一种自助贴膜设备及其加工工艺的制作方法
1.本技术涉及电子产品贴膜设备领域,尤其是涉及一种自助贴膜设备及其加工工艺。
背景技术:
2.电子产品贴膜又称膜、保护膜是可用于装裱电子产品机身表面、显示屏及其他有形物体的一种冷裱膜,种类繁多,电子产品贴膜不仅只限于装裱电子产品,此外还可以装裱mp3、mp4、电脑显示屏、鼠标、音箱及任何需做保护的实体物品。
3.目前贴膜一般会存在以下场景:1.电子产品在售出前厂商采用自动贴膜机对电子设备进行批量贴膜,在贴膜的过程中需要电子产品保护膜进行裁切,使保护膜的大小与电子产品显示屏的大小相适配;2.消费者的电子产品使用一端时间后,造成电子产品的保护膜破损或者起泡时,需要对电子产品进行重新贴膜;在对电子产品进行贴膜时,一般是通过手动将保护膜贴附于电子产品显示屏的表面,或者通过贴膜辅助器将保护膜贴附于电子产品显示屏的表面。
4.针对上述中的相关技术,发明人认为存在以下缺陷:基于消费者的电子产品使用一端时间后,造成电子产品的保护膜破损或者起泡的问题,大部分的贴膜设备在对电子产品贴膜前需要将保护膜进行裁切,从而降低了整体的贴膜效率。
技术实现要素:
5.为了提升整体的贴膜效率,本技术提供一种自助贴膜设备及其加工工艺。
6.第一方面,本技术提供的一种自助贴膜设备采用如下的技术方案:一种自助贴膜设备,包括机架,所述机架上依次设置有:送料装置,所述送料装置用于带动电子产品沿第一方向往复运动;清洁装置,所述清洁装置用于清洁电子产品的显示屏;放置盒,所述放置盒的数量为多个,多个所述放置盒内分别用于放置不同品牌的保护膜;撕膜装置,所述撕膜装置用于撕掉保护膜上的防尘膜;上胶装置,所述上胶装置用于将液态胶水滴落于电子产品显示屏的表面;抓取装置,所述抓取装置用于将保护膜搬运至电子产品显示屏的表面;固化装置,所述固化装置用于实现对液态胶水的固化。
7.通过采用上述技术方案,将不同品牌的保护膜分别放置于不同的放置盒内;当消费者需要使用自助贴膜设备对电子产品贴膜时,消费者首先撕掉电子产品上旧的保护膜,然后将电子产品放置于送料装置上,通过清洁装置清洁电子产品显示屏的表面,以使电子产品显示屏的表面更加整洁;送料装置将清洁完毕的电子产品传送至上胶装置的下方,上胶装置将液态的胶水滴落于电子产品显示屏的表面;同时抓取装置从放置盒内抓取与电子产品相对应的保护膜,然后将保护膜传送至撕膜装置,撕膜装置将保护膜上的防尘膜撕掉
后,抓取装置继续将保护膜传送至电子产品显示屏的上方,同时使保护膜对准电子产品显示屏;在这个过程中,液态的胶水在自身重力的作用下会逐渐向四周扩散,从而使电子产品显示屏表面的液态胶水的分布变得更加均匀,然后抓取装置解除对保护膜的固定作用,保护膜在自身重力的作用下下降至电子产品显示屏上,液态的胶水对保护膜有吸附作用,从而将保护贴附于电子产品显示屏上;然后通过送料装置将电子产品传送至固化装置,通过固化装置实现对胶水的固化,从而将保护膜贴附于电子产品显示屏的表面;与背景技术相比,不仅能够实现自助贴膜,同时在对电子产品进行贴膜前,不仅不需要对保护膜进行裁切,不仅提升了对电子产品的贴膜效率,同时也能够实现精准贴膜,对电子产品贴膜后不仅不会产生气泡、还具有使用寿命长等优点。
8.可选的,所述送料装置包括第一滑移件、第一驱动件和第一夹持机构;所述第一驱动件设置于所述机架上,所述第一驱动件用于驱动所述第一滑移件沿第一方向滑动;所述第一夹持机构设置于所述第一滑移件上,所述第一夹持机构用于夹持电子产品。
9.通过采用上述技术方案,消费者将电子产品放置于第一夹持机构上,第一夹持机构对电子产品有夹持作用,从而实现对电子产品的固定;通过第一驱动件驱动第一滑移件沿第一方向运动,第一滑移件带动第一夹持机构沿第一方向运动,从而带动电子产品沿第一方向运动,不仅便于将待贴膜的电子产品传送至上胶装置进行上胶,同时也便于将贴好膜的电子产品传送至机架的边缘,从而便于消费者拿取贴好膜后的电子产品。
