包装材料和制造包装材料的方法与流程
包装材料和制造包装材料的方法
1.相关申请的交叉引用
2.本技术要求2021年3月10日提交的美国专利申请no.17/197,837、2021年3月10日提交的美国专利申请no.17/197,889、和2020年7月22日提交的题为“packing material and method of manufacturing the packing material”的美国临时专利申请no.63/054,853的权益,上述申请的全部内容通过引用合并在此。
技术领域
3.本发明涉及包装材料,特别是包括多个由纸制成的离散的缓冲元件的包装材料。本发明还涉及制造包装材料的方法。
背景技术:
4.各种包装材料用于固定装运容器(包括纸板箱)中的物品,从而防止这些物品在运输过程中在装运容器内活动或在运输过程中受到其他碰撞(例如,掉落或撞击)时损坏。此类包装材料包括气泡膜、发泡聚苯乙烯(聚苯乙烯泡沫)、和其他可模制成块或其他形状的塑料泡沫包装、填充颗粒、和充气塑料袋(也称为气枕)。这些塑料产品在运输过程中使用后可能会作为废物丢弃。塑料废物需要很长时间才能分解并在分解过程中产生二氧化碳。此外,聚苯乙烯泡沫不容易生物降解,可能需要很多很多年才能分解。然而,随着人们越来越意识到塑料和聚苯乙烯泡沫对环境的负面影响,消费者越来越多地寻求使用环保、可回收和可生物降解的产品作为包装材料。需要环保、可回收和可生物降解的产品,它们以可承受的成本提供足够的缓冲效果。
技术实现要素:
5.一方面,本发明涉及一种包装材料,其包括多个纤维素缓冲元件、布置在多个纤维素缓冲元件的一侧的顶部纤维素片材、和布置在多个纤维素缓冲元件的相对侧上的底部纤维素片材。多个纤维素缓冲元件中的每个纤维素缓冲元件具有多个褶并形成为一形状。底部纤维素片材连接到顶部纤维素片材,多个纤维素缓冲元件位于顶部纤维素片材与底部纤维素片材之间。
6.另一方面,本发明涉及一种包装材料,其包括多个离散的缓冲元件和连接多个离散的缓冲元件的柔性联接部。多个离散的缓冲元件在第一方向上排列且具有顺序,多个离散的缓冲元件中的每个缓冲元件与多个离散的缓冲元件中的至少一个其它缓冲元件相邻。多个离散的缓冲元件中的至少一个其他缓冲元件是第一相邻缓冲元件,并且每个缓冲元件与相应的第一相邻缓冲元件间隔开,每个缓冲元件与相应的第一相邻缓冲元件之间形成第一间隙。每个缓冲元件通过柔性联接部连接到相应的第一相邻缓冲元件。柔性联接部跨越每个缓冲元件与相应的第一相邻缓冲元件之间的第一间隙。
7.另一方面,本发明涉及一种制造包装材料的方法。该方法包括用多个纤维素缓冲元件填充第一纤维素片材的多个袋状部。每个袋状部具有开口,袋装部通过开口被填充。该
方法还包括将纤维素纤维和粘合剂的含水浆料施加到第一纤维素片材的每个袋状部中的多个纤维素缓冲元件,使含水浆料和多个纤维素缓冲元件干燥,以及将第二纤维素片材结合到第一纤维素片材,以覆盖第一纤维素片材中的多个袋状部的开口。
8.另一方面,本发明涉及一种包装材料,其包括多个纤维素缓冲元件和将多个纤维素缓冲元件彼此结合的结合剂。多个纤维素缓冲元件中的每个纤维素缓冲元件具有多个褶并形成为一形状。结合剂包含粘合剂和纤维素纤维。结合剂的粘合剂和纤维素纤维分散在每个纤维素缓冲元件的褶之间。
9.另一方面,本发明涉及一种制造模制的包装材料的方法。该方法包括用多个纤维素缓冲元件填充模具;将纤维素纤维和粘合剂的含水浆料施加到模具中的多个纤维素缓冲元件;使含水浆料和多个纤维素缓冲元件干燥,以形成模制的包装材料;以及从模具中取出模制的包装材料。
10.另一方面,本发明涉及一种制造包装材料的方法。该方法包括提供纤维素片材。纤维素片材具有厚度和正面表面。正面表面具有表面积。纤维素片材具有厚度方向和与厚度方向正交的正交方向。该方法还包括压缩纤维素片材,以形成压缩的纤维素片材;以及使压缩的纤维素片材扭曲,以形成起皱的纤维素片材。
11.本发明的这些和其他方面将从以下公开中变得明显。
附图说明
12.图1a示出根据本发明的优选实施方式的可用作包装材料的纤维素缓冲元件。图1b示出可用作包装材料的替代的纤维素缓冲元件。
