一种卷筒纸自动化包装生产系统的制作方法
1.本实用新型涉及卷筒纸包装技术领域,尤其涉及一种卷筒纸自动化包装生产系统。
背景技术:
2.随着社会发展和科技进步,造纸机的大多数生产工序都采用了自动化、智能化生产,但在包装工序,往往需要通过人工操作完成,如卷筒纸的宽度检测、直径检测、称重、喷码、标签打印、缠膜、打包装带等,需要数名操作人员配合完成。对于低速造纸机而言,造纸机的产量低,人工操作足以应付;但高速造纸机的产量非常高,往往需要大量人员进行协同包装作业,面对大量重复性的高强度劳动,不仅人员的生产效率低,且极容易忙中出错,人工操作难以满足高速造纸机的生产要求。
技术实现要素:
3.针对现有技术方案中高速造纸机采用人工包装劳动强度高、生产效率低的问题,本实用新型提供了一种卷筒纸自动化包装生产系统。
4.本实用新型提供如下的技术方案:一种卷筒纸自动化包装生产系统,包括依次设置的纵向输送装置、转向输送装置、横向输送装置、竖身式垂直输送机和平板输送机,所述纵向输送装置包括多个沿长度方向依次排列的第一链板输送机、沿所述第一链板输送机长度方向依次设置的宽度检测装置、称重装置、直径检测装置以及用于将轴向宽度、重量、直径数据打印在卷筒纸表面的喷码装置;所述转向输送装置包括转盘、设置在所述转盘上的第二链板输送机以及驱动所述转盘转动的转动电机;所述横向输送装置包括多个沿长度方向依次排列的第三链板输送机以及缠膜装置,所述缠膜装置和竖身式垂直输送机之间还设置有打带机;所述第一、第二、第三链板输送机的两端均设置有位置传感器;所述纵向输送装置、转向输送装置、横向输送装置、竖身式垂直输送机和平板输送机均信号连接到控制系统。
5.优选地,所述宽度检测装置为对射式光电传感器。
6.优选地,所述称重装置包括设置在一个所述第一链板输送机底部的称重传感器,所述称重传感器信号连接到所述控制系统。
7.优选地,所述直径检测装置包括延伸到所述第一链板输送机顶部的检测支架,所述检测支架上设置有超声波测径仪,所述超声波测径仪和所述控制系统信号连接。
8.优选地,所述喷码装置包括与所述控制系统信号连接的喷码机和延伸到所述第一链板输送机顶部的喷码支架,所述喷码机包括设置在所述喷码支架上的两个喷头。
9.优选地,所述缠膜装置包括分别设置在一个所述第三链板输送机两侧的主动辊轮和从动辊轮、驱动所述主动辊轮转动的电机、设置在所述主动、从动辊轮底部的升降装置,以及用于缠膜的缠膜机。
10.优选地,所述控制系统包括上位机以及与所述上位机信号连接的下位机和数据
库,所述下位机与所述纵向输送装置、转向输送装置、横向输送装置、竖身式垂直输送机和平板输送机信号连接。
11.本实用新型的有益效果是:通过下纸、宽度检测、称重、直径检测和喷码、转向、缠膜、打带和转运,仅需1人值守即能满足整个高速造纸机包装工序生产线的运行要求、实现卷筒纸自动化包装,具有自动化程度高、生产效率高的特点,适用于高速造纸机的包装工序。
附图说明
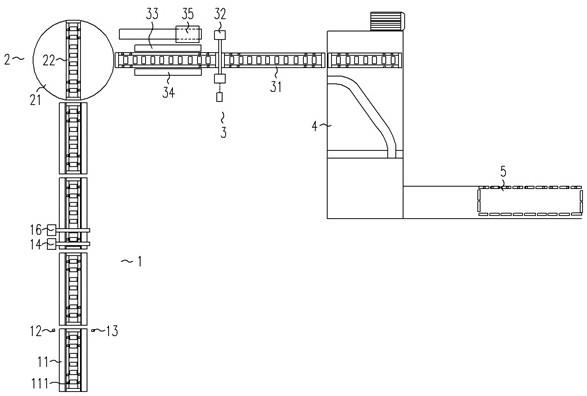
12.图1为本实用新型一个实施例的示意图。
13.图2为本实用新型中直径检测装置的一个实施例的示意图。
14.图3为本实用新型中喷码装置的一个实施例的示意图。
15.图4为本实用新型中打带机的一个实施例的示意图。