10.可选的,所述第一夹持机构包括第一支座、第一定位块和第一夹持件;所述第一支座固定于所述第一滑移件上;所述第一定位块的数量为多个,多个所述第一定位块均固定于所述第一支座上,多个所述第一定位块分别位于所述第一支座相邻的两侧;所述第一夹持件设置于所述第一支座上,所述第一夹持件用于夹持电子产品。
11.通过采用上述技术方案,消费者将电子产品放置于第一支座上时,多个第一定位块分别对电子产品的两边有定位作用,从而实现对电子产品的精准定位,第一夹持件和第一定位块对电子产品有夹持作用,从而将电子产品固定于第一支座的上表面,以使送料装置带动电子产品沿第一方向稳定的运动。
12.可选的,所述第一夹持件包括第一气缸、第一联动块和第一夹持杆;所述第一气缸固定于所述第一支座上,所述第一气缸的活塞杆与所述第一联动块固定连接,所述第一夹持杆固定于所述第一联动块上,所述第一气缸用于驱动所述第一联动块朝向靠近或远离所述第一定位块的方向运动。
13.通过采用上述技术方案,当消费者放电子产品前,第一气缸驱动第一联动块朝向远离第一定位块的方向运动,第一联动块带动第一夹持杆朝向远离第一定位块的方向运动,从而增加第一夹持杆与第一定位块之间的距离,便于工作人员将电子产品放置于第一支座的上表面;然后通过第一气缸驱动第一联动块朝向靠近第一定位块的方向运动,第一联动块带动第一夹持杆朝向靠近第一定位块的方向运动,第一夹持杆在朝向靠近第一定位块的方向运动的过程中,第一夹持杆对电子产品有推力作用,从而推动电子产品朝向靠近第一定位块的方向运动,当电子产品的侧壁抵接于定位块的侧壁时,第一气缸停止工作,第一夹持杆和第一定位块对电子产品有夹持作用,从而实现对电子产品的定位和固定。
14.可选的,所述清洁装置包括第一支撑件、第一滑台气缸、第二滑台气缸、第一承载件和清洁机构;所述第一支撑件固定于所述机架上,所述第一滑台气缸固定于所述第一支
撑件上,所述第二滑台气缸固定于所述第一滑台气缸上,所述第一滑台气缸用于驱动所述第二滑台气缸沿第二方向运动,所述第二滑台气缸用于驱动所述第一承载件升降;所述清洁机构设置于所述第一承载件上,所述清洁机构用于清洁电子产品显示屏的表面。
15.通过采用上述技术方案,消费者将撕膜后的电子产品放置于送料装置上,当第一夹持机构夹持住电子产品后,第一滑台气缸驱动第二滑台气缸朝向靠近电子产品的方向滑动,以使第二滑台气缸滑动至电子产品的上方;然后通过第二滑台气缸驱动第一承载件下降,第一承载件带动清洁机构下降,从而便于清洁机构清洁电子产品的表面;当清洁机构将电子产品显示屏的表面清洁完毕后,首先通过第二滑台气缸驱动第一承载件上升,第二承载件带动清洁机构上升,然后通过第一滑台气缸带动第二滑动气缸朝向远离了送料装置的方向运动,从而便于送料装置带动电子产品沿第一方向运动。
16.可选的,所述清洁机构包括喷雾器、按压组件和柔性层;所述喷雾器固定于所述第一承载件上,所述柔性层固定于所述第一承载件上,所述喷雾器位于所述柔性层内部;所述按压组件设置于所述第一承载件上,所述按压组件用于按压所述喷雾器。
17.通过采用上述技术方案,在清洁电子产品的过程中,当第二滑台气缸滑动至电子产品的上方时,通过按压组件按压喷雾器,喷雾器喷洒出液态清洁剂,液态清洁剂渗透至柔性层;然后通过第二滑台气缸驱动第一承载件下降,第一承载件带动柔性层下降,以使柔性层贴附于电子产品显示屏的表面,然后通过第一驱动件驱动第一滑移件沿第一方向运动,第一滑移件带动电子产品沿第一方向运动,以使电子产品与柔性层发生相对运动,柔性层对电子产品显示屏的表面有擦拭作用,从而完成对电子产品显示屏的清洁。
18.可选的,所述上胶装置包括第二支撑件、第二滑移件、第二驱动件、第三滑台气缸和上胶件;所述第二支撑件固定于所述机架上,所述第二驱动件用于驱动所述第二滑移件沿第二方向滑动;所述第三滑台气缸固定于所述第二滑移件上,所述第三滑台气缸用于驱动所述上胶件升降,所述上胶件用于将液态胶水滴落于电子产品显示屏的表面。