13.图2是容纳物品和图1a中的多个纤维素缓冲元件的装运箱。
14.图3a-3d示出一种用于制造图1a中所示纤维素缓冲元件的方法和机器。图3a示出第一步骤,图3b示出第二步骤,图3c示出第三步骤,和图3d示出第四步骤。
15.图4a-4d示出用于制造图1a中所示纤维素缓冲元件的替代方法和机器。图4a示出第一步骤,图4b示出第二步骤,图4c示出第三步骤,图4d示出第四步骤。
16.图5是可与图4a-4d所示的方法和设备一起使用的进给辊的透视图。
17.图6a和6b是可通过图4a-4d所示的方法和设备生产的纤维素缓冲元件。图6a是在没有通过进给辊成形的情况下生产的纤维素缓冲元件,图6b是使用图5所示的进给辊生产的纤维素缓冲元件。
18.图7a和7b均示出具有连接离散的缓冲元件的联接部的包装材料。图7a和7b中的包装材料使用图1a所示的纤维素缓冲元件作为离散的缓冲元件。图7a示出联接部附接到纤维素缓冲元件的一种方式,图7b示出联接部附接到纤维素缓冲元件的另一种方式。
19.图8示出图7b的包装材料,具有替代的离散的缓冲元件。
20.图9示出图7a的包装材料,具有替代的联接部。
21.图10示出具有连接离散的缓冲元件的联接部的另一包装材料。图10中的包装材料使用图1a所示的纤维素缓冲元件作为离散的缓冲元件。
22.图11示出图10的包装材料用在瓶子上。
23.图12示出制造图9所示的包装材料的方法。
24.图13示出使用图1a所示的纤维素缓冲元件作为离散的缓冲元件的另一包装材料。
25.图14示出使用图1a所示的纤维素缓冲元件作为离散的缓冲元件的又一包装材料。
26.图15是沿着图14中的线15-15截取的图14所示的包装材料的横截面图。
27.图16是沿着图14中的线15-15截取的图14所示的包装材料的替代的横截面图。
28.图17示出图14所示的包装材料的变型。
29.图18示出图14所示的包装材料的另一变型。
30.图19示出用于制造图14所示的包装材料的方法和机器。
31.图20示出使用图1a所示的纤维素缓冲元件的另一包装材料。
32.图21是沿着图20中的线21-21截取的图20所示的包装材料的横截面图。
33.图22示出用于制造图20所示的包装材料的方法和机器。
具体实施方式
34.这里公开的包装材料使用缓冲元件100作为基础材料。图1a示出可用于下文进一步讨论的包装材料中的优选的缓冲元件100。该缓冲元件100优选地是纤维素缓冲元件110,由纸形成,纸由纤维素纤维构成。其他合适的缓冲元件100,如将在以下某些实施方式中描述的,也可用于这里讨论的包装材料中。纸是用于纤维素缓冲元件110的优选的材料,因为纸是可生物降解的。这里使用的纸优选是再生纸(例如,以前使用的纸)。各种合适的基重和厚度可用于这里讨论的纤维素缓冲元件110,并且它们可根据应用而变化。如下文将进一步描述的,纸优选被弄皱成一形状,该形状优选为球状或球体状或圆柱形。纤维素缓冲元件110的尺寸可以相对较小,诸如直径大约为0.25英寸,或者尺寸相对较大,诸如直径大约为1英寸。但是这样的尺寸是示例性的,并且可以使用各种其他合适的直径。因此,起皱的纤维素缓冲元件110包括多个褶和形成在纤维素缓冲元件110的褶之间的缝隙或气穴。
35.图1b示出替代的纤维素缓冲元件111。用于形成替代的纤维素缓冲元件111的纸可以被切成细条(例如,0.25英寸宽),然后多次折叠成一形状以形成替代的纤维素缓冲元件111。替代的纤维素缓冲元件111因此被折叠以形成几何形状,诸如图1b所示的正方形。但是可以形成其他合适的几何形状。与纤维素缓冲元件110一样,替代的纤维素缓冲元件111包括多个褶和形成在褶与纸条之间的气穴。
36.然而,本发明不限于上述和图1a和1b所示的尺寸和形状。纤维素缓冲元件110和替代的纤维素缓冲元件111也可以被弄皱或折叠以形成具有其他形状或形式(包括例如以下图6a所示的形式)的元件。替代的纤维素缓冲元件111可用于代替下面进一步讨论的每种包装材料中的起皱的纤维素缓冲元件110。
