一种快速上料的线路板上料装置的制作方法
1.本发明涉及线路板吸取上料技术领域,具体为一种快速上料的线路板上料装置。
背景技术:
2.现阶段pcb生产行业常用的吸取线路板的方式通常有两种方式:分布式真空和集中真空,分布式真空为多个分布式吸盘,每个吸盘配置单独真空发生机构和手动开关阀,吸盘位置可手动调节,不同线路板只能人工手动调节吸盘位置和开关吸盘,存在调整麻烦,自动化程度低,气路管路多等缺点;
3.集中真空吸取机构为所有吸盘集中真空,气路型材分区隔断系统根据线路板的外形尺寸自动配置各分区的开启关闭,此方案相较分布式真空方式提高了自动化程度,优化了管路布局但由于分区吸附的范围原因存在不能兼容所有型号线路板和控制系统复杂并且气路仍然比较复杂凌乱的缺点。
4.在使用过程中,线路板吸取装置存在不能根据来料线路板的实际尺寸,实现精确控制所需吸盘数量,满足不了不同尺寸线路板的快速吸取上料需求,需要更换不同规格的吸取装置,耗费线路板的吸取上料工时,降低线路板的吸取上料效率。
技术实现要素:
5.本发明的目的在于为了解决现有线路板吸取装置存在不能根据来料线路板的实际尺寸精确控制所需吸盘数量,满足不了不同尺寸线路板的快速吸取上料需求的问题,而提出一种快速上料的线路板上料装置。
6.本发明的目的可以通过以下技术方案实现:一种快速上料的线路板上料装置,包括气路型材,所述气路型材的一端安装有电机,气路型材的另一端安装有堵板;气路型材的内部开设有气室,气室的内部安装有丝杆,丝杆的一端与电机的输出轴固定连接,丝杆上安装有活塞组件;
7.所述气路型材上划分有可控区域和常开区域,气路型材的一侧侧壁位于常开区域内开设有与气室贯通连接的真空接口;
8.所述气路型材的底端面设置有若干个与气室贯通连接且均匀分布的吸盘接口,吸盘接口内安装有吸盘组件的一端。
9.作为本发明的一种优选实施方式,将位于常开区域下方的吸盘组件标记为常开吸盘,将位于可控区域下方的吸盘组件标记为可开关吸盘。
10.作为本发明的一种优选实施方式,所述常开吸盘和可开关吸盘均包括过渡杆及安装在过渡杆底端的吸盘,过渡杆的顶端固定在吸盘接口内。
11.作为本发明的一种优选实施方式,所述堵板与气路型材之间安装有密封垫。
12.作为本发明的一种优选实施方式,所述活塞组件包括套接在丝杆上丝杆螺母,丝杆螺母上套接有活塞和活塞压板,活塞压板用于将活塞固定在丝杆螺母上。
13.与现有技术相比,本发明的有益效果是:本发明将真空接口通过连接管连接抽真
空设备,启动电机,电机带动丝杆转动,从而使得活塞组件在丝杆上运动,进而使得活塞受电机驱动沿丝杆在可控区域内移动,进而根据需要吸取线路板的尺寸精确的调整所需数量吸盘;将吸盘与线路板的表面贴合,通过抽真空设备对气室以及过渡杆和吸盘内进行抽真空,进而产生负压,使得吸盘吸附线路板,进而进行快速上料;可根据来料线路板的实际尺寸,实现精确控制所需吸嘴的开启数量,满足不同尺寸线路板的快速吸取上料需求,缩短线路板的吸取上料工时,提高线路板的吸取上料效率。
附图说明
14.为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
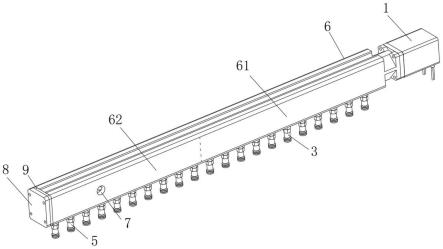
15.图1为本发明的整体结构示意图;
16.图2为本发明的整体结构内部剖视图;
17.图3为本发明丝杆安装示意图;
18.图4为本发明的气路型材结构示意图;
19.图5为本发明的活塞组件结构示意图;
20.图6为本发明的吸盘组件结构示意图。
21.附图标记:
22.1、电机;2、丝杆;3、可开关吸盘;4、活塞组件;5、常开吸盘;6、气路型材;7、真空接口;8、堵板;9、密封垫;31、过渡杆;32、吸盘;41、丝杆螺母;42、活塞;43、活塞压板;61、可控区域;62、常开区域;63、气室;64、吸盘接口。
具体实施方式
23.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
24.请参阅图1-图6所示,一种快速上料的线路板上料装置,包括电机1、丝杆2、可开关吸盘3、活塞组件4、常开吸盘5、气路型材6和堵板8;
25.电机1为步进电机,安装在气路型材6的一端,用于带动丝杆2转动;