19.通过采用上述技术方案,当需要对电子产品显示屏进行上胶时,首先通过第一驱动件驱动第一滑移件朝向靠近上胶装置的方向滑动,从而带动电子产品滑动至上胶装置的一侧,然后通过第二驱动件驱动第二滑移件沿第二方向滑动,以使第二滑移件滑动至电子产品的上方;然后通过第三滑台气缸驱动上胶件下降,当上胶件下降至一定高度后,上胶件将液态的胶水滴落于电子产品显示屏的表面,从而实现对电子产品显示屏的上胶。
20.可选的,所述抓取装置包括机械手和吸附件;所述机械手包括底座、第一旋转臂、第二旋转臂和升降件;所述底座固定于所述机架上,所述第一旋转臂的一端与所述底座转动连接,所述第一旋转臂的另一端与所述第二旋转臂转动连接;所述升降件与所述第二旋转臂滑移配合,所述吸附件固定于所述升降件底端,所述吸附件用于吸附保护膜。
21.通过采用上述技术方案,机械手在工作的过程中,首先通过第一旋转扁旋转,从而带动第二旋转臂和升降件旋转,当升降件旋转至放置盒上方时,通过升降件带动吸附件下降,当吸附件吸附住保护膜后,升降件带动吸附件和电子产品的保护膜上升,然后通过第一旋转臂和第二旋转臂的旋转,从而将电子产品的保护膜传送至撕膜装置,从而便于撕下保护膜上的防尘膜。
22.可选的,所述第一支撑件上开设有第一调节槽,所述第一调节槽沿水平方向延伸,所述第一调节槽内穿设有螺栓,螺栓与所述机架螺纹配合。
23.通过采用上述技术方案,螺栓的螺母和机架对第一支撑件有夹持作用,从而将第一支撑件固定于机架上,不仅增加了工作人员安装和拆卸第一支撑件的便捷性,同时也便于工作人员沿第一方向调节第一支撑件的位置。
24.第二方面,本技术还提供了一种利用上述方案所述的自助贴膜设备的加工工艺,包括以下步骤:步骤一:将多种品牌的保护膜分别放置于多个所述放置盒内;步骤二:消费者将电子产品放置于所述送料装置上;步骤三:通过所述清洁装置清洁电子产品显示屏的表面;步骤四:所述送料装置带动电子产品朝向靠近所述上胶装置的方向运动;步骤五:通过所述上胶装置将液态的胶液滴落于电子产品显示屏的表面;步骤六:所述抓取装置将与电子产品相对应的保护膜传送至所述撕膜装置,通过所述撕膜装置撕掉保护膜上的防尘膜;步骤七:所述抓取装置将撕掉防尘膜后的保护膜搬运至电子产品显示屏的表面;步骤八:通过所述固化装置实现对胶液的固化。
25.通过采用上述技术方案,将不同品牌的保护膜分别放置于不同的放置盒内,当消费者需要使用自助贴膜设备对电子产品贴膜时,消费者首先撕掉电子产品上旧的保护膜,然后将电子产品放置于送料装置上,通过清洁装置清洁电子产品显示屏的表面,以使电子产品显示屏的表面更加整洁;送料装置带动电子产品朝向靠近上胶装置的方向运动,从而将清洁完毕的电子产品传送至上胶装置的下方,上胶装置将液态的胶水滴落于电子产品显示屏的表面,同时抓取装置从放置盒内抓取与电子产品相对应的保护膜,然后将保护膜传送至撕膜装置,撕膜装置将保护膜上的防尘膜撕掉后,抓取装置继续将保护膜传送至电子产品显示屏的上方,同时使保护膜对准电子产品显示屏;在这个过程中,液态的胶水在自身重力的作用下会逐渐向四周扩散,从而使电子产品显示屏表面的液态胶水的分布变得更加均匀,然后抓取装置解除对保护膜的固定作用,保护膜在自身重力的作用下下降至电子产品显示屏上,液态的胶水对保护膜有吸附作用,从而将保护贴附于电子产品显示屏上;然后通过送料装置将电子产品传送至固化装置,通过固化装置实现对胶水的固化,从而将保护膜贴附于电子产品显示屏的表面,实现自助贴膜。
26.综上所述,本技术包括以下至少一种有益技术效果:1.将不同品牌的保护膜分别放置于不同的放置盒内;当消费者需要使用自助贴膜设备对电子产品贴膜时,消费者首先撕掉电子产品上旧的保护膜,然后将电子产品放置于送料装置上,通过清洁装置清洁电子产品显示屏的表面,以使电子产品显示屏的表面更加整洁;送料装置将清洁完毕的电子产品传送至上胶装置的下方,上胶装置将液态的胶水滴落于电子产品显示屏的表面;同时抓取装置从放置盒内抓取与电子产品相对应的保护膜,然后将保护膜传送至撕膜装置,撕膜装置将保护膜上的防尘膜撕掉后,抓取装置继续将保护膜传送至电子产品显示屏的上方,同时使保护膜对准电子产品显示屏;在这个过程中,液态的胶水在自身重力的作用下会逐渐向四周扩散,从而使电子产品显示屏表面的液态胶水的分布变得更加均匀,然后抓取装置解除对保护膜的固定作用,保护膜在自身重力的作用下下降至电子产品显示屏上,液态的胶水对保护膜有吸附作用,从而将保护贴附于电子产品显示屏上;然后通过送料装置将电子产品传送至固化装置,通过固化装置实现对胶水的
