方形磷酸铁锂电池自动化生产线的物流系统及管理方法与流程
本发明涉及电池制造,特别是方形磷酸铁锂电池自动化生产线的物流系统及管理方法。
背景技术:
1、当下锂电池行业生产存在单机自动化、生产品单一、人工产品切换、交付周期长、产线智能化低等问题。
2、1、锂电池生产管理部门无法及时、准确地获取各个制造现场的实时信息,无法把握实时变化的现场情况;造成了生产计划与现场制造信息不同步,使得计划执行过程大打折扣,由于现场无法完全贯彻计划,计划反而只能被动地根据现场滞后的情况经常进行反向调整。
3、2、工单的生产过程包括生产进度、质量状况、返工状况、维修状况、在制品状况等信息都无法及时了解;每个车间、每条产线目前的投入、产出状况,目标达成状况等都无法及时了解,从而无法快速决策以保证生产目标的达成。
技术实现思路
1、为了克服现有技术的上述缺点,本发明提供方形磷酸铁锂电池自动化生产线的物流系统及管理方法,实现单支电池由组装下线后进行装盘扫码绑定按照电池生产工序进行有序转运,系统功能基于物流和信息流控制紧密结合,即在计算机控制软件中设置一套对物流运动进行动态跟踪的信息流系统,实现货物搬运及存取机械化和仓库管理自动化。
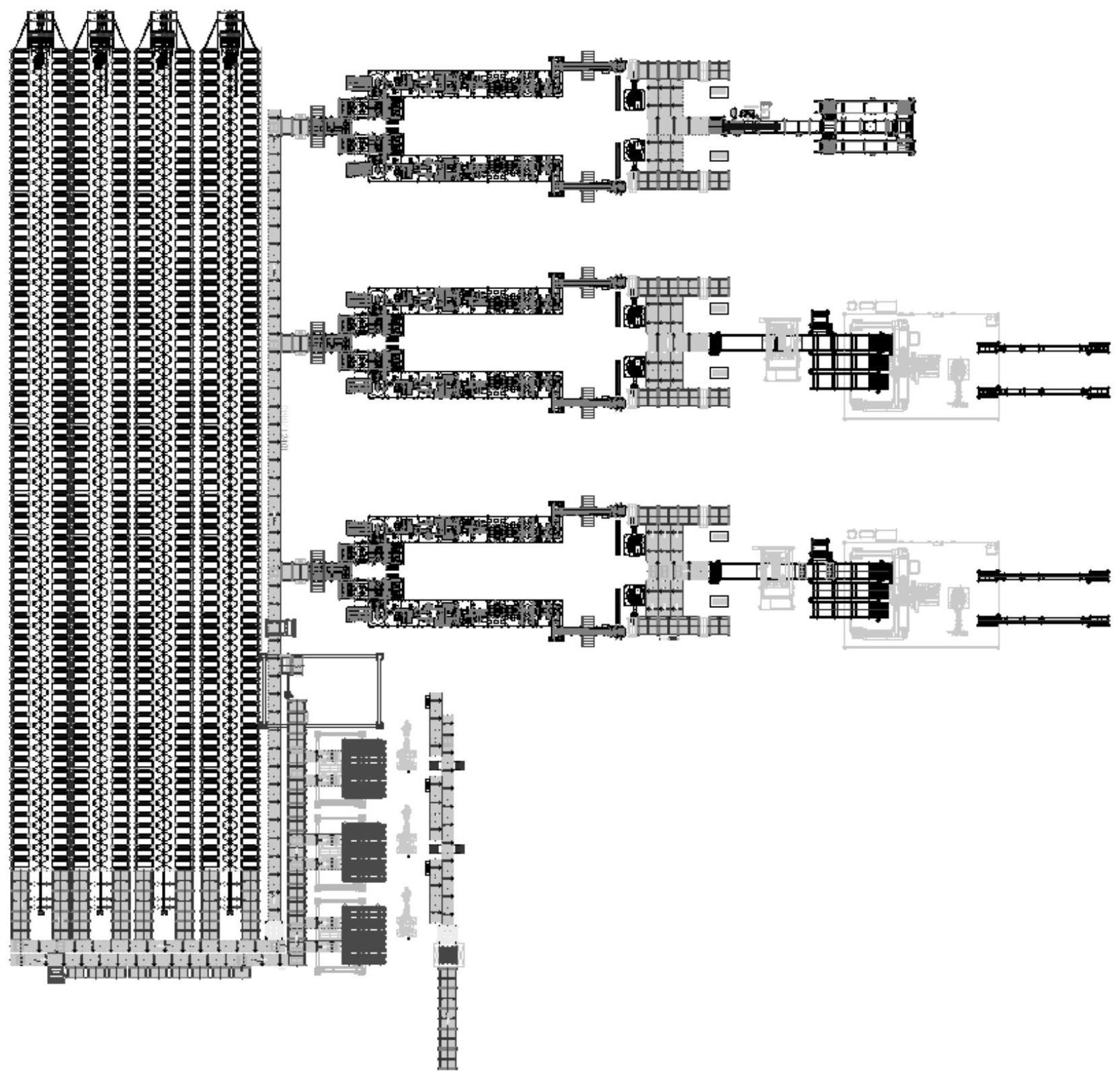
2、本发明解决其技术问题所采用的技术方案是:一种方形磷酸铁锂电池自动化生产线的物流系统,包括电芯成品库、电芯检测系统、包胶工位、pack模组线和电气控制系统,所述电芯成品库、电芯检测系统、包胶工位和pack模组线依次设置,所述电芯成品库、电芯检测系统、包胶工位和pack模组线与电气控制系统连接。
3、作为本发明的进一步改进:所述电芯成品库包括机械手、输送线、缓存区、叠盘缓存区、顶升移载装置、堆垛机、立库、wms(即仓库管理系统)和wcs(即仓库控制系统),所述wms与机械手、输送线、缓存区、叠盘缓存区、顶升移载装置、出入库搬运系统和立库为电连接,所述wcs与机械手、输送线、缓存区、叠盘缓存区、顶升移载装置、堆垛机、立库为电连接。
4、作为本发明的进一步改进:所述出入库搬运系统包括堆垛机,所述堆垛机与wms和wcs连接。
5、作为本发明的进一步改进:所述电芯检测系统包括ocv测试工位、测厚工位、称重工位和ccd外观检测工位,所述ocv测试工位、测厚工位、称重工位和ccd外观检测工位依次设置,所述ocv测试工位、测厚工位、称重工位和ccd外观检测工位与电气控制系统连接。
6、作为本发明的进一步改进:所述电芯检测系统包括ng品下料物流线,所述ng品下料物流线与电气控制系统连接。
7、作为本发明的进一步改进:所述电芯检测系统包括dcir测试工位,所述dcir测试工位与电气控制系统连接。
