收回维修安全杆400,将其放置在原来的位置上,将快速拉手组件500推进立箱机内挡住维修安全杆400,限制其运动。这样不需要像现有技术中将立箱机翻起后需要人工走到内部去将安全杆拉出,消除了安全隐患,提高了维修人员的安全保障。
32.以上所述的本实用新型实施方式,并不构成对本实用新型保护范围的限定。任何在本实用新型的精神和原则之内所作的修改、等同替换和改进等,均应包含在本实用新型的权利要求保护范围之内。
技术特征:
1.一种商用冷柜立箱机,其特征在于,包括踏台(100)和与所述踏台(100)一端铰接的装配平台(200),所述装配平台(200)可绕所述踏台(100)翻转;所述踏台(100)和所述装配平台(200)之间设置有液压油缸(300),所述液压油缸(300)具有缓冲调节阀(310);所述装配平台(200)内部设置有维修安全杆(400),所述维修安全杆(400)顶部与所述装配平台(200)铰接,所述维修安全杆(400)上的底部具有限制其运动的快速拉手组件(500),所述快速拉手组件(500)设置在所述装配平台(200)侧面;所述快速拉手组件(500)可相对于所述装配平台(200)做推拉动作。2.根据权利要求1所述的一种商用冷柜立箱机,其特征在于,所述快速拉手组件(500)包括呈l形的拉杆(510)、与所述拉杆(510)连接的两个限位套(520),所述限位套(520)设置在所述装配平台(200)侧面,所述拉杆(510)可在所述限位套(520)内做推拉运动。3.根据权利要求2所述的一种商用冷柜立箱机,其特征在于,所述拉杆(510)包括手柄(511)和与所述手柄(511)螺纹连接的压杆(512),所述压杆(512)具有两个大小相等的长条孔,所述长条孔内设置有与所述装配平台(200)连接的限位柱(513),所述限位柱(513)通过所述限位套(520)的孔穿出所述限位套(520)。4.根据权利要求1所述的一种商用冷柜立箱机,其特征在于,所述液压油缸(300)设置为并列排布的两个。5.根据权利要求1所述的一种商用冷柜立箱机,其特征在于,所述装配平台(200)具有一体成型的工作平台板(210)。
技术总结
本实用新型涉及冷柜组装运输生产的设备,具体涉及一种商用冷柜立箱机。所述商用冷柜立箱机包括踏台和与所述踏台一端铰接的装配平台,所述装配平台可绕所述踏台翻转;所述踏台和所述装配平台之间设置有液压油缸,所述液压油缸具有缓冲调节阀;所述装配平台内部设置有维修安全杆,所述维修安全杆顶部与所述装配平台铰接,所述维修安全杆上的底部具有限制其运动的快速拉手组件,所述快速拉手组件设置在所述装配平台侧面;所述快速拉手组件可相对于所述装配平台做推拉动作。本实用新型保证冷柜在翻立时,立箱机不会发生停顿和颤动,同时改变立箱机翻起后人工走到内部去将安全杆拉出的结构,消除现有立箱机结构上存在的安全隐患。消除现有立箱机结构上存在的安全隐患。消除现有立箱机结构上存在的安全隐患。
技术研发人员:邱建争 和营奎 庄海坡 鹿祥
受保护的技术使用者:青岛海一诺德工业自动化有限公司
技术研发日:2021.07.21
技术公布日:2021/11/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1