固化,从而将保护膜贴附于电子产品显示屏的表面;与背景技术相比,不仅能够实现自助贴膜,同时在对电子产品进行贴膜前,不仅不需要对保护膜进行裁切,不仅提升了对电子产品的贴膜效率,同时也能够实现精准贴膜,对电子产品贴膜后不仅不会产生气泡、还具有使用寿命长等优点;2.消费者将电子产品放置于第一夹持机构上,第一夹持机构对电子产品有夹持作用,从而实现对电子产品的固定;通过第一驱动件驱动第一滑移件沿第一方向运动,第一滑移件带动第一夹持机构沿第一方向运动,从而带动电子产品沿第一方向运动,不仅便于将待贴膜的电子产品传送至上胶装置进行上胶,同时也便于将贴好膜的电子产品传送至机架的边缘,从而便于消费者拿取贴好膜后的电子产品;3.消费者将电子产品放置于第一支座上时,多个第一定位块分别对电子产品的两边有定位作用,从而实现对电子产品的精准定位,第一夹持件和第一定位块对电子产品有夹持作用,从而将电子产品固定于第一支座的上表面,以使送料装置带动电子产品沿第一方向稳定的运动。
附图说明
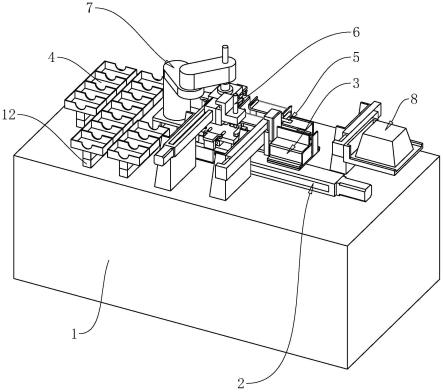
27.图1是本技术实施例中自助贴膜设备的结构示意图。
28.图2是本技术实施例中机架、送料装置、清洁装置、放置盒、撕膜装置、上胶装置和固化装置的结构示意图。
29.图3是本技术实施例中送料装置的结构示意图。
30.图4是本技术实施例中清洁装置的结构示意图。
31.图5是本技术实施例中抓取装置的结构示意图。
32.图6是本技术实施例中撕膜装置的结构示意图。
33.图7是本技术实施例中上胶装置的结构示意图。
34.图8是本技术实施例中固化装置的结构示意图。
35.附图标记说明:1、机架;11、防护罩;12、承载杆;13、收集槽;2、送料装置;21、第一滑移件;22、第一驱动件;221、第一导向杆;222、第一丝杆;223、第一电机;224、第一导向槽;23、第一夹持机构;231、第一支座;232、第一定位块;233、第一夹持件;2331、第一气缸;2332、第一联动块;2333、第一夹持杆;3、清洁装置;31、第一支撑件;311、第一调节槽;32、第一滑台气缸;33、第二滑台气缸;34、第一承载件;35、清洁机构;351、按压组件;3511、第二气缸;3512、按压块;3513、按压杆;352、柔性层;4、放置盒;41、承载杆;5、撕膜装置;51、第三支撑件;52、第二夹持机构;53、撕膜机构;531、夹持气缸;532、承接件;533、连接件;6、上胶装置;61、第二支撑件;611、第二调节槽;62、第二滑移件;63、第二驱动件;631、第二导向杆;632、第二丝杆;633、第二电机;634、第二导向槽;64、第三滑台气缸;65、上胶件;7、抓取装置;71、机械手;711、底座;712、第一旋转臂;713、第二旋转臂;714、升降件;72、吸附件;721、套筒;8、固化装置;81、第四支撑件;811、第四调节槽;82、第四滑台气缸;83、第三承载件;84、固化器。
具体实施方式
36.以下结合附图1-8对本技术作进一步详细说明。
37.在本实施例中的水平方向上,以图1为基准,将机架1的长度方向定义为第一方向,将机架1的宽度方向定义为第二方向,以此为基础对自助贴膜设备及其加工工艺进行说明。
