一种基于环形贴标机的贴标方法与流程
本发明涉及生产制造领域中的包装设备,尤其涉及一种基于环形贴标机的贴标方法。
背景技术:
1、贴标技术在生产领域中广泛使用,现有的普通贴标机大多是通过滚筒输送标签挤压,只能对产品的一面或两面进行贴标,而公开号为cn 110834781 b提供了一种贴标装置和贴标方法,贴标件设于所述机架上,所述贴标件具有用于吸取标签的吸取面,所述吸取面具有倾斜段,所述倾斜段具有沿倾斜方向排布的第一侧和第二侧,所述第一侧与所述贴标对象抵接,所述第二侧与所述贴标对象间隔,所述吸取面上设有多个吹气孔,多个所述吹气孔沿所述第一侧指向所述第二侧的方向间隔排布,能够减少贴标过程中气泡的产生。但吹气孔至设置在吸取面上,只能对两侧进行贴标,不能满足当前市场要求下多种类型标签的贴合。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种基于环形贴标机的贴标方法。
2、为了实现上述目的,本发明采用了如下技术方案:一种基于环形贴标机的贴标方法,可以进行多种贴标方式;
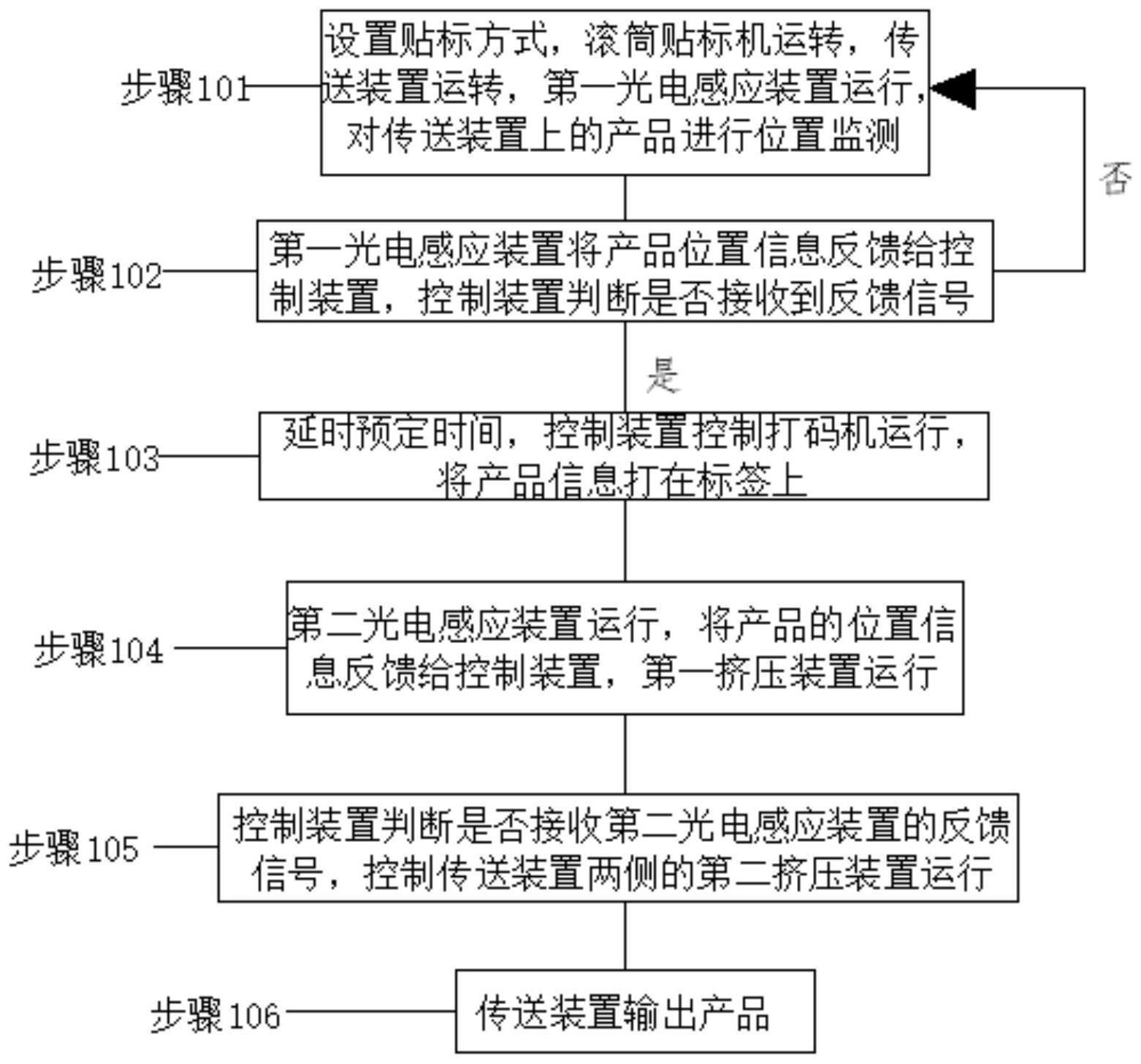
3、步骤101:设置贴标方式,包括环形贴标,c形贴标,l形贴标或顶部贴标,控制装置收到程序信息进行控制;滚筒贴标机运转,传送装置运转,第一光电感应装置运行,对传送装置上的产品进行位置监测;
4、步骤102:第一光电感应装置将产品位置信息反馈给控制装置,控制装置判断是否接收到反馈信号,为是,根据反馈信号控制标签剥离板向下动作,使标签贴合在产品上表面,为否,控制装置保持原状态;
5、步骤103:延时预定时间,控制装置控制打码机运行,将产品信息打在标签上;
6、步骤104:第二光电感应装置运行,监测产品进入传送装置贴合段,将产品的位置信息反馈给控制装置;控制装置控制第一挤压装置运行,使第一挤压装置压紧产品上表面;
7、步骤105:控制装置判断是否接收第二光电感应装置的反馈信号,为是,确认产品移动位置信息,控制传送装置两侧的第二挤压装置运行,根据程序信息,控制第二挤压装置移动位置进行贴标,为否,控制装置保持原状态;
8、步骤106:传送装置输出贴标完成的产品。
9、作为上述技术方案的进一步描述:在步骤105中,进行环形贴标,
10、步骤:201:控制装置控制一侧气缸运行,使气缸推动毛刷向产品侧面移动;
11、步骤202:毛刷移动至产品侧面,将标签贴合在产品侧面处;
12、步骤203:气缸推动毛刷继续移动,将标签推动贴合在产品底部;
13、步骤204:传送装置将产品继续运输;
14、步骤205:控制装置控制另一侧气缸运行,重复步骤201-步骤203,对产品另一侧进行贴标;
15、步骤206:传送装置将产品输出。