26.气路型材6的另一端通过密封垫9安装有堵板8,通过密封垫9和堵板8对气路型材6的一端进行密封;气路型材6的内部开设有气室63,气室63的内部安装有丝杆2,丝杆2的一端与电机1的输出轴固定连接,其中,固定方式包括焊接等固定方式;丝杆2上套接有可移动式的活塞组件4,活塞组件4用于对气室63进行密封,使其分割成两个腔室;活塞组件4包括丝杆螺母41、活塞42和活塞压板43,丝杆螺母41上套接有活塞42和活塞压板43,活塞压板43用于将活塞42固定在丝杆螺母41上;活塞42为软性材质;
27.气路型材6上设置有可控区域61和常开区域62,其中常开区域62为针对最小板设置对应宽度的区域,可控区域61针对大尺寸板设置对应宽度的区域;根据所需吸取的最小线路板尺寸布置常开区域62宽度,根据所需吸取的最大线路板尺寸布置可控区域61吸盘组件,根据所需调整区域配置丝杆2的长度,可控区域61和常开区域62的吸盘组件相同,气路型材6的一侧侧壁位于常开区域62内开设有与气室63贯通连接的真空接口7;
28.气路型材6的底端面设置有若干个与气室63贯通连接且均匀分布的吸盘接口64,吸盘接口64内安装有吸盘组件的一端,将位于常开区域62下方的吸盘组件标记为常开吸盘5,将位于可控区域61下方的吸盘组件标记为可开关吸盘3,常开吸盘5和可开关吸盘3均包括过渡杆31和安装在过渡杆31底端的吸盘32,过渡杆31的顶端固定在吸盘接口64内;过渡杆31还可以替换为逻辑阀。
29.本发明在使用时,将真空接口7通过连接管连接抽真空设备,启动电机1,电机1带动丝杆2转动,从而使得活塞组件4在丝杆2上运动,进而使得活塞42受电机1驱动沿丝杆2在可控区域61内移动,进而根据需要吸取线路板的尺寸精确的调整所需数量吸盘32;将吸盘32与线路板的表面贴合,通过抽真空设备对气室63以及过渡杆31和吸盘32内进行抽真空,进而产生负压,使得吸盘32吸附线路板,进而进行快速上料。
30.以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
技术特征:
1.一种快速上料的线路板上料装置,包括气路型材(6),其特征在于,所述气路型材(6)的一端安装有电机(1),气路型材(6)的另一端安装有堵板(8);气路型材(6)的内部开设有气室(63),气室(63)的内部安装有丝杆(2),丝杆(2)的一端与电机(1)的输出轴固定连接,丝杆(2)上安装有活塞组件(4);所述气路型材(6)上划分有可控区域(61)和常开区域(62),气路型材(6)的一侧侧壁位于常开区域(62)内开设有与气室(63)贯通连接的真空接口(7);所述气路型材(6)的底端面设置有若干个与气室(63)贯通连接且均匀分布的吸盘接口(64),吸盘接口(64)内安装有吸盘组件的一端。2.根据权利要求1所述的一种快速上料的线路板上料装置,其特征在于,将位于常开区域(62)下方的吸盘组件标记为常开吸盘(5),将位于可控区域(61)下方的吸盘组件标记为可开关吸盘(3)。3.根据权利要求2所述的一种快速上料的线路板上料装置,其特征在于,所述常开吸盘(5)和可开关吸盘(3)均包括过渡杆(31)及安装在过渡杆(31)底端的吸盘(32),过渡杆(31)的顶端固定在吸盘接口(64)内。4.根据权利要求1所述的一种快速上料的线路板上料装置,其特征在于,所述堵板(8)与气路型材(6)之间安装有密封垫(9)。5.根据权利要求1所述的一种快速上料的线路板上料装置,其特征在于,所述活塞组件(4)包括套接在丝杆(2)上丝杆螺母(41),丝杆螺母(41)上套接有活塞(42)和活塞压板(43),活塞压板(43)用于将活塞(42)固定在丝杆螺母(41)上。
技术总结
本发明公开了一种快速上料的线路板上料装置,涉及线路板吸取上料技术领域,用于解决现有线路板吸取装置存在不能根据来料线路板的实际尺寸精确控制所需吸盘数量,满足不了不同尺寸线路板的快速吸取上料需求的问题,包括气路型材,所述气路型材的一端安装有电机,气路型材的另一端安装有堵板;气路型材的内部开设有气室,气室的内部安装有丝杆,丝杆的一端与电机的输出轴固定连接,丝杆上安装有活塞组件;本发明可根据来料线路板的实际尺寸,实现精确控制所需吸嘴的开启与关闭面积,满足不同尺寸线路板的快速吸取上料需求,缩短线路板的吸取上料工时,提高线路板的吸取上料效率。提高线路板的吸取上料效率。提高线路板的吸取上料效率。
技术研发人员:霍世高 侍孝峰 顾爱生
受保护的技术使用者:无锡利昇智能装备有限公司
技术研发日:2022.09.26
技术公布日:2022/12/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1