38.本技术实施例公开一种自助贴膜设备。参照图1和图2,自助贴膜设备包括机架1,机架1沿第一方向延伸,机架1的上表面依次设置有:用于带动电子产品沿第一方向往复运动的送料装置2、用于清洁电子产品的显示屏的清洁装置3、用于放置不同品牌保护膜的多个放置盒4、用于撕掉保护膜上的防尘膜的撕膜装置5、用于将液态胶水滴落于电子产品显示屏表面的上胶装置6、用于将保护膜搬运至电子产品显示屏的表面的抓取装置7、用于固化液态胶水的固化装置8。机架1的上表面还设置有防护罩11,从而对上述装置有防尘作用,同时对消费者也有保护作用。值得注意的是,本实施例中的电子产品可以为手机、平板、录像机、游戏机等。同时保护膜可以为钢化玻璃膜或非钢化玻璃膜。
39.参照图2和图3,送料装置2包括第一滑移件21、第一驱动件22和第一夹持机构23。第一驱动件22设置于机架1上,第一驱动件22用于驱动第一滑移件21沿第一方向滑动。第一夹持机构23设置于第一滑移件21上,第一夹持机构23用于夹持电子产品。
40.参照图3,第一驱动件22包括第一导向杆221、第一丝杆222和第一电机223,第一导向杆221固定于机架1的上表面,第一导向杆221沿第一方向延伸。第一导向杆221的侧壁开设有第一导向槽224,第一导向槽224沿第一方向延伸,第一导向槽224的两端均呈封闭设置。第一丝杆222位于第一导向槽224内,第一丝杆222沿第一方向延伸。第一丝杆222的两端分别穿设于第一导向杆221的两端,第一丝杆222的两端均与第一导向杆221转动连接。第一电机223固定于第一导向杆221的一端,第一电机223的输出轴于第一丝杆222的端部固定连接。第一滑移件21套设于第一导向杆221上,第一滑移件21与第一导向杆221滑移配合,且第一丝杆222穿过第一滑移件21,第一丝杆222与第一滑移件21螺纹配合。当第一夹持机构23夹持住电子产品后,通过第一电机223驱动第一丝杆222旋转,第一丝杆222在旋转的过程中带动第一滑移件21沿第一方向运动,从而便于带动电子产品沿第一方向运动。
41.继续参照图3,第一夹持机构23包括第一支座231、第一定位块232和第一夹持件233。第一支座231固定于第一滑移件21的上表面,第一支座231的具体形状不做限定。第一定位块232的数量为多个,在本实施例中,第一定位块232的数量为三个,三个第一定位块232均固定于第一支座231上,且三个第一定位块232分别位于第一支座231相邻的两侧,三个第一定位块232组合形成的形状为l形,从而便于对电子产品相邻的两边进行定位。第一夹持件233设置于第一支座231上,第一夹持件233用于夹持电子产品。消费者将电子产品放置于第一支座231上时,多个第一定位块232分别对电子产品的两边有定位作用,从而实现对电子产品的精准定位,第一夹持件233和第一定位块232对电子产品有夹持作用,从而将电子产品固定于第一支座231的上表面,以使送料装置2带动电子产品沿第一方向稳定的运动。
42.继续参照图3,在本实施例中,第一夹持件233的数量为两个,两个第一夹持件233分别位于第一支架相邻的两侧。具体的,每个第一夹持件233均包括第一气缸2331、第一联动块2332和第一夹持杆2333。第一气缸2331固定于第一支座231上,第一气缸2331的活塞杆与第一联动块2332固定连接。第一夹持杆2333的数量为两个,两个第一夹持杆2333均穿过第一联动块2332并与第一联动块2332固定连接。第一气缸2331用于驱动第一联动块2332朝向靠近或远离第一定位块232的方向运动。当消费者放电子产品前,两个第一气缸2331分别
驱动两个第一联动块2332朝向远离第一支座231的方向运动,第一联动块2332带动第一夹持杆2333朝向远离第一支座231的方向运动,从而增加第一夹持杆2333与第一定位块232之间的距离,便于工作人员将电子产品放置于第一支座231的上表面。然后通过第一气缸2331驱动第一联动块2332朝向靠近第一支座231的方向运动,每个第一联动块2332同时带动两个第一夹持杆2333朝向靠近第一支座231的方向运动,当电子产品的侧壁抵接于定位块的侧壁时,第一气缸2331停止工作,两个第一夹持件233和三个第一定位块232对电子产品有夹持作用,从而实现对电子产品的定位和固定。