16.附图标记:1-纵向输送装置,11-第一链板输送机,111-位置传感器,12-发光器,13-收光器,14-检测支架,15-超声波测径仪,16-喷码支架,17-喷头,2-转向输送装置,21-转盘,22-第二链板输送机,3-横向输送装置,31-第三链板输送机,32-打带机,33-主动辊轮,34-从动辊轮,35-缠膜机,4-竖身式垂直输送机,5-平板输送机,6-龙门架。
具体实施方式
17.以下结合附图及附图标记对本实用新型的实施方式做更详细的说明,使熟悉本领域的技术人在研读本说明书后能据以实施。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
18.本实用新型提供了如图1-4所示的一种卷筒纸自动化包装生产系统,包括依次设置的纵向输送装置1、转向输送装置2、横向输送装置3、竖身式垂直输送机4和平板输送机5。
19.纵向输送装置1用于将本实用新型连接到造纸流程中的复卷机,具体地,纵向输送装置1包括多个沿长度方向依次排列的第一链板输送机11、沿第一链板输送机11长度方向依次设置的宽度检测装置、称重装置、直径检测装置以及用于将轴向宽度、重量、直径数据打印在卷筒纸表面的喷码装置。前一个生产作业将处理好的卷筒纸输送到第一链板输送机11上,第一链板输送机可采用v型链板输送机,卷筒纸为圆柱体状,其高度为纸幅宽度,其侧面与v型链板输送机的顶面接触,其轴向方向与v型链板输送机的长度方向平行,防止卷筒纸滚动;卷筒纸的直径一般较大,且大于v型链板输送机的宽度。宽度检测装置、称重装置、直径检测装置分别用于检测卷筒纸的纸幅宽度、重量和直径,并将相关数据传递给控制系统储存;喷码装置用于将上述数据打印在卷筒纸表面,方便管理。
20.转向输送装置2包括转盘21、设置在转盘21上的第二链板输送机22以及驱动转盘21转动的转动电机。转向输送装置2用于连接纵向输送装置1和横向输送装置3,将卷筒纸的输送方向由纵向转为横向,并保持卷筒纸的轴向方向始终与第一、第三链板输送机的长度方向平行。转盘21转动连接在地面上,由转动电机驱动转盘21转动,继而带动第二链板22输送机转动。横向输送装置3包括多个沿长度方向依次排列的第三链板输送机31以及缠膜装置,缠膜装置和竖身式垂直输送机之间还设置有打带机32。第二、第三链板输送机也可采用v型链板输送机;缠膜装置用于在卷筒纸表面缠绕塑料薄膜,以防尘防潮;打带机32用于为
卷筒纸打上包装带,可采用穿剑式打带机,设置在跨越第三链板输送机的龙门架6上。
21.竖身式垂直输送机4,用于将卷筒纸的姿态由侧面朝下改为底面朝下,并转运到平板输送机5上,使卷筒纸以底面接触平板输送机5,防止滚动。平板输送机5贴近地面,方便叉车将卷筒纸抱离平板输送机5,进行入库。
22.第一、第二、第三链板输送机的两端均设置有位置传感器111;纵向输送装置1、转向输送装置2、横向输送装置3、竖身式垂直输送机4和平板输送机5均信号连接到控制系统。位置传感器111可采用光电传感器,通过检测卷筒纸经过位置传感器111时产生的信号变化来检测卷筒纸的位置,并将位置信号传递给控制系统。多个第一、第三链板输送机依次排列,每个链板输送机两端的位置传感器能检测到卷筒纸的进入和离开,控制系统依此来控制每一个链板输送机的启停和获取卷筒纸的位置。控制系统也根据卷筒纸的位置控制宽度检测装置、称重装置、直径检测装置、缠膜装置和打带机等各个组件的启动与关闭。