37.这些纤维素缓冲元件110可以单独用作包装材料。例如,图2示出其中放置有待运送物品104的装运箱102。装运箱102可以是任何合适的装运箱,包括纸板箱。纤维素缓冲元件110可放置在装运箱102中以环绕待运送物品104。纤维素缓冲元件110可弹性变形以吸收能量并保护待运送物品104,但是,即使当被压碎时,也提供额外的能量(冲击)吸收以保护待运送物品104。影响可以被修改以用于期望的保护的被吸收的能量的量的因素包括纸的重量、纤维素缓冲元件110的体积或尺寸(例如,直径)、以及纤维素缓冲元件110的密度。
38.将参考图3a-3d描述形成纤维素缓冲元件110的方法和在该方法中使用的机器组件200。最初,在凹模210的顶部并且在该实施方式中在盖板212与凹模210之间进给纸张片材112。片材112包括具有表面积的正面表面114。片材112还具有如上所述的厚度,该厚度可
以是任何合适的厚度。片材具有厚度方向和与厚度方向正交的正交方向。在图3a中,片材112沿片材112的正交方向进给。片材112被进给辊202夹持和进给。进给辊202与辊隙形成构件形成辊隙,在该实施方式中,辊隙形成构件是进给板204,但可以使用任何合适的辊隙形成构件,诸如另一辊。在该实施方式中,片材112是来自卷116的连续片材。然而,片材112可以以其他合适的形式提供,例如切割成一定尺寸并一个接一个地进给到凹模210的一堆片材112。
39.凹模210具有圆柱形孔214,在凹模210的入口处具有锥形部216,形成漏斗形状。用柱塞220将片材112压过凹模210。柱塞220的形状对应于凹模210的形状。在该实施方式中,柱塞220是具有球体形末梢端222的圆柱形,但任何合适的形状都可以使用。凹模210的圆柱形孔214具有直径,柱塞220的直径小于圆柱形孔214的直径,使得柱塞220可插入圆柱形孔214中。柱塞220下降运动通过盖板212中的孔218,以沿着与片材112的正交方向交叉的方向压片材112,在该实施方式中,该方向为厚度方向。柱塞220的末梢端222接触片材112的正面表面114并将片材112推入凹模210的圆柱形孔214中。片材112的表面积大于圆柱形孔214的在凹模210的出口处的表面积。当柱塞220将片材112推压入凹模210的锥形部216和圆柱形孔214中时,片材112顺应凹模210和柱塞220的形状,以形成成形的纤维素片材118。因此,在该实施方式中,成形的纤维素片材118具有带球体形末梢端的中空圆柱形形状。柱塞220插入到凹模210的圆柱形孔214中,使得柱塞220将成形的纤维素片材118从凹模210的出口(底部)排出。
40.当由卷116供应片材112时,切割器224可用于将片材112切割成合适的长度。在该实施方式中,切割器224被配置为能够随着柱塞220在凹模210的顶部与进给板204之间运动。切割器224正好在末梢端222接触片材112的正面表面114之前或在末梢端222接触片材112的正面表面114时切割片材112,以将片材112推入凹模210中。
41.在成形的纤维素片材118离开凹模210之后,成形的纤维素片材118在成形件230的第一部分230a与第二部分230b之间通过,如图3b所示。然后,使成形件230的第一部分230a与第二部分230b彼此接触,以将成形的纤维素片材118压缩在成形件230的腔232内,如图3c所示。成形件230的第一部分230a和第二部分230b中的每一者中都形成有凹部234,当第一部分230a和第二部分230b被置于一起时,凹部234形成球体形腔232。在该实施方式中,每个凹部234是半球体形的,以形成腔232。
42.成形件230还包括捕捉器240,以在成形的纤维素片材118通过成形件230的第一部分230a与第二部分230b之间时帮助捕捉成形的纤维素片材118。该实施方式的捕捉器240包括多个齿242,齿242从成形件230的第一部分230a和第二部分230b的接触部分向外张开。齿242的发散角有助于在第一部分230a和第二部分230b被置于一起时将成形的纤维素片材118压缩并引导到腔232中。在该实施方式中,齿242是互锁齿242,使得第一部分230a的齿242与第二部分230b的齿242啮合。
