凸柱根部喷涂质量自动检测设备的制作方法
1.本实用新型属于喷涂检测技术领域,涉及到凸柱根部喷涂质量自动检测设备。
背景技术:
2.喷涂件的凸柱根部喷涂是否起皱、开裂或者有流痕等质量问题,目前还是依靠人工检测,受限于人为因素的影响,检测结果一直不稳定。
技术实现要素:
3.本实用新型要解决的技术问题是:提供一种能代替人工自动检测凸柱根部喷涂质量的自动检测设备。
4.为解决上述技术问题,本实用新型采用的技术方案如下:
5.凸柱根部喷涂质量自动检测设备,包括多工位转台、ccd机器视觉系统、治具和旋转气缸,所述多工位转台的检测工位上安装有顶面为斜面的载块,所述旋转气缸安装于对应的载块顶部,所述旋转气缸的旋转杆上安装有载板,所述治具安装于所述载板上,所述ccd机器视觉系统对应每一个检测工位均设置有一个ccd相机;所述ccd相机的支架固定于所述多工位转台的旋转台上。
6.与现有技术相比,本实用新型的有益效果是:
7.1.多工位转台配合多个ccd相机能够完成一个喷涂件中多个凸柱的同时、同步视觉检测,提高了检测速度;
8.2.旋转气缸以凸柱的中轴为旋转轴,带动喷涂件旋转,ccd相机能够捕捉凸柱根部一圈的图像,ccd相机从侧向捕捉凸柱根部的图像,ccd机器视觉系统能更精准地判断凸柱根部的喷涂质量,提高了检测精度。
附图说明
9.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
10.图1为凸柱根部喷涂质量自动检测设备的局部结构示意图;
11.图2为治具的安装结构图;
12.图3为上料装置的结构图;
13.图4为治具与载板的安装结构图。
具体实施方式
14.下面将结合附图对本实用新型实施例中的技术方案进行清楚、完整地描述。
15.实施例
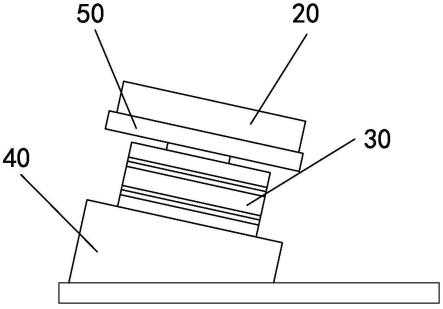
16.图1中所示的凸柱根部喷涂质量自动检测设备,包括四工位转台10、ccd机器视觉系统、治具20和旋转气缸30,检测工位a和b上安装有顶面为斜面的载块40,旋转气缸安装于
对应的载块顶部,旋转气缸的旋转杆上安装有载板50,治具安装于载板上,ccd机器视觉系统对应每一个检测工位均设置有一个ccd相机60;ccd相机的支架固定于多工位转台的旋转台上。
17.上述设备用于一个喷涂件中两个凸柱根部的同时、同步视觉检测。两个ccd相机的安装高度和安装角度根据凸柱的实际高度和角度进行调节。旋转气缸以凸柱的中轴为旋转轴,带动喷涂件旋转,ccd相机能够捕捉凸柱根部一圈的图像,ccd相机从侧向捕捉凸柱根部的图像,ccd机器视觉系统能更精准地判断凸柱根部的喷涂质量,提高了检测精度。
18.本设备上料工位c适配的上料装置,以及下料工位d适配的下料装置,可以实现喷涂件的同时上料和下料。参见图3,上料装置与下料装置的结构一致,均包括斜坡板70和平移驱动件,平移驱动件带动斜坡板向远离或者靠近多工位转台的方向移动;斜坡板的两侧设置有滑轨80,每一条滑轨上滑接有一只小气缸90,小气缸的伸缩杆上设置有向斜坡板内延伸的定位针100,斜坡板底部设置的气缸驱动两只小气缸沿滑轨移动。上料装置中的斜坡板的低位对应多工位转台,下料装置中的斜坡板的高位对应多工位转台。在上料时,平移驱动件带着斜坡板向多工位转台处移动,定位针伸出插入治具中,气缸驱动两只小气缸沿滑轨移动将治具向下推入上料工位的载板上。在下料时,移驱动件带着斜坡板向多工位转台处移动,定位针伸出插入治具中,气缸驱动两只小气缸沿滑轨移动将治具向下推入下方的回收线中。