43.参照图2和图4,清洁装置3包括第一支撑件31、第一滑台气缸32、第二滑台气缸33、第一承载件34和清洁机构35。第一支撑件31固定于机架1的上表面,第一滑台气缸32固定于第一支撑件31的侧壁,第二滑台气缸33固定于第一滑台气缸32上。第一滑台气缸32用于驱动第二滑台气缸33沿第二方向运动,第二滑台气缸33用于驱动第一承载件34升降。清洁机构35设置于第一承载件34上,清洁机构35位于送料装置2的上方,清洁机构35用于清洁电子产品显示屏的表面。
44.参照图4,清洁机构35包括喷雾器、按压组件351和柔性层352;喷雾器固定于第一承载件34上,柔性层352固定于第一承载件34上,喷雾器位于柔性层352内部。按压组件351设置于第一承载件34上,按压组件351用于按压喷雾器。在本实施例中,喷雾器可以包括容量瓶和设置在容量瓶开口处的真空泵,容量瓶内盛装有液态清洁剂,在本实施例中,液态清洁剂可以为酒精。真空泵的顶部设置有按钮,按钮的一侧通过连接管连接有喷头,连接管与喷头之间通过卡接组件连接,喷头内部设置有调节组件。与之相对应的,按压组件351包括第二气缸3511、按压块3512和按压杆3513,第二气缸3511固定于第一承载件34上,第二气缸3511的活塞杆与按压块3512固定连接,按压杆3513固定于按压块3512朝向柔性层352的一侧。通过第二气缸3511驱动按压块3512和按压杆3513朝向朝向靠近柔性层352的方向运动,以使按压杆3513挤压按钮,容量瓶内的液态清洁剂通过喷头喷洒至柔性层352上,然后沿着柔性层352渗透至柔性层352外部。
45.参照图2和图4,消费者将撕膜后的电子产品放置于送料装置2上,当第一夹持机构23夹持住电子产品后,第一滑台气缸32驱动第二滑台气缸33朝向靠近电子产品的方向滑动,以使第二滑台气缸33滑动至电子产品的上方。通过按压组件351然后通过第二滑台气缸33驱动第一承载件34下降,第一承载件34带动清洁机构35下降,以使柔性层352贴附于电子产品显示屏的表面,然后通过送料装置2带动电子产品沿第一方向运动,以使电子产品与柔性层352发生相对运动,柔性层352对电子产品显示屏的表面有擦拭作用,从而完成对电子产品显示屏的清洁。当清洁机构35将电子产品显示屏的表面清洁完毕后,首先通过第二滑台气缸33驱动第一承载件34上升,第一承载件34带动清洁机构35上升,然后通过第一滑台气缸32带动第二滑动气缸朝向远离了送料装置2的方向运动,从而便于送料装置2带动电子产品沿第一方向运动。
46.参照图4,第一支撑件31上开设有两个第一调节槽311,两个第一调节槽311均沿第一方向延伸。两个第一调节槽311内均穿设有螺栓,两个螺栓均与机架1螺纹配合。两个螺栓的螺母和机架1对第一支撑件31有夹持作用,从而将第一支撑件31固定于机架1上,不仅增加了工作人员安装和拆卸第一支撑件31的便捷性,同时也便于工作人员沿第一方向调节第一支撑件31的位置。
47.参照图2,为了增加工作人员安装和拆卸放置盒4的便捷性,机架1的上表面固定设置有三个第二承载件,三个第二承载件沿第一方向间隔排列。在本实施例中,每个第二承载件均包括两个承载杆12,每个承载杆12均沿第二方向延伸。每个放置盒4均通过螺栓固定于承载杆12的上表面,增加了工作人员安装和拆卸承载盒的便捷性。值得注意的是,每个第二承载件上的多个放置盒4均沿第二方向等间距排列,从而增加了整体的美观性。
48.参照图2和图5,抓取装置7包括机械手71和吸附件72。机械手71包括底座711、第一旋转臂712、第二旋转臂713和升降件714。支撑件固定于机架1上,支撑件沿竖直方向延伸。第一旋转臂712沿水平方向延伸,第一旋转臂712靠近支撑件的一端与支撑件转动连接,第一旋转臂712远离支撑件的一端与第二旋转臂713靠近第一旋转臂712的一端转动连接。升降件714沿竖直方向延伸,升降件714穿设于第二旋转臂713远离第一旋转臂712的一端,升降件714与第二旋转臂713滑移配合。吸附件72固定于升降件714底端,吸附件72用于吸附保护膜。底座711在工作的过程中,首先通过第一旋转扁旋转,从而带动第二旋转臂713和升降件714旋转,当升降件714旋转至放置盒4上方时,通过升降件714带动吸附件72下降,当吸附件72吸附住保护膜后,升降件714带动吸附件72和保护膜上升,然后通过第一旋转臂712和第二旋转臂713的旋转,从而将保护膜传送至撕膜装置5,从而便于撕下保护膜上的防尘膜。