8、作为本发明的进一步改进:所述电芯检测系统包括ocr4测试工位、壳压测试工位和k值测试工位,所述ocr4测试工位、壳压测试工位和k值测试工位与电气控制系统连接。
9、一种方形磷酸铁锂电池自动化生产线的物流系统的管理方法,包括以下步骤:
10、对电芯进行ocv测试,若合格,则进入下一步,若不合格,则进入ng品下料物流线;
11、对电芯进行测厚和称重,若合格,则进入下一步,若不合格,则进入ng品下料物流线;
12、对电芯进行ccd外观检测,若合格,则进入包胶工位,若不合格,则进入ng品下料物流线。
13、一种方形磷酸铁锂电池自动化生产线的物流系统的管理方法,包括以下步骤:
14、对电芯进行ocv测试,若合格,则进入下一步,若不合格,则进入ng品下料物流线;
15、对电芯进行测厚和称重,若合格,则进入下一步,若不合格,则进入ng品下料物流线;
16、对电芯进行ccd外观检测,若合格,则进入下一步,若不合格,则进入ng品下料物流线;
17、对电芯进行dcir测试,若合格,则进入包胶工位,若不合格,则进入ng品下料物流线。
18、一种方形磷酸铁锂电池自动化生产线的物流系统的管理方法,包括以下步骤:
19、对电芯进行ocv测试,若合格,则进入下一步,若不合格,则进入ng品下料物流线;
20、对电芯进行测厚和称重,若合格,则进入下一步,若不合格,则进入ng品下料物流线;
21、对电芯进行ccd外观检测,若合格,则进入下一步,若不合格,则进入ng品下料物流线;
22、对电芯进行dcir测试,若合格,则进入下一步,若不合格,则进入ng品下料物流线;
23、对电芯进行ocr4、壳压和k值测试,若合格,则进入包胶工位,若不合格,则进入ng品下料物流线。
24、与现有技术相比,本发明的有益效果是:
25、本发明实现单支电池由组装下线后进行装盘扫码绑定按照电池生产工序进行有序转运,系统功能基于物流和信息流控制紧密结合—即在计算机控制软件中设置一套对物流运动进行动态跟踪的信息流系统,实现货物搬运及存取机械化、仓库管理自动化,使产品的储存、管理、周转联成一体,确立合理的储存量,减少仓储费用,建立了最佳物流组织形式,提高物流系统现代化水平,实现最佳的社会效益和经济效益。
技术特征:
1.一种方形磷酸铁锂电池自动化生产线的物流系统,其特征在于:包括电芯成品库、电芯检测系统、包胶工位、pack模组线和电气控制系统,所述电芯成品库、电芯检测系统、包胶工位和pack模组线依次设置,所述电芯成品库、电芯检测系统、包胶工位和pack模组线与电气控制系统连接。
