组装设备和组装方法与流程
本申请涉及自动贴合,更具体地说,涉及一种组装设备。此外,本申请还涉及一种组装方法。
背景技术:
1、在电子产品生产过程中,通常采用人工操作的方式,将配件贴装到工件的指定区域,由于配件的尺寸较小,人工操作难度大,导致人工劳动强度大,人力成本高,同时造成贴装效率低,贴装后的工件一致性差,产品质量低。
2、因此,如何降低工人劳动强度、减小人力成本、提高工作效率和产品质量,一直是本领域技术人员亟待解决的问题。
技术实现思路
1、有鉴于此,本申请的目的是提供一种组装设备,可降低工人劳动强度,减小人力成本,提高工作效率和产品质量。
2、本申请的另一目的是提供一种组装方法,可降低工人劳动强度,减小人力成本,提高工作效率和产品质量。
3、为了实现上述目的,本申请提供如下技术方案:
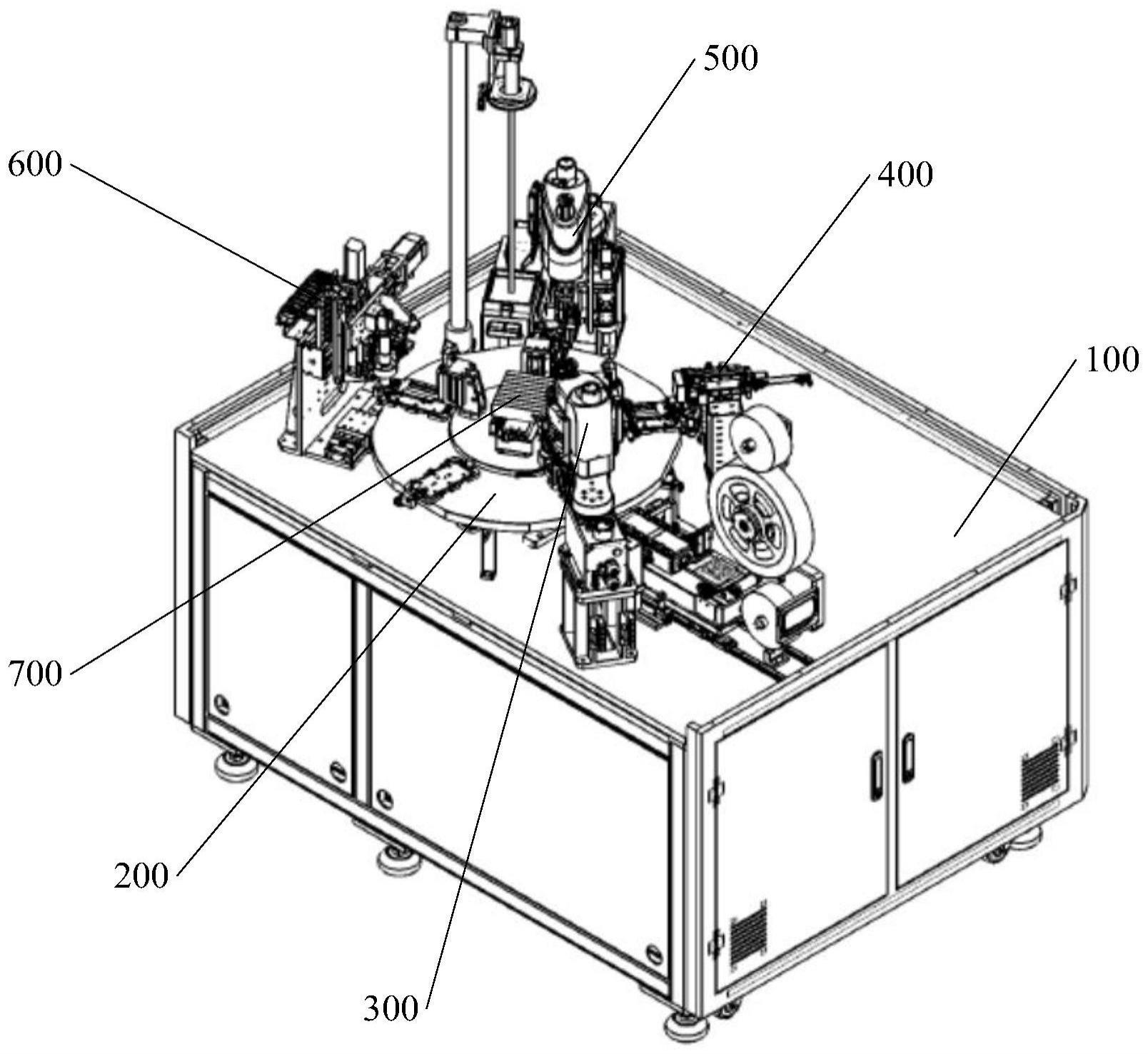
4、本申请提供了一种组装设备,包括:
5、机架;
6、输送装置,安装于所述机架且连接定位组件,所述定位组件用于定位工件,所述输送装置用于驱动所述定位组件依次运动至第一工位、第二工位和第三工位;
7、第一贴合装置,设于所述第一工位,用于获取第一物件,并在所述定位组件运动至所述第一工位后,将所述第一物件贴合至所述工件,其中,所述第一物件包括粘胶和膜片,所述粘胶与所述工件粘接;
8、撕膜装置,设于所述第二工位,用于在所述定位组件运动至所述第二工位后,将所述膜片从所述粘胶撕除;
9、第二贴合装置,设于所述第三工位,用于获取第二物件,并在所述定位组件运动至所述第三工位后,将所述第二物件贴合至所述工件对应所述粘胶的位置。
10、本申请提供的组装设备,工作时,首先利用输送装置驱动定位组件运动至第一工位,然后利用第一贴合装置获取第一物件,并将第一物件贴合至工件,使第一物件的粘胶与工件粘接,膜片则位于粘胶远离工件的一侧;再利用输送装置驱动定位组件运动至第二工位,然后利用撕膜装置将膜片从粘胶上撕除,仅使粘胶保留在工件上;而后再利用输送装置驱动定位组件运动至第三工位,然后再利用第二贴合装置获取第二物件,并将第二物件贴合至工件对应粘胶的位置,从而使第二物件通过粘胶与工件实现连接。
11、由此可以看出,通过第一贴合装置和第二贴合装置实现了第一物件和第二物件的自动贴合,并通过撕膜装置实现了自动撕膜,使得第二物件通过粘胶与工件连接实现自动化,避免人工操作,因此,降低了人工劳动强度及人力成本,同时,避免了人工贴装时因人为因素造成的贴合一致性差,提升了贴装的一致性,提高了产品质量,有利于实现统一高质量的大批量生产,而且,自动贴合和自动撕膜的效率高。
12、本申请还提供了一种组装方法,应用于组装设备,所述组装设备包括输送装置、第一贴合装置、撕膜装置和第二贴合装置,所述输送装置连接定位组件,所述定位组件用于定位工件;所述组装方法包括:
13、控制所述输送装置驱动所述定位组件运动至第一工位;