43.随着成形的纤维素片材118被压缩在腔232内,第一部分230a和第二部分230b可以围绕一轴线旋转,该轴线在第一部分230a和第二部分230b被置于一起(或分开)的方向上延伸。使成形件230的第一部分230a和第二部分230b旋转会使成形的纤维素片材118扭曲,并且可以帮助在得到的纤维素缓冲元件110中形成额外的褶和袋状部。为了促进这个过程,每个凹部234包括锯齿状的外表面236。压缩和扭曲成形的纤维素片材118形成纤维素缓冲元
件110。在第一部分230a和第二部分230b旋转之后,第一部分230a和第二部分230b通过沿与第一部分230a和第二部分230b被置于一起的方向相反的方向运动而分离。如图3d所示,当第一部分230a和第二部分230b分离时,纤维素缓冲元件110从成形件230弹出。重复这些步骤以形成额外的纤维素缓冲元件110。
44.图4a-4d示出用于形成纤维素缓冲元件110的替代方法和在该方法中使用的机器组件300。如在上述方法和机器组件200中一样,纸张片材112用于形成纤维素缓冲元件110。虽然片材112可以与上面讨论的那些相似,但是该实施方式的片材112优选地是纸条,其长度(如下文将进一步讨论的)比其宽度长。如图4a所示,片材112被一对进给辊(第一进给辊302和第二进给辊304)夹住并进给,并被进给到弓形圆柱体310(这里为弧曲的圆柱体310)中。图5是第一进给辊302、第二进给辊304和弧曲的圆柱体310的透视图。
45.第一进给辊302和第二进给辊304可以具有光滑的外表面,但是它们也可以被配置为能够随着片材112被进给而在厚度方向上成形片材112。例如,如图5所示,第一进给辊302包括凹槽306。该实施方式的凹槽306是v形的,但是可以使用任何合适的形状,包括例如u形或w形。第二进给辊304具有对应的表面,在该实施方式中为v形突起308。突起308将片材112压入凹槽306中,以将对应于凹槽306和突起308的形状赋予片材。图6a示出当用具有平滑外表面的第一进给辊302和第二进给辊304进给片材112时,使用该方法和机器组件300生产的纤维素缓冲元件110。图6a中所示的纤维素缓冲元件110片材具有多个褶,褶之间具有间隙。图6b示出当用图5所示的第一进给辊302和第二进给辊304进给片材112时,使用该方法和机器组件300生产的纤维素缓冲元件110。图6b所示的纤维素缓冲元件110片材类似于图1a所示的纤维素缓冲元件110,具有多个褶,但形状更像圆柱形而不是球体形。
46.如图4a所示,弧曲的圆柱体310中形成有通道312,该通道具有入口314和出口316。片材112通过入口314被进给到通道312中,然后滑动通过通道312,直到它接触位于出口316处的冲头322。在该实施方式中,片材112(纸条)被进给到通道312中以具有比通道312的长度长的长度,并且片材112在通道312内来回波动。然而,片材112的长度不限于此并且它可以例如较短。
47.当片材112达到所需长度时,用切割器324将其切割。在该实施方式中,切割器324形成在弧曲的圆柱体310的入口314的边缘与柱塞326之间。柱塞326连接到转子328以绕圈旋转。如图4b所示,柱塞326进入弧曲的圆柱体310的入口314,并且随着柱塞326的进入,切割片材112。柱塞326随着其沿着通道312运动而旋转,从而将片材抵靠冲头322和柱塞326压缩。该实施方式的冲头322和柱塞326类似于上面讨论过的成形件230的第一部分230a和成形件230的第二部分230b。冲头322和柱塞326均包括半球体形凹部234,并且当如图4c所示被置于一起时,形成腔232以压缩片材112并形成纤维素缓冲元件110。随着柱塞326继续旋转,冲头322枢转以打开腔232并弹出纤维素缓冲元件110,如图4d所示。
48.重复图4a-4d所示的过程以形成额外的纤维素缓冲元件110。如图4c中可见,在柱塞326通过入口314之后,下一张片材112被进给到弧曲的圆柱体310的入口314中。因此,当前一张片材112被压缩(图4c)并作为纤维素缓冲元件110(图4d)弹出时,下一张片材112被进给。