2.根据权利要求1所述的一种方形磷酸铁锂电池自动化生产线的物流系统,其特征在于:所述电芯成品库包括机械手、输送线、缓存区、叠盘缓存区、顶升移载装置、堆垛机、立库、wms(即仓库管理系统)和wcs(即仓库控制系统),所述wms与机械手、输送线、缓存区、叠盘缓存区、顶升移载装置、出入库搬运系统和立库为电连接,所述wcs与机械手、输送线、缓存区、叠盘缓存区、顶升移载装置、堆垛机、立库为电连接。
3.根据权利要求2所述的一种方形磷酸铁锂电池自动化生产线的物流系统,其特征在于:所述出入库搬运系统包括堆垛机,所述堆垛机与wms和wcs连接。
4.根据权利要求3所述的一种方形磷酸铁锂电池自动化生产线的物流系统,其特征在于:所述电芯检测系统包括ocv测试工位、测厚工位、称重工位和ccd外观检测工位,所述ocv测试工位、测厚工位、称重工位和ccd外观检测工位依次设置,所述ocv测试工位、测厚工位、称重工位和ccd外观检测工位与电气控制系统连接。
5.根据权利要求4所述的一种方形磷酸铁锂电池自动化生产线的物流系统,其特征在于:所述电芯检测系统包括ng品下料物流线,所述ng品下料物流线与电气控制系统连接。
6.根据权利要求5所述的一种方形磷酸铁锂电池自动化生产线的物流系统,其特征在于:所述电芯检测系统包括dcir测试工位,所述dcir测试工位与电气控制系统连接。
7.根据权利要求6所述的一种方形磷酸铁锂电池自动化生产线的物流系统,其特征在于:所述电芯检测系统包括ocr4测试工位、壳压测试工位和k值测试工位,所述ocr4测试工位、壳压测试工位和k值测试工位与电气控制系统连接。
8.如权利要求1-7任意一项所述的一种方形磷酸铁锂电池自动化生产线的物流系统的管理方法,其特征在于:包括以下步骤:
9.如权利要求1-7任意一项所述的一种方形磷酸铁锂电池自动化生产线的物流系统的管理方法,其特征在于:包括以下步骤:
10.如权利要求1-7任意一项所述的一种方形磷酸铁锂电池自动化生产线的物流系统的管理方法,其特征在于:包括以下步骤:
技术总结
本发明公开了方形磷酸铁锂电池自动化生产线的物流系统及管理方法,包括电芯成品库、包胶工位、pack模组线和电气控制系统,所述电芯成品库包括机械手、输送线、缓存区、叠盘缓存区、顶升移载装置、堆垛机、立库、WMS和WCS。本发明实现单支电池由组装下线后进行装盘扫码绑定按照电池生产工序进行有序转运,系统功能基于物流和信息流控制紧密结合—即在计算机控制软件中设置一套对物流运动进行动态跟踪的信息流系统,实现货物搬运及存取机械化、仓库管理自动化,使产品的储存、管理、周转联成一体,确立合理的储存量,减少仓储费用,建立了最佳物流组织形式,提高物流系统现代化水平,实现最佳的社会效益和经济效益。
技术研发人员:黄东海,傅后益,童铁鑫,袁琦尧,王小强
受保护的技术使用者:珠海格力智能装备有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!