14、控制所述第一贴合装置获取第一物件,并控制所述第一贴合装置将所述第一物件贴合至所述工件,其中,所述第一物件包括粘胶和膜片,所述粘胶与所述工件粘接;
15、控制所述输送装置驱动所述定位组件运动至第二工位;
16、控制所述撕膜装置将所述膜片从所述粘胶撕除;
17、控制所述输送装置驱动所述定位组件运动至第三工位;
18、控制所述第二贴合装置获取第二物件,并控制所述第二贴合装置将所述第二物件贴合至所述工件对应所述粘胶的位置。
19、由此可以看出,通过第一贴合装置和第二贴合装置实现了第一物件和第二物件的自动贴合,并通过撕膜装置实现了自动撕膜,使得第二物件通过粘胶与工件连接实现自动化,避免人工操作,因此,降低了人工劳动强度及人力成本,同时,避免了人工贴装时因人为因素造成的贴合一致性差,提升了贴装的一致性,提高了产品质量,有利于实现统一高质量的大批量生产,而且,自动贴合和自动撕膜的效率高。
技术特征:
1.一种组装设备,包括:
2.根据权利要求1所述的组装设备,所述撕膜装置包括:
3.根据权利要求2所述的组装设备,所述撕膜装置还包括夹爪组件,所述夹爪组件连接于所述移动组件,所述夹爪组件包括:
4.根据权利要求2所述的组装设备,所述第二检测组件包括:
5.根据权利要求2所述的组装设备,所述空间位置还包括平面位置,所述第二检测组件还包括:
6.根据权利要求5所述的组装设备,所述第二检测组件还包括:
7.根据权利要求1所述的组装设备,所述第二贴合装置包括:
8.根据权利要求7所述的组装设备,所述第三检测组件包括:
9.一种组装方法,应用于组装设备,所述组装设备包括输送装置、第一贴合装置、撕膜装置和第二贴合装置,所述输送装置连接定位组件,所述定位组件用于定位工件;所述组装方法包括:
10.根据权利要求9所述的组装方法,所述撕膜装置包括第二检测组件、第一吸头和移动组件;
11.根据权利要求10所述的组装方法,所述撕膜装置还包括夹爪组件,所述夹爪组件连接于所述移动组件,所述夹爪组件包括驱动件和夹爪;
12.根据权利要求9所述的组装方法,所述第二贴合装置包括第二移载组件和第三检测组件;
技术总结
本申请公开了一种组装设备及组装方法,包括:机架;输送装置,安装于机架且连接定位组件,定位组件用于定位工件,输送装置用于驱动定位组件依次运动至第一工位、第二工位和第三工位;第一贴合装置,设于第一工位,用于获取第一物件,并在定位组件运动至第一工位后,将第一物件贴合至所述工件,第一物件包括粘胶和膜片,粘胶与工件粘接;撕膜装置,设于第二工位,用于在定位组件运动至第二工位后,将膜片从粘胶撕除;第二贴合装置,设于第三工位,用于获取第二物件,并在定位组件运动至第三工位后,将第二物件贴合至工件对应粘胶的位置。可降低工人劳动强度,减小人力成本,提高工作效率和产品质量。
技术研发人员:龙波,黄水云,王志,赵格
受保护的技术使用者:富联裕展科技(深圳)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!