16、作为上述技术方案的进一步描述:在步骤105中,进行c形贴标,
17、步骤:301:控制装置控制一侧气缸运行,使气缸推动毛刷向产品侧面移动;
18、步骤302:毛刷移动至产品侧面,将标签贴合在产品侧面处;
19、步骤303:气缸推动毛刷继续移动,将标签推动贴合在产品底部;
20、步骤304:传送装置将产品输出。
21、作为上述技术方案的进一步描述:在步骤105中,进行l形贴标,
22、步骤:401:控制装置控制一侧气缸运行,使气缸推动毛刷向产品侧面移动;
23、步骤402:毛刷移动至产品侧面,将标签贴合在产品侧面处;
24、步骤403:控制装置控制另一侧气缸运行,使气缸推动毛刷向产品侧面移动;
25、步骤404:毛刷移动至产品侧面,将标签贴合在产品侧面处;
26、步骤405:传送装置将产品运输出。
27、作为上述技术方案的进一步描述:在步骤105中,进行顶部贴标,
28、步骤501:控制装置控制气缸处于收缩状态,不动作;
29、步骤502:传送装置将产品输出。
30、上述技术方案具有如下优点或有益效果:
31、1、通过控制装置,可以自动化控制贴标的运行流程,在贴标过程中传送装置一直运行,节省工作时间。
32、2、通过控制装置选择贴标类型,控制装置可以根据需求控制气缸的动作顺序和推动距离,实现多种类型标签的贴标。
33、3、在传送装置的一侧设有光电传感器,可以监测到产品是否通过,使控制面板根据产品大小,进样速度,调整气缸的推动频率和推动距离进行贴标,实现多种形式贴标作业。
技术特征:
1.一种基于环形贴标机的贴标方法,其特征在于:可以进行多种贴标方式;
2.根据权利要求1所述的一种基于环形贴标机的贴标方法,其特征在于:在步骤105中,进行环形贴标,
3.根据权利要求1所述的一种基于环形贴标机的贴标方法,其特征在于:在步骤105中,进行c形贴标,
4.根据权利要求1所述的一种基于环形贴标机的贴标方法,其特征在于:在步骤105中,进行l形贴标,
5.根据权利要求1所述的一种基于环形贴标机的贴标方法,其特征在于:在步骤105中,进行顶部贴标,
技术总结
本发明公开了一种基于环形贴标机的贴标方法,控制装置运行,进行机械位置自检;通过第一挤压装置,可以固定产品,辅助产品运输,也可以实现只对产品顶部进行贴标后的挤压贴合;通过设置光电感应装置监测产品的输送位置;该方法可以精确监测产品的位置,通过控制装置控制气缸推动毛刷,可以根据设定的贴标类型,使控制装置控制第二挤压装置中的气缸运行,根据运行距离不同,可以实现不同类型的贴标。
技术研发人员:耿以国
受保护的技术使用者:上海来贺自动化设备有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!