带式输送机用液压张紧装置的制作方法
1.本技术涉及带式输送机的技术领域,尤其涉及一种带式输送机用液压张紧装置。
背景技术:
2.带式输送机是煤矿最理想的高效连续运输设备,与其他运输设备(如机车类)相比,具有输送距离长、运量大、连续输送等优点,而且运行可靠,易于实现自动化和集中化控制。其具有结构简单、运行平稳、运转可靠、能耗低、对环境污染小、管理维护方便,在连续装载条件下可实现连续运输,而随着带式输送机运输能力的不断提高,输送带的长度在不断加长,输送机的张紧和启动性能成为新的问题。
3.其中,带式运输机,在运输的过程中,不能时刻保证,皮带、张紧小车与张紧缓冲装置位于同一水平线上,尤其是在进行皮带张紧或者在皮带纠偏的过程中,容易造成张紧小车出现偏移或者晃动的情况发生,导致皮带出现跑偏撕带的情况,不仅降低皮带的使用寿命,增加了断带事故发生的可能性,同时增加了不必要的维修成本。
技术实现要素:
4.本技术旨在至少在一定程度上解决相关技术中的技术问题之一。
5.为此,本技术的第一个目的在于提出一种带式输送机用液压张紧装置,能够自动对偏斜的皮带和板体进行纠偏,保证板体、皮带和张紧缓冲机构位于同一水平线上,避免皮带出现跑偏撕带的情况出现,不仅增加了皮带的使用寿命,降低了断带事故发生的可能性,同时还可避免不必要的维修成本。
6.为实现上述目的,本技术第一方面实施例提出了:一种带式输送机用液压张紧装置,包括张紧缓冲机构、液压站、回柱绞车、张力传感器、控制器、板体、四个行走调节组件、第一测距仪、第二测距仪、挡板和辊轴架,其中,所述张紧缓冲机构通过导油管与所述液压站相连;所述张紧缓冲机构、回柱绞车、板体和所述张力传感器之间通过钢丝绳相连;所述四个行走调节组件相互对称的安装在所述板体的下表面,所述行走调节组件,用于驱动所述板体按照预设的方向行进;所述控制器、第一测距仪和所述辊轴架均安装在所述板体的上表面;所述挡板设置在所述张紧缓冲机构上;所述第一测距仪,用于测量与所述挡板之间的距离;所述第二测距仪安装在所述辊轴架上,用于测量与安装在辊轴架上皮带之间的距离;所述控制器分别与所述液压站、回柱绞车、张力传感器、行走调节组件、第一测距仪和所述第二测距仪相连;所述控制器,用于根据所述第一测距仪和所述第二测距仪反馈到的测距数值,控制所述行走调节组件驱动所述板体按照所述预设的方向行进。
7.本技术实施例的带式输送机用液压张紧装置,通过设置第一测距仪测量与挡板之间的距离,第二测距仪用于测量与皮带之间的距离,第一测距仪和第二测距仪将测量到的结果实时反馈给控制器,控制器对接收到的信息进行分析,若判断接收到的信息超出或者低于预设的阈值范围,则控制行走调节组件驱动板体按照预设的方向行进,调节板体与皮带和张紧缓冲机构之间的位置关系,从而能够保证板体、皮带和张紧缓冲机构位于同一水
平线上,避免皮带出现跑偏撕带的情况出现,不仅增加了皮带的使用寿命,降低了断带事故发生的可能性,同时还可避免不必要的维修成本。
8.另外,根据本技术上述提出的带式输送机用液压张紧装置还可以具有如下附加的技术特征:
9.在本技术的一个实施例中,所述行走调节组件包括行走机构和调节机构,其中,所述行走机构安装在所述板体的下表面,所述调节机构安装在所述行走机构上,用于驱动所述行走机构行进。
10.在本技术的一个实施例中,两个横向布置的所述行走机构与另两个横向布置的所述行走机构的驱动方向相反,且四个所述行走机构中的任意两个横向布置的所述行走机构的驱动方向相同。
11.在本技术的一个实施例中,所述行走机构包括支撑杆、支撑架和滚轮,其中,所述支撑杆安装在所述板体的下表面,且所述支撑杆的底端通过转轴与所述支撑架转动连接;所述滚轮的一端与所述支撑架内壁嵌入安装的第一轴承连接,所述滚轮的另一端与所述支撑架内壁嵌入安装的第二轴承连接,并贯穿第二轴承。