49.虽然多个纤维素缓冲元件110被用在装运箱102中(如上面参考图2所讨论的),但是这样的构造可能是凌乱的。当包装或拆开待运送物品104时,单独的纤维素缓冲元件110
很容易溢出和散落,需要清理。为了避免这个问题,多个纤维素缓冲元件110中的每个纤维素缓冲元件110可以如图7a和7b所示彼此连接。图7a和7b示出根据本发明的优选实施方式的包装材料。为了使本文讨论的其他包装材料清楚起见,该实施方式的包装材料被称为索状包装材料120。
50.索状包装材料120包括沿长度方向a排列的多个离散的缓冲元件100。本实施方式的每个离散的缓冲元件100是上面讨论的纤维素缓冲元件110,但它们不限于此。替代的,每个离散的缓冲元件100例如可以是如图8所示的包装填充颗粒(packing peanut)106。包装填充颗粒106可以是泡沫聚合物树脂材料,诸如s形聚苯乙烯泡沫。可以使用其他包装填充颗粒106,包括由诸如谷物的淀粉的树脂材料制成的可生物降解的包装填充颗粒。
51.将参考图7a和7b进一步描述索状包装材料120,但它也适用于图8所示的其他缓冲元件100。纤维素缓冲元件110在长度方向a上顺序地排列。图7a和7b示出五个纤维素缓冲元件110,每个纤维素缓冲元件110都附有不同的字母(a-e)。每个纤维素缓冲元件110与至少一个其他纤维素缓冲元件110相邻。例如,纤维素缓冲元件110a与纤维素缓冲元件110b相邻,并且纤维素缓冲元件110b与纤维素缓冲元件110a和纤维素缓冲元件110c两者相邻。在该实施方式中,相邻的纤维素缓冲元件110彼此间隔开,在相邻的纤维素缓冲元件110之间形成间隙(这里称为第一间隙122),但是其他合适的实施方式也是可能的,例如,相邻的纤维素缓冲元件110彼此接触。
52.相邻的纤维素缓冲元件110通过柔性联接部124彼此连接。柔性联接部124连接到每个纤维素缓冲元件110并且跨越相邻的纤维素缓冲元件110之间的第一间隙122。在该实施方式中,柔性联接部124是线绳。纤维素缓冲元件110可以使用任何合适的方法,例如粘合剂,附接到柔性联接部124。在图7a中,柔性联接部124(线绳)围绕每个纤维素缓冲元件110缠绕至少一次。在图7b中,每个纤维素缓冲元件110具有穿过纤维素缓冲元件110的直径(中心部分)形成的孔126,并且柔性联接部124(线绳)穿过孔126。
53.可以使用其他合适的柔性联接部124。图9示出具有替代的柔性联接部124的索状包装材料120的示例。该实施方式的柔性联接部124包括上带132和下带134。虽然可以使用任何合适的带,但是上带132和下带134均优选是长度远大于其宽度的纸(或纤维素)条(见图10)。纸是优选的,特别是当与纤维素缓冲元件110一起使用时,使得整个索状包装材料120可以是可生物降解和可回收的。在该实施方式中,上带132和下带134彼此对齐并且将纤维素缓冲元件110夹在其间。粘合剂136优选地施加到上带132和下带134中的每一者的内侧,以将上带132和下带134彼此结合并且结合到纤维素缓冲元件110。可以使用任何合适的粘合剂136,但在该实施方式中,优选是可生物降解的粘合剂。
54.在该实施方式中,上带132和下带134都被使用,但并不限于此,纤维素缓冲元件110可以通过单个带(例如,上带132或下带134)连接。在这种情况下,优选的是从带的在第一间隙122中的部分省去或除去粘合剂136。
55.上面讨论的柔性联接部124可以与离散的缓冲元件100一起使用以形成其他包装材料。图10示出使用上面讨论的柔性联接部124的另一包装材料。为了使这里讨论的其他包装材料清楚起见,该实施方式的包装材料被称为网状包装材料140。与其他实施方式一样,缓冲元件100可以是任何合适的缓冲元件,但在该实施方式中,缓冲元件100是纤维素缓冲元件110。
56.网状包装材料140的纤维素缓冲元件110在两个方向上排列。纤维素缓冲元件110如上讨论的在长度方向a上排列,并且还顺序地在宽度方向b上排列。例如,纤维素缓冲元件110b除了在长度方向a上与纤维素缓冲元件110a和纤维素缓冲元件110c相邻之外,在宽度方向b上与纤维素缓冲元件110y和纤维素缓冲元件110z相邻。宽度方向b是与长度方向a交叉的方向,在本实施方式中,宽度方向b垂直于长度方向a。
