用于真空回流炉的焊片机自动化联线装置的制作方法
1.本实用新型涉及生产制造技术设备领域,具体是一种用于真空回流炉的焊片机自动化联线装置。
背景技术:
2.现有工艺要求芯片贴片机生产后需要进入真空回流炉烘烤固化,贴片机产能较慢,真空回流炉产能较快,所以需要多台贴片机配合一台空回流炉使用。贴片机和真空回流炉都是独立设备,需要人工把贴片机做完的材料搬运至真空回流炉处再更换载具入炉,真空回流炉生产好后也需要人工把入炉载具内的框架转入料盒再传送到下一站。
3.现有材料在贴片机生产完成后需要人工把材料放料盒中转送到真空回流炉站;需要人工把料盒内的材料转装入真空炉特制的载具内;真空回流炉生产完成后需要人工把载具内的材料返回入料盒内;需要人工专门在真空炉站别控制载具的回收和装填。
4.现有贴片机材料需要人工转送真空炉,浪费人力;要人工把料盒内的材料转装入真空炉特制的载具内,质量风险,浪费人力;真空回流炉生产完成后需要人工把载具内的材料返回入料盒内,质量风险,浪费人力;需要人工专门在真空炉站别控制载具的回收和装填,浪费人力。
5.在已经公开的文件cn201821923528-一种辊轴运输装置中,在物体运输至最后一个滚筒的时候,物体没有完全进入到下一道工序中,那么由于没有滚筒再对物体具有向一个方向的推力的作用,物体便会腾空在那边。
6.之前的装置由于需要达到结构紧凑,占地面积小的问题,所以在产品进入下一步的时候,最后一个辊轴之后对产品没有其它的支撑,如果产品到下一步时,需要人工进行挤推一下,这样非常麻烦
技术实现要素:
7.为了解决上述问题,本实用新型公开了一种用于真空回流炉的焊片机,在产品进行运输的时候,将产品有效快速的推入下一道工序中,避免出现卡顿的现象。
8.本实用新型的技术方案为:用于真空回流炉的焊片机自动化联线装置,包括5.5米移载机、固晶机、轨道、转角送料机、装载回流机炉、炉下回流轨道、拆卸回流机、4.5米移栽机和收板机依次连接,装载回流机包括固定在底板上的固定立板,炉下回流轨道包括输送辊和载具,固定立板之间设有推料模组,推料模组包括箱体,箱体上设有支撑架、伸缩杆、调整板和滑杆,滑杆末端设有推块。
9.进一步地,箱体顶部贯穿有伸缩杆,伸缩杆由箱体内的气缸进行驱动,伸缩杆顶部贯穿支撑架,支撑架固定在箱体的顶部伸缩杆的一侧。
10.进一步地,伸缩杆顶部固定有调整板,调整板位于支撑架上,调整板上表面设有套块。
11.进一步地,套块内滑动设有滑杆,滑杆平行于调整板,滑杆由外部的气缸进行驱
动。
12.进一步地,固定立板之间推料模组的上方设有运输产品的轨道,运输产品的轨道位于推料模组的两侧。
13.进一步地,运输产品的轨道位于输送辊的一侧,输送辊的另一侧为载具,载具位于输送辊的运输方向上。
14.进一步地, 5.5米移载机、固晶机、轨道、转角送料机、装载回流机炉、炉下回流轨道、拆卸回流机、4.5米移栽机和收板机依次经过产品。
15.本实用新型的有益之处:本实用新型的伸缩杆能够带动调整板向上移动,从而将其移动到产品的高度,方便对其进行推挤。
16.本实用新型的滑杆通过外部的气缸进行驱动,通过端部的推块将卡顿在输送辊上的产品进行挤推入下一道工序中,加快整个装置的工作进程。
17.综上所述,本申请有效提高整体装置的自动化程度,避免在产品进行制造运输的过程中产生卡顿的现象,有效提高装置整体的工作效率。
附图说明
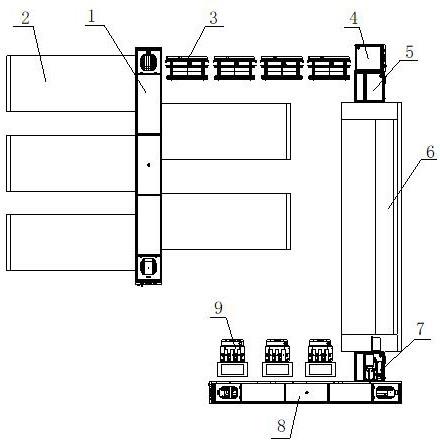
18.图1为本实用新型的结构示意图;
19.图2为本实用新型装载回流机的结构示意图;
20.图3为本实用新型推料模组的结构示意图;
21.图4-6为本实用新型产品在输送辊上的输送的结构示意图;
22.其中:1、5.5米移载机,2、固晶机,3、轨道,4、转角送料机,5、装载回流机,51、固定立板,52、底板,53、推料模组,531、箱体,532、伸缩杆,533、支撑架,534、调整板,535、滑杆,536、推块,537、套块,6、炉下回流轨道,61、输送辊,62、载具,7、拆卸回流机,8、4.5米移栽机,9、收板机,10、产品。
具体实施方式
23.为了加深对本实用新型的理解,下面结合附图详细描述本实用新型的具体实施方式,该实施例仅用于解释本实用新型,并不构成对本实用新型的保护范围的限定。