12.在本技术的一个实施例中,所述调节机构包括套环支架、第一锥齿轮、第二锥齿轮、第一齿轮、第一单向轴承、电机、第二齿轮和第二单向轴承,其中,所述套环支架转动连接地设置在所述支撑杆的外壁上;所述电机安装在所述套环支架的内壁上;所述电机输出轴的端头与所述支撑架表面嵌入安装的第三轴承连接,且所述第一齿轮通过第二单向轴承与所述电机输出轴连接;所述第二锥齿轮通过第一单向轴承与所述电机的输出轴连接;所述第一锥齿轮固定连接在所述支撑杆的外壁上,且所述第二锥齿轮与所述第一锥齿轮的外圈轮齿相互啮合;所述第二齿轮固定连接在所述滚轮贯穿第二轴承端头的外壁上,且所述第二齿轮和所述第一齿轮的外圈轮齿相互啮合。
13.在本技术的一个实施例中,所述第一齿轮的直径小于所述第二齿轮的直径。
14.在本技术的一个实施例中,所述第一测距仪和所述第二测距仪均为激光测距仪。
15.本技术附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
16.本技术上述的和/或附加的方面和优点从下面结合附图对实施例的描述中将变得明显和容易理解,其中:
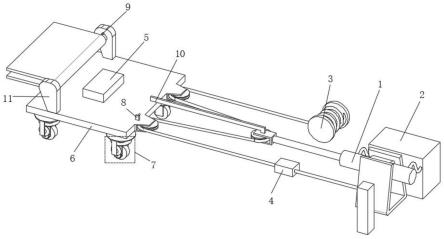
17.图1是本技术一个实施例的带式输送机用液压张紧装置结构示意图;
18.图2是本技术一个实施例的带式输送机用液压张紧装置的左视图;以及
19.图3是本技术实施例图2中a区的放大结构示意图。
20.如图所示:1、张紧缓冲机构;2、液压站;3、回柱绞车;4、张力传感器;5、控制器;6、板体;7、行走调节组件;8、第一测距仪;9、第二测距仪;10、挡板;11、辊轴架;70、行走机构;700、支撑杆;701、支撑架;702、滚轮;71、调节机构;710、套环支架;711、第一锥齿轮;712、第二锥齿轮;713、第一齿轮;714、第一单向轴承;715、电机;716、第二齿轮;717、第二单向轴承。
具体实施方式
21.下面详细描述本技术的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本技术,而不能理解为对本技术的限制。相反,本技术的实施例包括落入所附加权利要求书的精神和内涵范围内的所有变化、修改和等同物。
22.下面结合附图来描述本技术实施例的带式输送机用液压张紧装置。
23.如图1所示,本技术实施例的带式输送机用液压张紧装置,可包括张紧缓冲机构1、液压站2、回柱绞车3、张力传感器4、控制器5、板体6、四个行走调节组件7、第一测距仪8、第二测距仪9、挡板10和辊轴架11。
24.其中,张紧缓冲机构1通过导油管与液压站2相连,张紧缓冲机构1、回柱绞车3、板体6和张力传感器4之间通过钢丝绳相连,四个行走调节组件7相互对称的安装在板体6的下表面,行走调节组件7,用于驱动板体6按照预设的方向行进,控制器5、第一测距仪8和辊轴架11均安装在板体6的上表面,挡板10设置在张紧缓冲机构1上,第一测距仪8,用于测量与挡板10之间的距离,第二测距仪9安装在辊轴架11上,用于测量与安装在辊轴架11上皮带之间的距离,控制器5分别与液压站2、回柱绞车3、张力传感器4、行走调节组件7、第一测距仪8和第二测距仪9相连,控制器5,用于根据第一测距仪8和第二测距仪9反馈到的测距数值,控制行走调节组件7驱动板体6按照预设的方向行进,其中,应该说明的是,挡板10的一端设置在张紧缓冲机构1上,另一端悬空设置在板体6的上方。
25.需要说明的是,该实例中所描述的张紧缓冲机构1、液压站2、回柱绞车3和张力传感器4均为现有技术,顾不多加赘述。