49.继续参照图5,具体的,吸附件72可以为块状,也可以为板状。吸附件72通过套筒721固定于升降件714的底端,增加了工作人员安装和拆卸吸附件72的便捷性。吸附件72上开设有多个吸附孔,机架1内还安装有真空泵,真空泵的具体安装位置不作具体限定。多个吸附孔均与真空泵相连通,以使吸附件72具有吸附功能,从而便于实现对保护膜的吸附。当然,也可以通过利用吸盘来吸附保护膜。
50.参照图5和图6,在本实施例中,撕膜装置5包括第三支撑件51、第二夹持机构52和撕膜机构53,第二夹持机构52固定于第三支撑件51上。具体的,第三支撑件51的结构与第一支撑件31的结构相同,第二夹持机构52也与第一夹持机构23相同。机械手71首先将放置盒4内的保护膜传送至校准机构的上方,然后解除吸附件72对保护膜的吸附作用,保护膜在自身重力的作用下下落至第二夹持机构52,通过第二夹持机构52夹持保护膜,从而实现对保护膜的初步定位,然后解除第二夹持机构52对保护膜的夹持作用,通过吸附件72吸附定位后的保护膜,然后通过机械手71将保护膜传送至撕膜机构53进行撕膜。
51.参照图6,具体的,撕膜机构53包括夹持气缸531和两个承接件532,夹持气缸531通过两个连接件533固定于机架1的上表面,从而增加了工作人员安装和拆卸夹持气缸531的便捷性。两个承接件532固定于机架1的上表面,夹持气缸531位于两个承接件532之间,且承接件532的上表面呈倾斜设置。机架1的上表面还开设有收集槽13。抓取装置7将放置盒4内的保护膜传送至撕膜装置5后,通过夹持气缸531夹持住防尘膜,然后机械手71继续带动保护膜运动,从而便于将防尘膜从保护膜上撕下来,然后夹持气缸531解除对防尘膜的夹持作用,防尘膜在自身重力的作用下降落至承载件的表面,然后从承载件的表面滑落至收集槽13内,收集槽13对防尘膜有收集作用。
52.参照图2和图7,上胶装置6包括第二支撑件61、第二滑移件62、第二驱动件63、第三滑台气缸64和上胶件65。第二支撑件61固定于机架1的上表面,第二驱动件63用于驱动第二滑移件62沿第二方向滑动。具体的,第二驱动件63包括第二导向杆631、第二丝杆632和第二电机633,第二导向杆631固定于机架1的上表面,第二导向杆631沿第二方向延伸。第二导向
杆631的侧壁开设有第二导向槽634,第二导向槽634沿第二方向延伸,第二导向槽634的两端均呈封闭设置。第二丝杆632位于第二导向槽634内,第二丝杆632沿第二方向延伸。第二丝杆632的两端分别穿设于第二导向杆631的两端,第二丝杆632的两端均与第二导向杆631转动连接。第二电机633固定于第二导向杆631的一端,第二电机633的输出轴于第二丝杆632的端部固定连接。第二滑移件62套设于第二导向杆631上,第二滑移件62与第二导向杆631滑移配合,且第二丝杆632穿过第二滑移件62,第二丝杆632与第二滑移件62螺纹配合。第三滑台气缸64固定于第二滑移件62上,第三滑台气缸64用于驱动上胶件65升降,上胶件65用于盛装胶水,上胶件65用于将液态胶水滴落于电子产品显示屏的表面。
53.参照图7,第二支撑件61上开设有两个第二调节槽611,两个第二调节槽611均沿第一方向延伸。两个第二调节槽611内均穿设有螺栓,两个螺栓均与机架1螺纹配合。两个螺栓的螺母和机架1对第二支撑件61有夹持作用,从而将第二支撑件61固定于机架1上,不仅增加了工作人员安装和拆卸第二支撑件61的便捷性,同时也便于工作人员沿第一方向调节第二支撑件61的位置。