19.进一步的是,载板50中设置有嵌设有弹性定位珠120,治具20的底部设置有与弹性定位珠适配的定位凹槽21,治具到达载板上,弹性定位珠卡入定位凹槽内将治具固定。
20.进一步的是,上料装置的斜坡板中设置有气动升降挡板110,从上料流水线中流入斜坡板中的治具被气动升降挡板阻挡,需要上料时,气动升降挡板下降,治具自动向下滑到斜坡板的低位处,小气缸伸出,定位针伸出插入治具中气缸驱动两只小气缸沿滑轨移动将治具向下推入上料工位的载板上。
21.综上所述,本设备中的多工位转台配合多个ccd相机能够完成一个喷涂件中多个凸柱的同时、同步视觉检测,cd相机从侧向捕捉凸柱根部的一圈图像,提高了检测速度和精度。
22.对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
技术特征:
1.凸柱根部喷涂质量自动检测设备,其特征在于,包括多工位转台、ccd机器视觉系统、治具和旋转气缸,所述多工位转台的检测工位上安装有顶面为斜面的载块,所述旋转气缸安装于对应的载块顶部,所述旋转气缸的旋转杆上安装有载板,所述治具安装于所述载板上,所述ccd机器视觉系统对应每一个检测工位均设置有一个ccd相机;所述ccd相机的支架固定于所述多工位转台的旋转台上。2.根据权利要求1所述的凸柱根部喷涂质量自动检测设备,其特征在于,还包括上料装置和下料装置,所述上料装置与下料装置的结构一致,均包括斜坡板和平移驱动件,所述平移驱动件带动所述斜坡板向远离或者靠近多工位转台的方向移动;所述斜坡板的两侧设置有滑轨,每一条滑轨上滑接有一只小气缸,所述小气缸的伸缩杆上设置有向所述斜坡板内延伸的定位针,所述斜坡板底部设置的气缸驱动两只所述小气缸沿滑轨移动。3.根据权利要求2所述的凸柱根部喷涂质量自动检测设备,其特征在于,所述上料装置的斜坡板中设置有气动升降挡板。4.根据权利要求2所述的凸柱根部喷涂质量自动检测设备,其特征在于,所述上料装置中的斜坡板的低位对应所述多工位转台,所述下料装置中的斜坡板的高位对应所述多工位转台。5.根据权利要求1所述的凸柱根部喷涂质量自动检测设备,其特征在于,所述载板中设置有嵌设有弹性定位珠,所述治具的底部设置有与所述弹性定位珠适配的定位凹槽。
技术总结
本实用新型公开了凸柱根部喷涂质量自动检测设备,包括多工位转台、CCD机器视觉系统、治具和旋转气缸,多工位转台的检测工位上安装有顶面为斜面的载块,旋转气缸安装于对应的载块顶部,旋转气缸的旋转杆上安装有载板,治具安装于载板上,CCD机器视觉系统对应每一个检测工位均设置有一个CCD相机;CCD相机的支架固定于多工位转台的旋转台上。旋转气缸以凸柱的中轴为旋转轴,带动喷涂件旋转,CCD相机能够捕捉凸柱根部一圈的图像,CCD相机从侧向捕捉凸柱根部的图像,CCD机器视觉系统能更精准地判断凸柱根部的喷涂质量,提高了检测精度。提高了检测精度。提高了检测精度。
技术研发人员:李德勇 袁程军 海苗苗 段寿禄 彭辉
受保护的技术使用者:苏州曼柯精密部件有限公司
技术研发日:2021.12.09
技术公布日:2022/7/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1