一种纱线定长控制装置及其控制方法与流程
本发明涉及络丝,具体涉及一种纱线定长控制装置及其控制方法。
背景技术:
1、纱线是一种纺织品,用各种纺织纤维加工成一定细度的产品,用于织布、制绳、制线、针织和刺绣等,分为短纤维纱,连续长丝等,纱线的细度有多种表示方法,例如号数、公制支数、英制支数、旦尼尔等,纱线的捻度用每米或每英寸的捻回数表示,毛纱及毛线一般用于纺织羊毛衫、毛裤、毛背心、围巾、帽子及手套和编织各种春秋季节服饰用品,除保暖外还有装饰作用,纺织纱线制作过程中,需通过卷筒将其定长收卷。
2、在现有技术中心,通常通过转轮的旋转速度、转轮周长和转动次数,累计计算出总线长,具体为:通过纱线,带动小转轮的旋转,再根据轮圆周,通过转速,计算得出线的长度,系统由测速装置、切丝器、主控制器张力调节器等组成。
3、但该方式在实际使用过程中存在以下缺点:
4、1、成本高:每一锭纱线都要需配一个定长仪,仪器需求数量大,综合成本很高。
5、2、误差大:由于采用小转轮周长进行计长,实际运行中,每一转计算长度和实际长度都会存在一定长度误差,经过大量次数的累积后,该误差会被严重放大,同时由于采用的是计速模式,通过速度换算转动次数,每次起始、停留的位置都是随机、无法确定,从而引入新的误差。以上两点都会导致最终线长误差极大。
6、3、一致性差:由于仪器数量多,因各仪器之间自身引起的误差差异较大,不稳定。
7、4、稳定性差:由于仪器数量多,仪器出现故障的概率大大加大。
8、中国专利号cn114275629a公开了一种纺织纱线定长收卷绕转机械,通过设有的底板、侧板、定长装置、引导装置、收卷装置和切割装置协同完成纺织纱线的定长收卷。
9、上述公开的这种收卷装置带动计量辊与旋转杆旋转,使得旋转杆拨动计数器,从而使得计量辊配合计数器确定纺织纱线的长度,但在实际使用过程中,计量辊的转速无法定速,造成纱线的张力随着计量辊的转速而发生变化,在张力的作用下容易造成纱线的张拉,影响纱线的长度,同时当纱线与计量辊之间存在倾斜角度,或纱线在计量辊上的厚度逐渐增加时,计量辊的每一转计算长度和实际长度都会存在一定长度误差,经过大量次数的累积后,该误差会被严重放大,影响纱线的定长精准度。
技术实现思路
1、本发明是为了克服上述现有技术中的缺陷,提供一种多绕线轮同步运行、定速转动、计时方式来计量线长的纱线定长控制装置及其控制方法。
2、为了实现上述发明目的,本发明采用以下技术方案:一种纱线定长控制装置,包括机体和转动连接于机体上的若干绕线轮,若干绕线轮成排设置于机体上,且若干绕线轮上均设有带动绕线轮转动的转动轴;相邻所述转动轴之间设有带动相邻转动轴同步转动的同步传动件,所有绕线轮在同步传动件作用下同步转动;其中一个所述转动轴上连接有伺服电机,且伺服电机电性连接有控制伺服电机的控制器,控制器电性连接有切丝器。
3、作为本发明的一种优选方案,若干所述绕线轮等距排布于机体上。