26.皮带张紧的工作原理,即在自动控制模式下,启动液压站2,然后电磁阀控制向缓冲油缸和蓄能器组成的张紧缓冲机构1充油。当充油压力使钢丝绳拉力达到设定“上限”(具体数值可根据现场实际要求设定),电磁阀控制停止充油。同时控制器5发出带式输送机可以起动的信号,带式输送机起动并加速运行。在带式输送机达到等速运行状态后,控制器5控制电磁阀给张紧缓冲机构1卸压,降低张力。当输送带张力降低到正常运行所需值时,张紧缓冲机构1自锁以保持皮带张力,液压站2停止工作。由张力传感器4自动监测皮带的张紧力。一旦发现张紧力小于设定“下限”的0.95倍时,它将通过控制器5重新启动张紧缓冲机构1,增大皮带张力至设定下限。调整结束后,张紧自动停止。
27.在本技术的实施例中,通过设置第一测距仪8,用来测量第二测距仪9与挡板10之间的距离,以用来监控板体6与张紧缓冲机构1之间的位置关系,通过设置第二测距仪9,用来测量第二测距仪9与皮带之间的距离,以用来监控皮带是否发生偏斜的情况出现。
28.具体而言,在实际操作的过程中,相关人员启动第一测距仪8和第二测距仪9,第一测距仪8测量与挡板10之间的距离,第二测距仪9用于测量与皮带之间的距离,第一测距仪8和第二测距仪9将测量到的结果实时反馈给控制器5,控制器5对接收到的信息进行分析。
29.若接收到的数值信息超出或者低于预设的阈值范围(具体数值可根据现场实际要求设定),则控制行走调节组件7驱动板体6按照预设的方向行进,调节板体6与皮带和张紧缓冲机构1之间的位置关系,从而能够保证板体6、皮带和张紧缓冲机构1位于同一水平线上,避免皮带出现跑偏撕带的情况出现,不仅增加了皮带的使用寿命,降低了断带事故发生
的可能性,同时还可避免不必要的维修成本。
30.作为一种可能的情况,为了提高第二测距仪9对皮带距离测量时的准确性,可以将第二测距仪9设置为两个,分别对称布置在皮带相对平行的两侧。
31.在本技术的一个实施例中,如图2所示,行走调节组件7包括行走机构70和调节机构71,其中,行走机构70安装在板体6的下表面,调节机构71安装在行走机构70上,用于驱动行走机构70行进。
32.在本技术的一个实施例中,两个横向布置的行走机构70与另两个横向布置的行走机构70的驱动方向相反;通过以上设置的好处在于可以防止在两个横向布置的行走机构70行进时,避免另外两个行走机构70发生锁死的情况出现;四个行走机构70中的任意两个横向布置的行走机构70的驱动方向相同;通过以上设置的好处在于可以驱动板体6行进的同时,保证板体6的移动的两个端头不会偏向,从而避免板体6发生偏斜的情况出现。
33.在本技术的一个实施例中,如图2所示,行走机构70包括支撑杆700、支撑架701和滚轮702,其中,支撑杆700安装在板体6的下表面,且支撑杆700的底端通过转轴与支撑架701转动连接,滚轮702的一端与支撑架701内壁嵌入安装的第一轴承连接,滚轮702的另一端与支撑架701内壁嵌入安装的第二轴承连接,并贯穿第二轴承。
34.在本技术的一个实施例中,如图3所示,所述调节机构71可包括套环支架710、第一锥齿轮711、第二锥齿轮712、第一齿轮713、第一单向轴承(单向轴承是在一个方向上可以自由转动,而在另一个方向上锁死的一种轴承)714、电机715、第二齿轮716和第二单向轴承717,其中,套环支架710转动连接地设置在支撑杆700的外壁上,电机715安装在套环支架710的内壁上,电机715输出轴的端头与支撑架701表面嵌入安装的第三轴承连接,且第一齿轮713通过第二单向轴承717与电机715输出轴连接,第二锥齿轮712通过第一单向轴承714与电机715的输出轴连接,第一锥齿轮711固定连接在支撑杆700的外壁上,且第二锥齿轮712与第一锥齿轮711的外圈轮齿相互啮合,第二齿轮716固定连接在滚轮702贯穿第二轴承端头的外壁上,且第二齿轮716和第一齿轮713的外圈轮齿相互啮合。
35.需要说明的是,该实施例中所描述的第一单向轴承714和第二单向轴承717的自由转动方向和锁死方向皆相反。