23.本实用新型在使用时,复卷机将卷筒纸处理好后转移到第一链板输送机上,位置传感器检测到信号变化,控制系统判定第一链板输送机上有卷筒纸,然后启动第一链板输送机,第一链板输送机将卷筒纸运往转盘输送装置,并依次经过宽度检测装置、称重装置、直径检测装置和喷码装置,控制系统取得相关数据再打印在卷筒纸表面;转动电机转动转盘,使转盘输送装置的第二链板输送机首先与第一链板输送机平齐,卷筒纸被第一链板输送机输送到第二链板输送机上,再控制转盘转动,使第二链板输送机与第三链板输送机平齐,第二链板输送机再将卷筒纸输送至第三链板输送机上,依次完成缠膜和打带后,由竖身式垂直输送机输送至平板输送机,再由叉车入库。
24.优选地,宽度检测装置为对射式光电传感器,包括分别设置在第一链板输送机11两侧的发光器12和收光器13,发光器12、收光器13与控制系统信号连接。卷筒纸通过宽度检测装置时产生信号变化,控制系统统计信号变化的时间,再乘以卷筒纸的移动速度,即可得到纸幅宽度;卷筒纸的移动速度可通过控制系统统计卷筒纸经过第一链板输送机11上两个固定的位置传感器111的时间,由速度公式计算得到。
25.优选地,称重装置包括设置在一个第一链板输送机11底部的称重传感器,称重传感器信号连接到控制系统,控制系统设置有现有技术中进行重量计算的积算计量模块,对称重传感器采集的重量数据进行处理,计算出卷筒纸的重量。
26.优选地,直径检测装置包括延伸到第一链板输送机11顶部的检测支架14,检测支架14上设置有超声波测径仪15,超声波测径仪15和控制系统信号连接。
27.优选地,喷码装置包括与控制系统信号连接的喷码机和延伸到第一链板输送机顶部的喷码支架16,喷码机可采用马肯依玛士5800大字符高解像度喷码机,喷码机包括设置在喷码支架16上的两个喷头17。
28.优选地,缠膜装置包括分别设置在一个第三链板输送机31两侧的主动辊轮33和从动辊轮34、驱动主动辊轮33转动的电机、设置在主动辊轮和从动辊轮底部的升降装置,以及缠膜机35。主动滚轮33和从动滚轮34之间的距离小于卷筒纸的直径;升降装置可采用气缸,用于推动主动、从动辊轮升降;缠膜机可采用全自动径向缠膜机,可以沿第三链板输送机的长度方向来回滑动并自动检测卷筒纸的长度。在缠膜时,升降装置抬升主动、从动辊轮,从而将卷筒纸从第三链板输送机31上抬起,将从缠膜机35伸出的塑料膜固定在卷筒纸上,电机通过主动辊轮33带动卷筒纸和从动辊轮34转动,同时启动缠膜机35,将塑料膜缠绕在卷
筒纸上,缠膜完成后,升降装置下降将卷筒纸放回到第三链板输送机31上。
29.优选地,控制系统包括上位机以及与上位机信号连接的下位机和数据库,下位机与纵向输送装置1、转向输送装置2、横向输送装置3、竖身式垂直输送机4和平板输送机5信号连接。上位机可采用具有数值计算、逻辑计算能力的电脑,下位机可采用s7-400型可编程逻辑控制器,数据库可采用erp系统数据库。上位机进行数据处理和发布控制命令,数据库进行数据存储,下位机负责纵向输送装置1、转向输送装置2、横向输送装置3、竖身式垂直输送机4、平板输送机5和上位机之间的信号转换,并根据上位机发布的控制命令对各个组件进行控制。
30.以上为本实用新型的一种或多种实施方式,其描述较为具体和详细,但不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型的构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1