带有可分离凸片的焊丝线轴的制作方法
本申请总体涉及一种带有可分离凸片的焊丝线轴,以及一种通过自动焊丝加载和送料工艺来利用焊丝线轴的方法。
背景技术:
1、焊接工作流程中实现自动化工艺有许多优点。特别是,自动化有潜力提高各种工艺的效率,包括焊丝加载和送料。尽管自动化有很多优点,但标准焊丝线轴与自动化工艺的整合仍然存在一些挑战。
2、特别是,自动化工艺对线轴的重量有一定的要求。例如,为与自动送丝器整合,加载了焊丝的线轴的总重量必须高于某个最小阈值。此外,自动送丝器应按照美国焊接协会(“aws“)定义的标准线轴尺寸来设计去工作。使用标准尺寸的线轴加上重量阈值的要求对具有广泛范围的焊丝类型的自动化工艺的实施提出了挑战。
3、由于常用焊丝种类繁多,为了满足重量阈值,工业标准尺寸线轴需要填充大量延伸到线轴的法兰边缘的焊丝。当使用密度较小的焊丝(药芯焊丝)时,尤其如此。加载在线轴上的焊丝需要在位于工业标准线轴的法兰上的开口处绑扎。当线轴填充了一定量的焊丝,以至于焊丝延伸到线轴的法兰的边缘时,上述开口会被焊丝盖住。因此,自动钩线装置可能无法进入法兰上需要绑扎焊丝的开口。
4、需要一种改进的焊丝线轴,其能够与利用广泛范围的焊丝类型和重量的自动化工艺整合。
技术实现思路
0、概述
1、本申请总体涉及一种包括可分离凸片的焊丝线轴和一种焊丝加载和送料的方法。
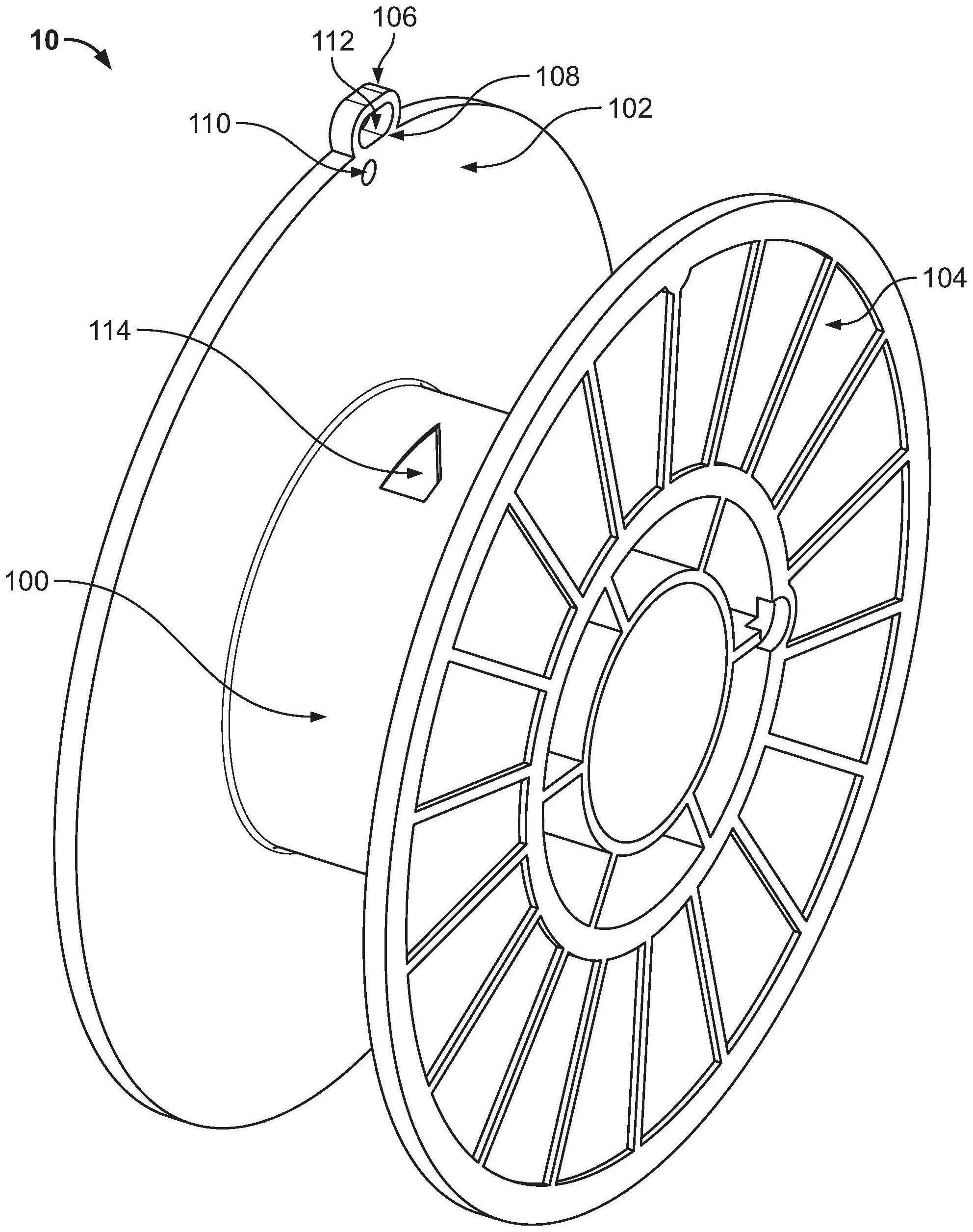
2、根据本申请的一个方面,一种焊丝线轴包括:具有卷筒外周并在第一法兰和第二法兰之间延伸的卷筒,其中每个法兰均具有外周;以及位于沿所述第一法兰的所述外周上的凸片;其中,所述第一法兰的所述外周和所述第二法兰的所述外周均大于所述卷筒外周;其中,所述第一法兰具有法兰厚度,并包括延伸并穿过所述法兰厚度的法兰开口;并且其中,所述凸片具有凸片厚度,并包括延伸并穿过所述凸片厚度的凸片开口。
3、根据本申请的另一个方面,一种焊丝加载和送料的方法包括:将线轴加载至绕线器上,其中,所述线轴包括卷筒,其具有卷筒外周并在第一法兰和第二法兰之间延伸,其中每个法兰均具有外周;以及沿所述第一法兰的所述外周设置的凸片;其中,所述第一法兰的所述外周和所述第二法兰的所述外周均大于所述卷筒外周;其中,所述第一法兰具有法兰厚度,并包括延伸并穿过所述法兰厚度的法兰开口;以及其中,所述凸片具有凸片厚度,并包括延伸并穿过所述凸片厚度的凸片开口;使用所述绕线器加载焊丝至所述线轴上;穿过所述凸片开口钩住一定长度的焊丝;以及从所述绕线器上卸载所述线轴。
4、应当理解的是,前述的一般描述和以下的详细描述都描述各种实施例,且旨在为理解所要求保护主题的性质和特征提供概述或框架。引入附图是为了对各种实施例提供进一步理解,并被附图纳入且构成说明书的一部分。附图说明了在此描述的各种实施例,并与说明书一起用于解释所要求保护的主题的原理和操作。