36.具体而言,在实际操作的过程中,相关人员通过控制电机715转动,电机715的输出轴经第一单向轴承714带动第二锥齿轮712转动,在第一锥齿轮711的作用下,滚轮702发生转动,当滚轮702转动到90
°
时,关闭电机715,滚轮702的滚动方向与张紧缓冲机构1张紧方向呈90
°
,可以降低板体6在张紧方向的可移动性,从而提高了板体6的稳定性,进而降低板体6晃动性,且在电机715的输出轴经第一单向轴承714带动第二锥齿轮712转动时,第一齿轮713无法转动。
37.第一测距仪8测量与挡板10之间的距离,并将测量的距离数值发送给控制器5,控制器5对接收到的信息进行分析,若测量数值超出或者低于预设的阈值范围,则控制器5控制四个调节机构71中的任意两个横向布置的调节机构71驱动与之对应的行走机构70同步行进(此时,四个中的另外两个行走机构70中的滚轮702呈自由滚动状态),电机715的输出轴经第二单向轴承717带动第一齿轮713转动,第一齿轮713转动的同时经第二齿轮716带动滚轮702行进,直到第一测距仪8测量与挡板10之间的距离恢复到预设的阈值范围内时,则控制器5控制电机715停止运行,从而可以保证板体6与张紧缓冲机构1处于同一水平线上。
38.第二测距仪9测量与皮带之间的距离,并将测量的距离数值发送给控制器5,控制器5对接收到的信息进行分析,若测量数值超出或者低于预设的阈值范围,则控制器5控制张紧缓冲机构1降低对板体6的拉紧力(降低辊轴架11与皮带之间的摩擦力,进而减少对皮带所造成的损害,且同时减少的拉紧力可以根据实际情况设定),同上(即电机715驱动滚轮702行走的工作原理),控制调节机构71驱动行走机构70带动板体6行进,直到第一测距仪8测量与挡板10之间的距离恢复到预设的阈值范围内时,则控制器5控制电机715停止运行,从而可以保证板体6与皮带处于同一水平线上,同时控制张紧缓冲机构1恢复原有对板体6的拉紧力。
39.作为一种可能的情况,以降低在对皮带纠偏时对皮带造成的损害,可在控制器5中编入程序,若测量数值超出或者低于预设的阈值范围,则控制器5同时控制带式输送机停止运行,在恢复到阈值范围之内时,控制器5可重新启动带式输送机运行,从而避免皮带转动时与辊轴架11发生摩擦。
40.在本技术的一个实施例中,如图2所示,第一齿轮713的直径小于第二齿轮716的直径;通过以上设置的好处在于可以实现减速的效果,降低滚轮702的移动速度,从而可以更加精准地控制行走机构70的行进距离。
41.在本技术的一个实施例中,第一测距仪8和第二测距仪9均为激光测距仪,因此具有重量轻、体积小、操作简单速度快而准确等特点。
42.作为一种可能的情况,为了提高带式运输机的使用寿命,可在板体6的上表面安装有声光报警器,当控制器5判断测量数值超出或者低于预设的阈值范围,控制声光报警器发生报警时,及时提醒相关人员手动进行微调或者进行检修,从而提高带式运输机的使用寿命。
43.综上,本技术实施例的带式输送机用液压张紧装置,能够保证板体6、皮带和张紧缓冲机构1位于同一水平线上,避免皮带出现跑偏撕带的情况出现,不仅增加了皮带的使用寿命,降低了断带事故发生的可能性,同时还可避免不必要的维修成本。
44.在本说明书的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
45.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
46.尽管上面已经示出和描述了本技术的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本技术的限制,本领域的普通技术人员在本技术的范围内可以对上述实施例进行变化、修改、替换和变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1