自动缠纸方法、自动缠纸设备及系统与流程
本发明涉及钢管缠纸工序,尤其涉及一种自动缠纸方法、自动缠纸设备及系统。
背景技术:
1、钢管3pe外防腐生产过程中,在防腐作业前,需要在钢管的管端管尾缠绕纸带,以满足钢管防腐层的防护以及经过外涂覆防腐后,管端打磨工序无残留防腐胶的工艺要求。在这个过程中,目前行业内采用人工在钢管两端缠绕纸带方式,缠绕前需要在纸带和钢管间涂抹粘接剂(胶水),以便纸带能粘贴在管端。缠纸的质量取决于工人的技能水平和熟练程度,不仅劳动强度大、效率低,而且纸带缠绕效果不好容易带来质量风险。
技术实现思路
1、本发明的目的在于提供一种自动缠纸方法、自动缠纸设备及系统,以解决传统的人工在钢管两端缠绕纸带操作中存在的缠纸动作劳动强度大、效率低和精度低的问题。
2、为了解决上述技术问题,本发明提供的技术方案在于:
3、第一方面,本发明提供的自动缠纸方法,使用自动缠纸设备,所述自动缠纸设备包括移动机构和设置于所述移动机构上的缠纸装置;
4、所述缠纸装置包括有料传感器、刷胶浮动机构、送纸纠偏机构、压纸机构、裁纸机构和纸长测量机构;
5、其中,所述送纸纠偏机构包括送纸模块、纠偏模块和激光视觉传感器,所述压纸机构包括压纸轮,所述裁纸机构包括自动裁纸刀;
6、所述自动缠纸方法包括以下步骤:
7、步骤1:在自动控制模式下,将钢管放到缠纸旋转辊上,当所述有料传感器检测到钢管信号时,所述自动缠纸设备沿钢管轴向行进;
8、步骤2:所述激光视觉传感器检测到钢管管端信号时,所述移动机构执行减速动作和停止动作;
9、步骤3:所述缠纸旋转辊带动钢管沿自身轴线旋转,所述刷胶浮动机构将胶刷在钢管外表面,当刷胶位置转动至所述压纸轮时,所述送纸模块输送纸带,所述压纸轮将纸带压在钢管外表面,使纸带可以贴合在钢管上;
10、步骤4:所述纸长测量机构检测到纸带长度符合钢管管径需求时,自动裁纸刀将纸带切开,当纸带粘贴完成后,所述压纸轮回位,所述缠纸旋转辊停止旋转,所述刷胶浮动机构停止动作,所述移动机构退回起始点位置,完成自动缠纸动作。
11、在可选的实施方式中,
12、所述步骤1中,使用横移车将钢管放到所述缠纸旋转辊上,所述缠纸旋转辊两侧均设置有所述自动缠纸设备,两个所述自动缠纸设备沿钢管轴向相向而行。
13、在可选的实施方式中,
14、所述步骤2中,所述激光视觉传感器检测到钢管管端位置发生偏移时,所述纠偏模块执行位移补偿量,使纸带保持在相对钢管管端固定的位置进行缠绕作业。
15、在可选的实施方式中,
16、钢管管端位置发生偏移的偏移量为矢量,所述偏移量的方向为钢管轴线方向,所述纠偏模块执行同方向的所述偏移量补偿作业。
17、在可选的实施方式中,
18、当钢管规格变化时,在上位机界面中输入钢管规格,以调整所述移动机构的位置。
19、在可选的实施方式中,