57.纤维素缓冲元件110也间隔开,在宽度方向b上在相邻的纤维素缓冲元件110之间形成间隙(第二间隙142)。一个柔性联接部124(第一柔性联接部144)在长度方向a上连接纤维素缓冲元件110,另一柔性联接部124(第二柔性联接部146)在宽度方向b上连接纤维素缓冲元件110。在该实施方式中,有多个第一柔性联接部144和多个第二柔性联接部146连接在一起以形成网状包装材料140的网状结构。图10示出使用带(例如,上带132和下带134)构造的第一柔性联接部144和第二柔性联接部146,但是其他合适的柔性联接部124,例如线绳,可以如上所讨论地使用。
58.网状包装材料140可用于以上面图1a所示的方式包装待运送物品104,但它也可用于其他合适的包装布置。例如,网状包装材料140可以类似于泡沫包装材料使用并且包绕在诸如瓶子108之类的待运送物品104周围,如图11所示。
59.形成索状包装材料120的方法示于图9中,并且将参考图12描述在该方法中使用的机器组件400。可以使用任何合适的方法或机器(包括上面讨论的机器组件200和机器组件300)形成纤维素缓冲元件110。例如,图12中示出机器组件200。图12中所示的机器组件400包括将成为上带132的第一纸条卷402和将成为下带134的第二纸条卷404。
60.上带132在第一卷402与第一层压辊412之间拉伸,下带134在第二卷404与第二层压辊414之间拉伸。第一层压辊412和第二层压辊414均具有形成在其外表面上的多个凹陷部416。在凹陷部416之间是凸台418。第一层压辊412和第二层压辊414被安置成在其间形成结合辊隙,其中每个层压辊的凹陷部416在结合辊隙中彼此相对,并且每个层压辊的凸台418在结合辊隙中彼此相对。
61.粘合剂136被施加到上带132和下带134中的至少一者。在该实施方式中,通过粘合剂施加单元420将粘合剂136施加到上带132。替代地,可以使用另一粘合剂施加单元420将粘合剂136施加到下带134。粘合剂施加单元420包括保持粘合剂136的储存器422。粘合剂136从储存器422转移到施加辊424的外表面。粘合剂施加单元420还包括背衬辊426,背衬辊426与施加辊424形成粘合剂施加辊隙。上带132通过粘合剂施加辊隙并且由施加辊424将粘合剂136施加到上带132的表面(其将成为内表面)。可以使用其他合适的粘合剂施加单元420,包括例如喷涂粘合剂施加器。
62.在纤维素缓冲元件110形成并从成形件230排出之后,纤维素缓冲元件110通过例如斜槽406被引导到辊隙的入口。纤维素缓冲元件110然后位于由两个相对的凹陷部416形成的腔中,并通过相对的凸台418与相邻的纤维素缓冲元件110隔开。上带132被夹在第一卷402与纤维素缓冲元件110之间,下带134被夹在第二卷404与纤维素缓冲元件110之间。当上带132和下带134通过结合辊隙而它们之间没有纤维素缓冲元件110时,上带132和下带134彼此结合以形成第一间隙122。
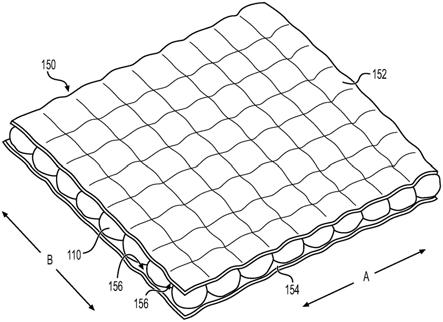
63.图13示出另一包装材料。为了使这里讨论的其他包装材料清楚起见,该实施方式的包装材料被称为夹心包裹件150。夹心包裹件150包括顶部片材152和底部片材154。尽管
可以使用任何合适的片材,但顶部片材152和底部片材154优选是纸张(纤维素)片材。顶部片材152连接到底部片材154,多个离散的缓冲元件100位于顶部片材152与底部片材154之间。如图13所示,该实施方式的离散的缓冲元件100为纤维素缓冲元件110。在该实施方式中,纤维素缓冲元件110沿长度方向a和宽度方向b排列。虽然相邻的纤维素缓冲元件110之间可能存在间隙。该实施方式的相邻的纤维素缓冲元件110彼此接触。顶部片材152和底部片材154均包括内表面156。将粘合剂136施加到顶部片材152和底部片材154中的每一者的内表面156,以将纤维素缓冲元件110附接到顶部片材152和底部片材154并将顶部片材152和底部片材154彼此连接。