54.参照图2和图7,当需要对电子产品显示屏进行上胶时,首先通过第一驱动件22驱动第一滑移件21朝向靠近上胶装置6的方向滑动,从而带动电子产品滑动至上胶装置6的一侧,然后通过第二驱动件63驱动第二滑移件62沿第二方向滑动,以使第二滑移件62滑动至电子产品的上方。然后通过第三滑台气缸64驱动上胶件65下降,当上胶件65下降至一定高度后,上胶件65将液态的胶水滴落于电子产品显示屏的表面,实现对电子产品显示屏的第一次滴胶。然后通过第三滑台气缸64驱动上胶件65上升,送料装置2继续驱动第一滑移件21沿第一方向滑动适当的距离,然后通过第三滑台气缸64驱动上胶件65下降,当上胶件65下降至合适的位置后,上胶件65再次将液态的胶水滴落于电子产品显示屏的表面,实现对电子产品显示屏的第二次滴胶。然后通过第三滑台气缸64继续驱动上胶件65上升,送料装置2继续驱动第一滑移件21沿第一方向滑动适当的距离,然后通过第三滑台气缸64驱动上胶件65下降,当上胶件65下降至合适的位置后,上胶件65再次将液态的胶水滴落于电子产品显示屏的表面,实现对电子产品显示屏的第三次滴胶。
55.参照图3和图5,电子产品显示屏表面的三滴液态胶水首先会在自身重力的作用下向四周均匀的扩散,当胶水扩散至一定程度后,抓取装置7将撕掉防尘膜后的保护膜传送至电子产品的上方,同时通过调整保护膜,以使保护膜对准电子产品显示屏,然后抓取装置7带动保护膜下降,当保护膜与电子产品显示屏之间的距离较小时,抓取装置7解除对保护膜的吸附作用,保护膜在自身重力的作用下降落至电子产品显示屏的表面,液态的胶水对保护膜有粘性,从而将电子产品的保护膜贴合于电子产品显示屏的表面。第一支座231上还设置有光源,光源可以发出紫外线光,当紫外线光照射于电子产品显示屏的表面时,从而实现对胶水实现初步固化。紫外线光固化胶水是广泛用于水晶、玻璃工艺品粘合、水晶无影胶、水晶与金属、电镀金属粘合的工业产品。
56.参照图2和图8,同时机架1的上表面还设置有固化装置8,固化装置8与上胶装置6分别位于送料装置2的两端。具体的,固化装置8包括第四支撑件81、第四滑台气缸82、第三承载件83和固化器84,第四支撑件81通过螺栓固定于机架1的上表面,第四滑台气缸82固定于第四支撑件81的侧壁,第三承载件83固定于第四滑台气缸82上,第四滑台气缸82用于驱动第三承载件83沿第二方向滑动。固定器固定于第三承载件83上,固化器84同样也能够发
出紫外线光,当紫外线光照射于电子产品的显示屏上时,从而能够实现进一步对胶水的固化。当胶水初步固化后,送料装置2将电子产品传送至固化装置8,通过第四滑台气缸82驱动第三承载件83朝向靠近电子产品的方向滑动,第三承载件83带动固化器84朝向靠近电子产品的方向运动,通过固化器84再次实现对胶水的固化,从而将保护贴附于电子产品显示屏上,对电子产品贴膜后不仅不会产生气泡、还具有使用寿命长等优点。
57.参照图8,第四支撑件81上开设有两个第四调节槽811,两个第四调节槽811均沿第一方向延伸。两个第四调节槽811内均穿设有螺栓,两个螺栓均与机架1螺纹配合。两个螺栓的螺母和机架1对第四支撑件81有夹持作用,从而将第四支撑件81固定于机架1上,不仅增加了工作人员安装和拆卸第四支撑件81的便捷性,同时也便于工作人员沿第一方向调节第四支撑件81的位置。
58.本技术实施例一种自助贴膜设备的加工工艺,包括以下步骤:步骤一:将多种品牌的保护膜分别放置于多个放置盒4内;步骤二:消费者将电子产品放置于送料装置2上;步骤三:通过清洁装置3清洁电子产品屏幕的表面;步骤四:送料装置2带动电子产品朝向靠近上胶装置6的方向运动;步骤五:通过上胶装置6将液态的胶液滴落于电子产品屏幕的表面;步骤六:抓取装置7将与电子产品相对应的电子产品膜传送至撕膜装置5,通过撕膜装置5撕掉电子产品膜上的防尘膜;步骤七:抓取装置7将撕掉防尘膜后的保护膜搬运至电子产品屏幕的表面;步骤八:通过固化装置8实现对胶液的固化。
59.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1