4、作为本发明的一种优选方案,所述绕线轮包括主绕线轮和次绕线轮,主绕线轮与伺服电机通过转动轴相连接,次绕线轮与主绕线轮通过至少一个同步传动件相连接。
5、作为本发明的一种优选方案,所述主绕线轮的转动轴上设有一个同步传动件,该同步传动件与相邻同步传动件相连接。
6、作为本发明的一种优选方案,所述次绕线轮的转动轴上设有两个同步传动件,两个同步传动件同时与该次绕线轮相邻两侧的同步传动件相连接。
7、作为本发明的一种优选方案,所述同步传动件包括同步轮和同步带,同步带同时与两个绕线轮上的同步轮相连接。
8、作为本发明的一种优选方案,所述控制器包括电性连接的计时控制器和伺服电机控制开关,计时控制器同时控制伺服电机控制开关和切丝器。
9、一种纱线定长控制装置的控制方法,包括权利要求1-7任一项所述的纱线定长控制装置,包括以下步骤:
10、步骤a:调整转速,通过伺服电机控制开关设置并调整伺服电机的额定输出转速;
11、步骤b:设定标准,将所需额定单位长度的纱锭和纱线装入纱线定长控制装置的其中一个绕线轮;
12、步骤c:测定标准,测试所需额定单位长度纱线所需的绕线时间,即伺服电机的启动时长;
13、步骤d:装入纱线,将所需绕制的同种纱线,装入纱线定长控制装置的各个绕线轮,选择与步骤c中相同的参数设置选项;
14、步骤e:绕制纱线,启动伺服电机,带动各个绕线轮进行绕线,当伺服电机的启动时长达到步骤c中的绕线时间时,切丝器切断纱线;
15、步骤f:完成绕线,各个绕线轮均完成所需额定单位长度纱线的绕线。
16、作为本发明的一种优选方案,所述步骤a中额定输出转速包括电机的起始加减速和最高转速。
17、作为本发明的一种优选方案,所述步骤c绕线完成后,保存该种纱线、绕线轮的类型,以及额定单位长度纱线的绕线所用时长和伺服电机的转速。
18、与现有技术相比,本发明实施例的有益效果是:
19、1、采用了系统集成的方式,所以使得系统结构和控制都更简单,在一个伺服电机作用下带动多个绕线轮进行绕线作业,且所有的绕线轮在同步传动件作用下始终处于同步转动状态,控制一个绕线轮的转速即可控制所有绕线轮的转速,确保各个绕线轮在绕制过程中均处于同步绕制状态;
20、2、通过控制绕制时长来控制纱线的绕制长度,没有了纱线绕制厚度和倾斜角度的干涉,使得绕制长度相对于绕制圈数控制方式具有更好的精准度,不受温湿度、振动、动态数据采集等影响;
21、3、通过先定位标准参数(转速、绕线轮、时间),然后再完全重现的方式,与常规动态检测、动态识别方式相比,更易于控制、稳定、精度更高。
22、4、一致性好,所有的纱线和纱锭同步控制,同时多个绕线轮只需操作一次即可实现多个绕线轮的同步绕制作业,效率高。
技术特征:
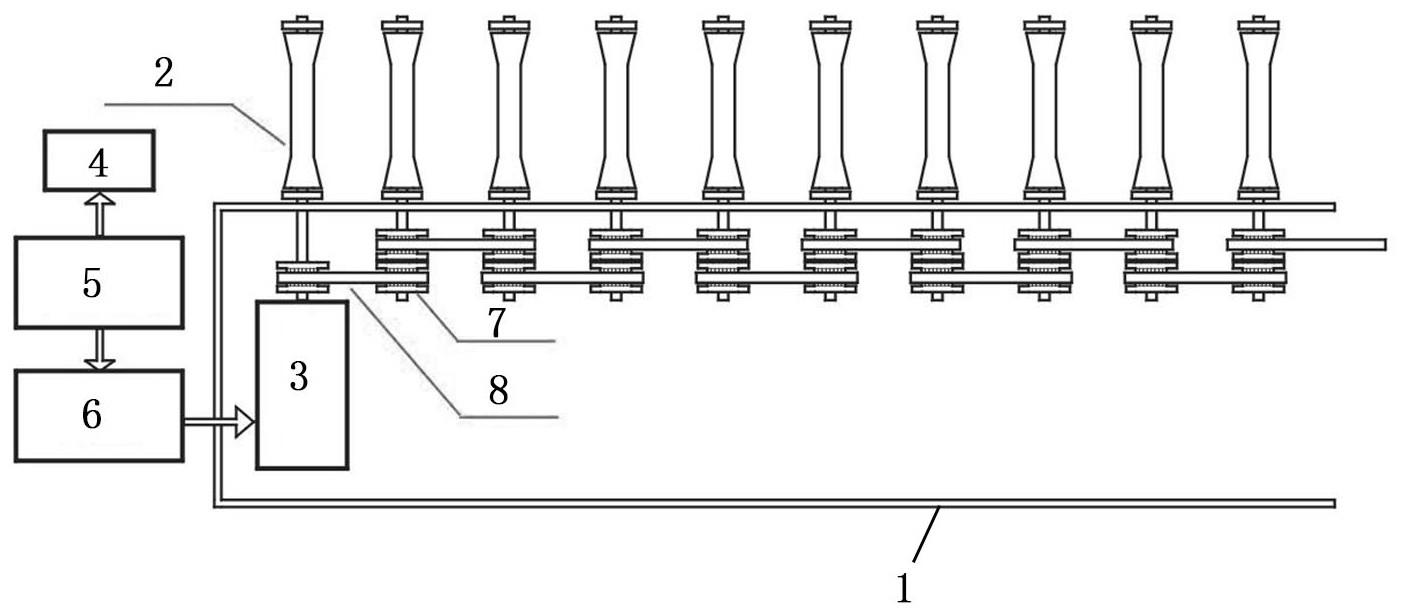