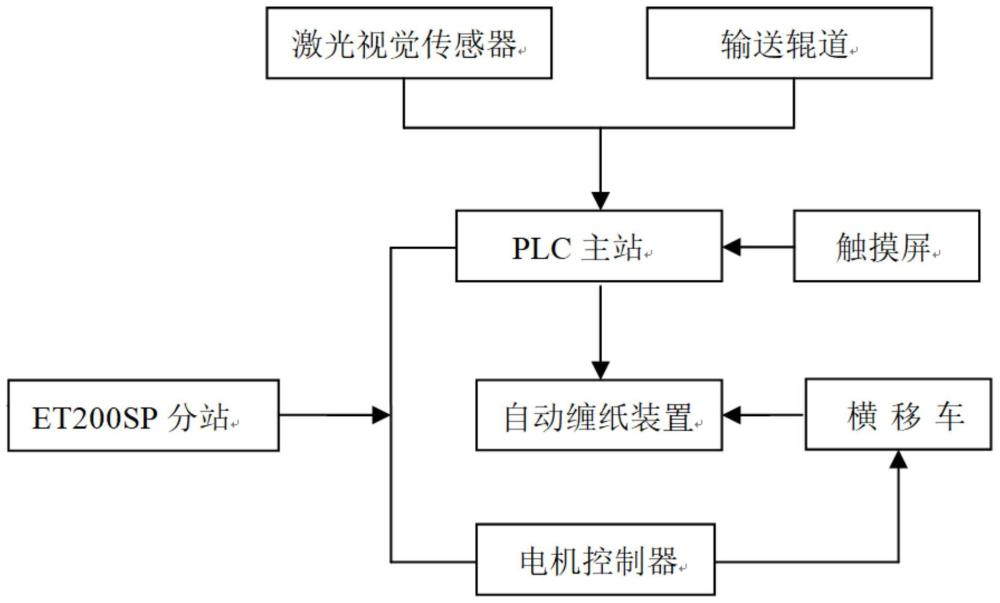
20、采用profinet分布式主从控制模式,以控制系统作为主站,以控制单元和所述激光视觉传感器作为从站,所述主站与所述上位机界面采用profinet的通信方式。
21、在可选的实施方式中,
22、所述控制系统包括cpu模块、数字量输入输出模块和et200sp分站。
23、第二方面,本发明提供的基于所述的自动缠纸方法的自动缠纸设备,包括:移动机构和设置于所述移动机构上的缠纸装置;
24、所述缠纸装置包括有料传感器、刷胶浮动机构、送纸纠偏机构、压纸机构、裁纸机构和纸长测量机构;
25、所述有料传感器用于检测钢管信号;
26、所述刷胶浮动机构用于将胶水刷在钢管外表面和纸带内侧;
27、所述送纸纠偏机构包括送纸模块、纠偏模块和激光视觉传感器;
28、所述送纸模块用于输送纸张;所述激光视觉传感器用于检测钢管管端位置,当钢管管端位置偏移时,控制所述纠偏模块执行位移补偿量,以使纸带保持在相对钢管管端固定的位置进行缠绕作业;
29、所述压纸机构设置有压纸轮,用于将纸带压紧于钢管外表面;
30、所述裁纸机构设置有自动裁纸刀,用于切断纸带;
31、所述纸长测量机构用于检测纸带的长度,以符合钢管管径需求。
32、在可选的实施方式中,
33、所述送纸模块包括主动送纸轮、纸带张紧部、纸带宽度调整部和纸卷部;
34、所述主动送纸轮设置于所述纸带张紧部上方,所述纸带张紧部配置为使通过所述主动送纸轮和所述纸带张紧部之间的纸张保持张紧状态,所述纸带宽度调整部与所述纠偏模块连接,所述纸卷部设置于所述纸带宽度调整部的下方,用于向所述纸带宽度调整部输送纸张;
35、所述裁纸机构还包括上压纸部、膜片压紧部;
36、所述上压纸部设置于所述膜片压紧部上方,所述上压纸部的中部开设有空隙,所述自动裁纸刀设置于所述上压纸部的上方,且配置为能够穿过所述空隙,将所述上压纸部和所述膜片压紧部之间的纸张裁断。
37、第三方面,本发明提供的系统,包括:横移车、输送辊道、电机控制器和所述的自动缠纸设备;
38、所述横移车用于将位于所述输送辊道上的钢管输送至缠纸旋转辊上;
39、所述电机控制器与所述横移车信号连接。
40、综合上述技术方案,本发明所能实现的技术效果在于:
41、本发明提供的自动缠纸方法,使用自动缠纸设备,自动缠纸设备包括移动机构和设置于移动机构上的缠纸装置;缠纸装置包括有料传感器、刷胶浮动机构、送纸纠偏机构、压纸机构、裁纸机构和纸长测量机构;其中,送纸纠偏机构包括送纸模块、纠偏模块和激光视觉传感器,压纸机构包括压纸轮,裁纸机构包括自动裁纸刀;自动缠纸方法包括以下步骤:步骤1:在自动控制模式下,将钢管放到缠纸旋转辊上,当有料传感器检测到钢管信号时,自动缠纸设备沿钢管轴向行进