24.如图1所示,用于真空回流炉的焊片机自动化联线装置,包括5.5米移载机1、固晶机2、轨道3、转角送料机4、装载回流机炉5、炉下回流轨道6、拆卸回流机7、4.5米移栽机8和收板机9依次连接,装载回流机5包括固定在底板52上的固定立板51,炉下回流轨道6包括输送辊61和载具62,固定立板51之间设有推料模组53,推料模组53包括箱体531,箱体531上设有支撑架533、伸缩杆532、调整板534和滑杆535,滑杆535末端设有推块536,能够对产品进行挤推,使其进入下一道工序。
25.箱体531顶部贯穿有伸缩杆532,伸缩杆532由箱体531内的气缸进行驱动使其进行上下伸缩,伸缩杆532顶部贯穿支撑架533,支撑架533固定在箱体531的顶部伸缩杆532的一侧。
26.伸缩杆532顶部固定有调整板534,伸缩杆532通过气缸的驱动,对调整板534进行竖直方向上的移动,调整板534位于支撑架533上,调整板534上表面设有套块537,套块537内滑动设有滑杆535,滑杆535平行于调整板534,滑杆535由外部的气缸进行驱动,使其在水
平方向上进行移动,以此完成竖直方向和水平方向的移动。
27.固定立板51之间推料模组53的上方设有运输产品10的轨道,运输产品的轨道位于推料模组53的两侧,运输产品的轨道位于输送辊61的一侧,输送辊61的另一侧为载具62,载具62位于输送辊61的运输方向上输送辊61用于对产品10进行运输至载具62上。
28.产品10依次经过5.5米移载机1、固晶机2、轨道3、转角送料机4、装载回流机炉5、炉下回流轨道6、拆卸回流机7、4.5米移栽机8和收板机。
29.工作原理:当产品10依次经过各个机器,从装载回流机5的运输产品的轨道上经过之后,进入到输送辊61上,但是因为输送辊61和载具62之间有一定的距离,当产品10到达最后一根输送辊61的时候,输送辊61无法再对其进行施力,产品10无法完全装载至载具62中,此时,箱体531内的气缸驱动伸缩杆532向上移动,伸缩杆532带动调整板534向上,外部的气缸带动滑杆535,滑杆535在套块内移动,向产品一侧伸出,然后滑杆顶部的推块536挤推产品进入至载具62中,产品接着下一道工序。
技术特征:
1.用于真空回流炉的焊片机自动化联线装置,包括5.5米移载机、固晶机、轨道、转角送料机、装载回流机炉、炉下回流轨道、拆卸回流机、4.5米移栽机和收板机依次连接,所述装载回流机包括固定在底板上的固定立板,所述炉下回流轨道包括输送辊和载具,其特征在于:所述固定立板之间设有推料模组,所述推料模组包括箱体,所述箱体上设有支撑架、伸缩杆、调整板和滑杆,所述滑杆末端设有推块。2.根据权利要求1所述的用于真空回流炉的焊片机自动化联线装置,其特征在于:所述箱体顶部贯穿有伸缩杆,所述伸缩杆由箱体内的气缸进行驱动,所述伸缩杆顶部贯穿支撑架,所述支撑架固定在箱体的顶部伸缩杆的一侧。3.根据权利要求1所述的用于真空回流炉的焊片机自动化联线装置,其特征在于:所述伸缩杆顶部固定有调整板,所述调整板位于支撑架上,所述调整板上表面设有套块。4.根据权利要求3所述的用于真空回流炉的焊片机自动化联线装置,其特征在于:所述套块内滑动设有滑杆,所述滑杆平行于调整板,所述滑杆由外部的气缸进行驱动。5.根据权利要求1所述的用于真空回流炉的焊片机自动化联线装置,其特征在于:所述固定立板之间推料模组的上方设有运输产品的轨道,所述运输产品的轨道位于推料模组的两侧。6.根据权利要求5所述的用于真空回流炉的焊片机自动化联线装置,其特征在于:所述运输产品的轨道位于输送辊的一侧,所述输送辊的另一侧为载具,所述载具位于输送辊的运输方向上。7.根据权利要求1所述的用于真空回流炉的焊片机自动化联线装置,其特征在于:所述5.5米移载机、固晶机、轨道、转角送料机、装载回流机炉、炉下回流轨道、拆卸回流机、4.5米移栽机和收板机依次经过产品。
技术总结
本实用新型公开一种用于真空回流炉的焊片机自动化联线装置,包括5.5米移载机、固晶机、轨道、转角送料机、装载回流机炉、炉下回流轨道、拆卸回流机、4.5米移栽机和收板机依次连接,装载回流机包括固定在底板上的固定立板,炉下回流轨道包括输送辊和载具,固定立板之间设有推料模组,推料模组包括箱体,箱体上设有支撑架、伸缩杆、调整板和滑杆,滑杆末端设有推块。产品进行运输的时候,将产品有效快速的推入下一道工序中,避免出现卡顿的现象。避免出现卡顿的现象。避免出现卡顿的现象。
技术研发人员:袁晨 严巧成 李勤建 晏长春 任文豪
受保护的技术使用者:江苏捷捷微电子股份有限公司
技术研发日:2021.09.06
技术公布日:2022/3/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1