64.如上所述,缓冲元件100可以定位在顶部片材152与底部片材154之间,缓冲元件100彼此间隔开。图14和图15示出一种这样的包装材料。为了使这里讨论的其他包装材料清楚起见,该实施方式的包装材料被称为包裹状包装材料160。图15是沿着图14中的线15-15截取的包裹状包装材料160的横截面图。该实施方式的包裹状包装材料160与夹心包裹件150具有相似性。例如,包裹状包装材料160包括连接至底部片材154的顶部片材152,纤维素缓冲元件110位于底部片材154与顶部片材152之间。顶部片材152和底部片材154中的至少一者包括多个袋状部162。在该实施方式中,顶部片材152和底部片材154都包括多个袋状部162。每个袋状部162包括开口164。在图15所示的包裹状包装材料160中,顶部片材152的每个开口164与底部片材154的对应开口164相对,形成组合的袋状部。每个袋状部162或组合的袋状部周围的区域在这里被称为边带区域166。顶部片材152和底部片材154使用例如上文所讨论的在边带区域166中的粘合剂136彼此粘合。
65.至少一个纤维素缓冲元件110位于每个组合的袋状部中。在该实施方式中,每个袋状部162包括多个纤维素缓冲元件110。每个袋状部162或组合的袋状部中的多个纤维素缓冲元件110可以通过包含粘合剂和纤维素纤维的结合剂而彼此结合,如下文将进一步描述的。代替顶部片材152和底部片材154两者都具有多个袋状部162,袋状部162可以形成在顶部片材152和底部片材154之一中。图16是沿着图14中的线15-15截取的包裹状包装材料160的横截面图,其中在底部片材154中而不在顶部片材152中形成多个袋状部162。在该实施方式中,顶部片材152被结合到底部片材154,使得顶部片材152覆盖底部片材154中的多个袋状部162的开口164。
66.为了增加包裹状包装材料160的柔韧性,如图17和图18所示,可以形成穿过顶部片材152和底部片材154两者的多个孔168。图17所示的包裹状包装材料160具有在长度方向a和宽度方向b上位于每个袋状部162之间的孔168。图18示出具有孔168的包裹状包装材料160的另一构造,其中孔168形成在袋状部162之间的填隙部分中。
67.当单个纤维素缓冲元件110位于包裹状包装材料160的每个组合的袋状部中时,可以使用上文参考图12示出和讨论的修改的方法和机器组件400。第一层压辊412和第二层压辊414可以更长并且机器组件200被配置为能够沿着第一层压辊412和第二层压辊414的长度放置多个纤维素缓冲元件110。代替第一卷402和第二卷404是带,它们可以是用于形成顶部片材152和底部片材154的纸张卷。
68.将参照图19描述形成图16所示的包裹状包装材料160的方法和在该方法中使用的机器组件500。底部片材154设置有在其中形成的多个袋状部162。在第一工位502,将多个纤维素缓冲元件110填充在每个袋状部162中。任选地,在第二工位504,可以将每个袋状部162
中的纤维素缓冲元件110结合在一起。纤维素缓冲元件110可以通过粘合剂结合在一起,粘合剂优选为可生物降解的粘合剂。甚至更优选地,在第二工位504,将水、粘合剂和纤维素(纸)纤维的乳状液喷入每个袋状部162中。每个袋状部162由背衬构件(诸如上面所讨论的第一层压辊412)传送和支撑,通过形成于第一层压辊412与压辊512之间的结合辊隙。顶部片材152可以由压辊512传送到结合辊隙中,并且顶部片材152被结合到底部片材154。在使用乳状液的情况下,随后可以使乳状液干燥,产生通过结合剂结合的多个纤维素缓冲元件110,结合剂包含纤维素纤维和粘合剂和/或纤维素纤维基质和粘合剂,如下文结合模制的包装材料170进一步讨论的。
