汽车差速器一字轴加工尾料的送料装置的制作方法
1.本实用新型涉及一种机械加工设备,尤其是涉及一种汽车差速器一字轴加工尾料的送料装置。
背景技术:
2.汽车差速器一字轴的加工,由于生产批量大,目前通常采用自动设备加工。在加工过程中,将超过3米的棒料推送入自动设备中,自动完成汽车差速器一字轴的加工,但由于设备的局限,棒料在最后的一段尾料无法送入自动设备中,因此,每一根棒料都会有一根尾料无法自动加工,从而造成极大的浪费,增加生产成本。
技术实现要素:
3.本申请人针对上述的问题,进行了研究改进,提供一种汽车差速器一字轴加工尾料的送料装置,结构简单紧凑,用于现有的汽车差速器一字轴自动加工设备的改造,用于一字轴加工尾料的送料,充分利用尾料加工成产品,减少浪费,降低生产成本。
4.为了解决上述技术问题,本实用新型采用如下的技术方案:
5.一种汽车差速器一字轴加工尾料的送料装置,包括安装在一字轴自动加工设备的进料轨中的抓料机构,2根平行设置的l形的托料杆固定安装在所述抓料机构一侧的一字轴自动加工设备的机架上,所述托料杆倾斜设置,限料盘连接在所述托料杆下,2块上限料板设置在所述托料杆上方并连接一字轴自动加工设备的水平横杆;2根平行设置的l形的顶料臂设置在所述托料杆下方并连接水平设置的驱动轴,所述驱动轴连接步进电机;所述抓料机构包括基座,水平设置的顶板设置在所述基座上,开闭型气爪设置在所述基座中,2块相对设置的滑块分别连接所述开闭型气爪的气动夹指,每个所述滑块上部两侧设置有2块夹料板,所述夹料板的内侧设有v型槽。
6.进一步的:
7.所述抓料机构的顶板上设有导向滑槽,套装在所述滑块上的滑套滑动设置在所述导向滑槽中。
8.2个所述滑块错位设置。
9.所述夹料板的内侧设有刃口。
10.2块所述上限料板分别通过2块支板连接一字轴自动加工设备的水平横杆,2块所述支板固定连接一字轴自动加工设备的水平横杆,所述支板上设有倾斜的长圆孔;压板通过2个紧定螺钉连接所述上限料板,所述上限料板设置在所述支板的一侧并且2个所述紧定螺钉插入所述支板上的长圆孔,螺栓穿过所述支板的长圆孔螺纹连接另一侧的把手螺母并将所述上限料板固定连接所述支板。
11.所述限料盘包括连接在所述托料杆下方的底板,2根由角钢制成的限料挡边连接在所述底板的两侧,所述限料挡边通过长孔连接所述底板。
12.本实用新型的技术效果在于:
13.本实用新型公开的一种汽车差速器一字轴加工尾料的送料装置,结构简单紧凑,用于现有的汽车差速器一字轴自动加工设备的改造,用于一字轴加工尾料的送料,充分利用尾料加工成产品,减少浪费,降低生产成本。
附图说明
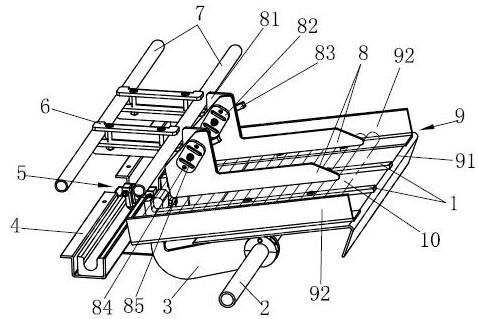
14.图1为本实用新型的三维结构示意图。
15.图2为本实用新型的主视图。
16.图3为图2的a-a处剖视图。
17.图4为抓料机构的三维结构示意图。
18.图5为抓料机构的主视图。
19.图6为图5为b-b处剖视图。
具体实施方式
20.下面结合附图对本实用新型的具体实施方式作进一步详细的说明。
21.如图1~6所示,本实用新型包括安装在一字轴自动加工设备的进料轨4中的抓料机构5,2根平行设置的l形的托料杆1固定安装在抓料机构5一侧的一字轴自动加工设备的机架上,托料杆1倾斜设置(离进料轨4较远处位置高),限料盘9连接在托料杆1下,限料盘9包括连接在托料杆1下方的底板91,2根由角钢制成的限料挡边92连接在底板91的两侧,限料挡边92通过长孔93连接底板91。加工尾料10逐一水平放置在托料杆1上,加工尾料10与一字轴自动加工设备的进料轨4平行并且凭自重可自动滚动靠向进料轨4,根据加工尾料10的长度可通过长孔93调整限料挡边92的位置,从而限制加工尾料10整齐放置在托料杆1上。2块上限料板8设置在托料杆1上方并连接一字轴自动加工设备的水平横杆7,上限料板8用于在高度方向限制放置在托料杆1上的加工尾料10,只能在托料杆1上放置一层加工尾料10。在本实施例中,2块上限料板8分别通过2块支板81连接一字轴自动加工设备的水平横杆7,2块支板81通过连接板6及螺栓螺母固定连接一字轴自动加工设备的水平横杆7,支板81上设有倾斜的长圆孔86,压板82通过2个紧定螺钉84连接上限料板8,上限料板8设置在支板81的一侧并且2个紧定螺钉84插入支板81上的长圆孔86,螺栓85穿过支板81的长圆孔86螺纹连接另一侧的把手螺母83并将上限料板8固定连接支板81。2个紧定螺钉84插入支板81上的长圆孔86可防止上限料板8发生转动,并且通过长圆孔86可调整上限料板8与托料杆1的相对位置,以适应加工尾料10的直径大小。