1.一种纱线定长控制装置,包括机体(1)和转动连接于机体(1)上的若干绕线轮(2),其特征在于,若干绕线轮(2)成排设置于机体(1)上,且若干绕线轮(2)上均设有带动绕线轮(2)转动的转动轴;相邻所述转动轴之间设有带动相邻转动轴同步转动的同步传动件,所有绕线轮(2)在同步传动件作用下同步转动;其中一个所述转动轴上连接有伺服电机(3),且伺服电机(3)电性连接有控制伺服电机(3)的控制器,控制器电性连接有切丝器(4)。
2.根据权利要求1所述的一种纱线定长控制装置,其特征在于,若干所述绕线轮(2)等距排布于机体(1)上。
3.根据权利要求2所述的一种纱线定长控制装置,其特征在于,所述绕线轮(2)包括主绕线轮和次绕线轮,主绕线轮与伺服电机(3)通过转动轴相连接,次绕线轮与主绕线轮通过至少一个同步传动件相连接。
4.根据权利要求3所述的一种纱线定长控制装置,其特征在于,所述主绕线轮的转动轴上设有一个同步传动件,该同步传动件与相邻同步传动件相连接。
5.根据权利要求4所述的一种纱线定长控制装置,其特征在于,所述次绕线轮的转动轴上设有两个同步传动件,两个同步传动件同时与该次绕线轮相邻两侧的同步传动件相连接。
6.根据权利要求5所述的一种纱线定长控制装置,其特征在于,所述同步传动件包括同步轮(7)和同步带(8),同步带(8)同时与两个绕线轮(2)上的同步轮(7)相连接。
7.根据权利要求1所述的一种纱线定长控制装置,其特征在于,所述控制器包括电性连接的计时控制器(5)和伺服电机控制开关(6),计时控制器(5)同时控制伺服电机控制开关(6)和切丝器(4)。
8.一种纱线定长控制装置的控制方法,包括权利要求1-7任一项所述的纱线定长控制装置,其特征在于,包括以下步骤:
9.根据权利要求8所述的一种纱线定长控制装置的控制方法,其特征在于,所述步骤a中额定输出转速包括电机的起始加减速和最高转速。
10.根据权利要求8所述的一种纱线定长控制装置的控制方法,其特征在于,所述步骤c绕线完成后,保存该种纱线、绕线轮(2)的类型,以及额定单位长度纱线的绕线所用时长和伺服电机(3)的转速。
技术总结
一种纱线定长控制装置,包括机体和转动连接于机体上的若干绕线轮,若干绕线轮成排设置于机体上,且若干绕线轮上均设有带动绕线轮转动的转动轴;相邻所述转动轴之间设有带动相邻转动轴同步转动的同步传动件,所有绕线轮在同步传动件作用下同步转动;其中一个所述转动轴上连接有伺服电机,且伺服电机电性连接有控制伺服电机的控制器,控制器电性连接有切丝器;与现有技术相比,采用了系统集成的方式,所以使得系统结构和控制都更简单,在一个伺服电机作用下带动多个绕线轮进行绕线作业,且所有的绕线轮在同步传动件作用下始终处于同步转动状态,控制一个绕线轮的转速即可控制所有绕线轮的转速,确保各个绕线轮在绕制过程中均处于同步绕制状态。
技术研发人员:付晓安,孟祥,刘桂青,冯晓朋,潘志高,胡军祥
受保护的技术使用者:浙江恒强科技股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!