技术特征:
1.一种焊丝线轴包括:
2.根据权利要求1所述的焊丝线轴,其中,所述卷筒包括卷筒外周厚度,
3.根据权利要求2所述的焊丝线轴,其中,所述卷筒开口沿将所述法兰开口对半分的径向轴线设置。
4.根据权利要求1所述的焊丝线轴,其中,所述法兰开口沿将所述凸片开口对半分的径向轴线设置。
5.根据权利要求1所述的焊丝线轴,其中,所述凸片在沿所述第一法兰的所述外周设置的连接区域脆弱地连接到所述第一法兰。
6.根据权利要求5所述的焊丝线轴,其中,所述连接区域包括浮雕线。
7.根据权利要求5所述的焊丝线轴,其中,所述连接区域包括若干穿孔。
8.根据权利要求1所述的焊丝线轴,其中,所述凸片开口为椭圆形的。
9.一种用于焊丝加载和送料的方法,包括:
10.根据权利要求9所述的焊丝加载和送料的方法,其中,所述凸片在沿所述第一法兰的所述外周设置的连接区域脆弱地连接到所述第一法兰。
11.根据权利要求10所述的焊丝加载和送料的方法,还包括,在从所述绕线器上卸载所述线轴后,将所述凸片从所述线轴上断开。
12.根据权利要求10所述的焊丝加载和送料的方法,还包括,在从所述绕线器上卸载所述线轴后,加载所述线轴至送丝机中。
13.根据权利要求12所述的焊丝加载和送料的方法,还包括,在加载所述线轴至所述送丝机中后,将所述凸片从所述线轴断开。
14.根据权利要求9所述的焊丝加载和送料的方法,其中,所述卷筒包括卷筒外周厚度,以及延伸并穿过所述卷筒外周厚度的卷筒开口。
15.根据权利要求14所述的焊丝加载和送料的方法,其中,所述卷筒开口沿将所述法兰开口对半分的径向轴线设置。
16.根据权利要求9所述的焊丝加载和送料的方法,其中,所述法兰开口沿将所述凸片开口对半分的径向轴线设置。
17.根据权利要求10所述的焊丝加载和送料的方法,其中,所述连接区域包括浮雕线。
18.根据权利要求10所述的焊丝加载和送料的方法,其中,所述连接区域包括若干穿孔。
19.根据权利要求8所述的焊丝加载和送料的方法,其中,所述凸片开口为椭圆形的。
技术总结
本公开总体涉及一种焊丝线轴和一种焊丝加载和送料的方法。焊丝线轴包括,卷筒,第一和第二法兰,以及凸片。凸片脆弱地连接到沿第一法兰外周设置的第一法兰连接区域。卷筒包括卷筒开口。上述方法可包括加载线轴至绕线器上,使用绕线器加载焊丝至线轴上,通过凸片开口钩住一定长度的焊丝,以及从绕线器上卸载线轴。
技术研发人员:克莱伯·伦克尔,布伦南·麦
受保护的技术使用者:霍伯特兄弟有限责任公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!