69.代替单独使用一纸片材作为顶部片材152,顶部片材152可以以类似于上面所讨论的底部片材154的方式形成,其中顶部片材152具有填充有纤维素缓冲元件110且可选地结合的袋状部162。随后,带有袋状部的顶部片材152可以在结合辊隙中与底部片材154被置于一起,以形成图15所示的包裹状包装材料。替代地,可以将图16所示的包裹状包装材料160中的两个包裹状包装材料160置于一起,以形成图15所示的包裹状包装材料160。在这些情况中的任一情况下,顶部片材152和底部片材154可以用粘合剂结合在一起,粘合剂优选是可生物降解的粘合剂。
70.这里所讨论的纤维素缓冲元件110也可适合于制造聚苯乙烯泡沫(或其他塑料泡沫)替代物。图20和图21示出根据本发明的优选实施方式的这种包装材料。为了使这里讨论的其他包装材料清楚起见,该实施方式的包装材料被称为模制的包装材料170。模制的包装材料170在图20中示出,图21是沿着图20中的线21-21截取的图20所示的模制的包装材料170的横截面。
71.模制的包装材料170将被成形为用于包装待运送物品104的形状。这种模制的形状可以包括凹陷部和突起。例如,图20所示的模制的包装材料170包括半球体形腔172,待运送物品104的一部分可以放置在半球体形腔172中。该实施方式的模制的包装材料170包括多个纤维素缓冲元件110,多个纤维素缓冲元件110形成为所需形状且随后接合在一起。多个纤维素缓冲元件110可以通过包含粘合剂和纤维素(纸)纤维的结合剂而接合在一起。在一些实施方式中,多个纤维素缓冲元件110可以通过纤维素纤维基质而接合在一起,并且在优选的实施方式中,通过纤维素(纸)纤维基质和粘合剂而接合在一起。下面将结合模制的包装材料170的制造方法讨论结合剂和基质的附加特征。可选地,模制的包装材料170的外表面可以覆盖有外片材174。外片材174优选是纤维素(纸)片材。
72.将参照图22描述图20所示的模制的包装材料170的制造方法。首先,提供具有所需形状的模具520。模具520可以优选是硅。如果使用外片材174,则将外片材174放入模具中。然后,用纤维素缓冲元件110填充模具520。接下来,将水、纤维素(纸)纤维、和优选粘合剂的乳状液喷入带有纤维素缓冲元件110的模具520中。乳状液在纤维素缓冲元件110周围和之间流动。此外,乳状液还可以至少部分地流入暴露在多个纤维素缓冲元件110的外表面上的缝隙中。如果使用外片材174,则可以将外片材174放置在纤维素缓冲元件110的暴露表面176的顶部。然后,将带有乳状液的纤维素缓冲元件110从模具520中取出,诸如通过将模具520倒置,然后干燥以形成模制的包装材料170。干燥步骤也可以在从模具520中取出纤维素缓冲元件110之前进行。
73.随着带有乳状液的纤维素缓冲元件110被干燥,在每个纤维素缓冲元件110的褶之
间并且也在纤维素缓冲元件110之间形成结合。乳状液在干燥时也可以在纤维素缓冲元件110周围形成基质,并且纤维素缓冲元件110可以通过纤维素纤维和当使用时基质的粘合剂而彼此连接。因此,模制的包装材料170可包括通过纤维素纤维彼此互连的多个纤维素缓冲元件110。纤维素缓冲元件110可以在其中保留一些气穴,并且模制的包装材料170也可以被描述为具有散布在纤维素(纸)团块内的离散的成组的气(气体)穴。
74.如上所述,影响吸收的能量的量的因素包括纸的重量、纤维素缓冲元件110的体积或尺寸(例如,直径)、以及纤维素缓冲元件110的密度。在该实施方式中,乳状液的量和纤维素纤维的量以及乳状液中的粘合剂的量也可以被修改,以形成具有所需强度和能量吸收特性的包装材料。这里讨论的乳状液在这里可称为纤维素纤维和粘合剂的含水浆料。在这里讨论的乳状液中,纤维素纤维优选与用于纤维素缓冲元件110的纸中所使用的纤维相同。此外,乳状液的粘合剂优选为可生物降解的乳状液。
75.虽然本发明已经针对某些特定的示例性实施方式进行了描述,但是根据本公开内容,许多额外的修改和变型对于本领域技术人员来说将是显而易见的。因此,应当理解,本发明可以不同于具体描述的方式实施。因此,本发明的示例性实施方式在所有方面都应被认为是说明性的而非限制性的,并且本发明的范围由本技术及其等同物支持的任何权利要求确定,而不是由前述说明确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1