;步骤2:激光视觉传感器检测到钢管管端信号时,移动机构执行减速动作和停止动作;步骤3:缠纸旋转辊带动钢管沿自身轴线旋转,刷胶浮动机构将胶刷在钢管外表面,当刷胶位置转动至压纸轮时,送纸模块输送纸带,压纸轮将纸带压在钢管外表面,使纸带可以贴合在钢管上;步骤4:纸长测量机构检测到纸带长度符合钢管管径需求时,自动裁纸刀将纸带切开,当纸带粘贴完成后,压纸轮回位,缠纸旋转辊停止旋转,刷胶浮动机构停止动作,移动机构退回起始点位置,完成自动缠纸动作。
42、由于本发明提供的自动缠纸方法,使用自动缠纸设备,通过采用激光视觉传感器检测钢管管端缠纸的位置,送纸模块将纸带沿管端轴线方向缠绕,实现缠纸的自动控制和精确定位,无需人员操作,提高生产效率,降低岗位人员劳动强度,解决了传统的人工在钢管两端缠绕纸带操作中存在的缠纸动作劳动强度大、效率低和精度低的问题。
技术特征:
1.一种自动缠纸方法,其特征在于,使用自动缠纸设备,所述自动缠纸设备包括移动机构(1)和设置于所述移动机构(1)上的缠纸装置;
2.根据权利要求1所述的自动缠纸方法,其特征在于,
3.根据权利要求1所述的自动缠纸方法,其特征在于,
4.根据权利要求3所述的自动缠纸方法,其特征在于,
5.根据权利要求1所述的自动缠纸方法,其特征在于,
6.根据权利要求5所述的自动缠纸方法,其特征在于,
7.根据权利要求6所述的自动缠纸方法,其特征在于,
8.一种基于如权利要求1-7任一项所述的自动缠纸方法的自动缠纸设备,其特征在于,包括:移动机构(1)和设置于所述移动机构(1)上的缠纸装置;
9.根据权利要求8所述的自动缠纸设备,其特征在于,
10.一种系统,其特征在于,包括:横移车、输送辊道、电机控制器和如权利要求8-9任一项所述的自动缠纸设备;
技术总结
本发明涉及钢管缠纸工序技术领域,尤其涉及一种自动缠纸方法、自动缠纸设备及系统,旨在解决传统的人工在钢管两端缠绕纸带操作中存在的缠纸动作劳动强度大、效率低和精度低的问题。本发明提供的自动缠纸方法,包括以下步骤:步骤1:将钢管放到缠纸旋转辊上,自动缠纸设备沿钢管轴向行进;步骤2:激光视觉传感器检测到钢管管端信号时,移动机构执行减速动作和停止动作;步骤3:缠纸旋转辊带动钢管沿自身轴线旋转,刷胶浮动机构将胶刷在钢管外表面,当刷胶位置转动至压纸轮时,送纸模块输送纸带,压纸轮将纸带压在钢管外表面;步骤4:自动裁纸刀将纸带切开,压纸轮回位,刷胶装置停止动作,移动机构退回起始点位置,完成自动缠纸动作。
技术研发人员:周书亮,李建一,李汝江,张世平,江渊,刘湘军,邓志伟,孙志刚,赵宝刚,王天法
受保护的技术使用者:中国石油集团渤海石油装备制造有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!