2根平行设置的l形的顶料臂3设置在托料杆1下方并连接水平设置的驱动轴2,驱动轴2连接步进电机(未在图中画出),顶料臂3的前端延伸至第一根加工尾料10的下方,可将加工尾料10从托料杆1上顶出。抓料机构5包括基座51,水平设置的顶板55设置在基座51上,开闭型气爪56设置在基座51中,2块相对设置的滑块52分别连接开闭型气爪56的气动夹指561,每个滑块上部两侧设置有2块夹料板53,夹料板53的内侧设有v型槽,同时,夹料板53的内侧还设有刃口,这样在两对夹料板53夹持尾料时,其v型槽定位尾料的中心,而刃口可减小夹料板53与尾料的接触面积,使夹持更加稳定。抓料机构5的顶板55上设有导向滑槽54,套装在滑块52上的滑套57滑动设置在导向滑槽54中,滑套57由工程塑料制成,在导向滑槽54中滑动为滑块52的移动导向。在本实施例中,2个滑块52错位设置,这样使相对的两对夹料板53在更大的范围内夹持尾料,可以更稳定地夹持住尾料。
22.在实际使用时,本实用新型用于现有的一字轴自动加工设备的改造,仅需在现有的一字轴自动加工设备的进料轨4中增加本实用新型的送料装置,使其可用于一字轴加工尾料的加工。在实际操作中,加工尾料10逐一水平整齐放置在托料杆1上,当一字轴自动加工设备的取料机构移动至抓料机构5附近时,感应探头发出信号,步进电机动作带动驱动轴2,由驱动轴2驱动顶料臂3从托料杆1上顶出一根加工尾料10,加工尾料10进入抓料机构5,抓料机构5的开闭型气爪56的气动夹指561带动两个滑块52向内移动,由夹料板53夹持住加工尾料10,同时,一字轴自动加工设备的取料机构夹持住加工尾料10,抓料机构5松开复位,由一字轴自动加工设备的取料机构夹持住加工尾料10并送入一字轴自动加工设备自动完成加工。现有的一字轴自动加工设备利用本实用新型进行改造,最大限度利用再有设备自动加工的功能,改造投入小,充分利用尾料加工成产品,减少浪费,降低生产成本。
技术特征:
1.一种汽车差速器一字轴加工尾料的送料装置,其特征在于:包括安装在一字轴自动加工设备的进料轨中的抓料机构,2根平行设置的l形的托料杆固定安装在所述抓料机构一侧的一字轴自动加工设备的机架上,所述托料杆倾斜设置,限料盘连接在所述托料杆下,2块上限料板设置在所述托料杆上方并连接一字轴自动加工设备的水平横杆;2根平行设置的l形的顶料臂设置在所述托料杆下方并连接水平设置的驱动轴,所述驱动轴连接步进电机;所述抓料机构包括基座,水平设置的顶板设置在所述基座上,开闭型气爪设置在所述基座中,2块相对设置的滑块分别连接所述开闭型气爪的气动夹指,每个所述滑块上部两侧设置有2块夹料板,所述夹料板的内侧设有v型槽。2.按照权利要求1所述的汽车差速器一字轴加工尾料的送料装置,其特征在于:所述抓料机构的顶板上设有导向滑槽,套装在所述滑块上的滑套滑动设置在所述导向滑槽中。3.按照权利要求1或2所述的汽车差速器一字轴加工尾料的送料装置,其特征在于:2个所述滑块错位设置。4.按照权利要求1或2所述的汽车差速器一字轴加工尾料的送料装置,其特征在于:所述夹料板的内侧设有刃口。5.按照权利要求1所述的汽车差速器一字轴加工尾料的送料装置,其特征在于:2块所述上限料板分别通过2块支板连接一字轴自动加工设备的水平横杆,2块所述支板固定连接一字轴自动加工设备的水平横杆,所述支板上设有倾斜的长圆孔;压板通过2个紧定螺钉连接所述上限料板,所述上限料板设置在所述支板的一侧并且2个所述紧定螺钉插入所述支板上的长圆孔,螺栓穿过所述支板的长圆孔螺纹连接另一侧的把手螺母并将所述上限料板固定连接所述支板。6.按照权利要求1所述的汽车差速器一字轴加工尾料的送料装置,其特征在于:所述限料盘包括连接在所述托料杆下方的底板,2根由角钢制成的限料挡边连接在所述底板的两侧,所述限料挡边通过长孔连接所述底板。
技术总结
本实用新型涉及一种汽车差速器一字轴加工尾料的送料装置,其特征在于包括安装在进料轨中的抓料机构,2根平行设置的L形的托料杆固定安装在抓料机构一侧的机架上,托料杆倾斜设置,限料盘连接在托料杆下,2块上限料板设置在托料杆上方;2根平行设置的L形的顶料臂设置在托料杆下方并连接水平设置的驱动轴;抓料机构包括基座,水平设置的顶板设置在基座上,开闭型气爪设置在基座中,2块相对设置的滑块分别连接开闭型气爪的气动夹指,每个滑块上部两侧设置有2块夹料板。本实用新型结构简单紧凑,用于现有的汽车差速器一字轴自动加工设备的改造,用于一字轴加工尾料的送料,充分利用尾料加工成产品,减少浪费,降低生产成本。降低生产成本。降低生产成本。
技术研发人员:吴凯
受保护的技术使用者:无锡新维特精密机械有限公司
技术研发日:2021.12.09
技术公布日:2022/5/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1