零部件成套供应的产线布置结构和工位运转方法与流程
本发明涉及零部件成套供应生产线,具体地,涉及一种零部件成套供应的产线布置结构。另外,本发明还涉及一种零部件成套供应的工位运转方法。
背景技术:
1、零部件成套供应(sps)生产线中,料架携带产品单套物料(一般为小件),随产线工序移动,自动导引运输车(agv)是料架能够随着产线工艺移动的方式之一。
2、生产节拍较快的生产线中,一般按照与料架一一对应的方式配置自动导引运输车,以能够加快料架移动。但是,对于生产节奏较慢的生产线,为了节约设备投入,降低生产成本,则采用少量自动导引运输车来回穿梭搬运料架,如图1所示,以六个产线工位为例,现有的生产线中,料架配送工位上进设置一个能够摆放料架的位置,且与产线工位一一对应设置,产线完成一个节拍后,第6工位的料架空出,2台负责穿梭搬运的自动导引运输车,首先将第5个料架和第4个料架分别搬运至第6个产线工位和第5个产线工位,然后再依次将第3个、第2个和第1个料架搬运至第4个、第3个和第2个产线工位上,第1个产线工位空出后,由上线用自动导引运输车搬运新的料架,放置在第1个产线工位上,最终完成一个节拍的生产。但是,这种料架搬运方式中,自动导引运输车的运行距离较远,导致自动导引运输车的工作效率较低,进而影响整个生产线的工作效率。
3、有鉴于此,需要设计一种零部件成套供应的产线布置结构,以解决或克服上述技术问题。
技术实现思路
1、本发明一方面所要解决的技术问题是提供一种零部件成套供应的产线布置结构,该零部件成套供应的产线布置结构的结构简单,工作效率高。
2、本发明另一方面所要解决的技术问题是提供一种零部件成套供应的工位运转方法,该方法的效率较高。
3、为了解决上述技术问题,本发明一方面提供一种零部件成套供应的产线布置结构,包括多个产线工位、料架以及自动导引运输车,所述自动导引运输车包括上线用自动导引运输车、下线用自动导引运输车和线上自动导引运输车,其中所述上线用自动导引运输车适于向位于首位的所述产线工位上搬运所述料架;所述线上自动导引运输车的数量为至少两个,其中所述多个产线工位中至少部分所述产线工位上设有双料架配送工位,以使得相应的单台所述线上自动导引运输车在当前所处的所述产线工位和下一个所述产线工位能够同时启动;所述下线用自动导引运输车将位于末位的所述产线工位上的所述料架搬运下线。
4、作为本发明的一个优选实施方式,全部所述产线工位上设有双料架配送工位,以能够使单个所述产线工位上适于放置两个所述料架。
5、更优选地,单个所述产线工位上的靠近上线位置的所述双料架配送工位为临时料架工位,靠近下线位置的所述双料架配送工位为生产用料架工位。
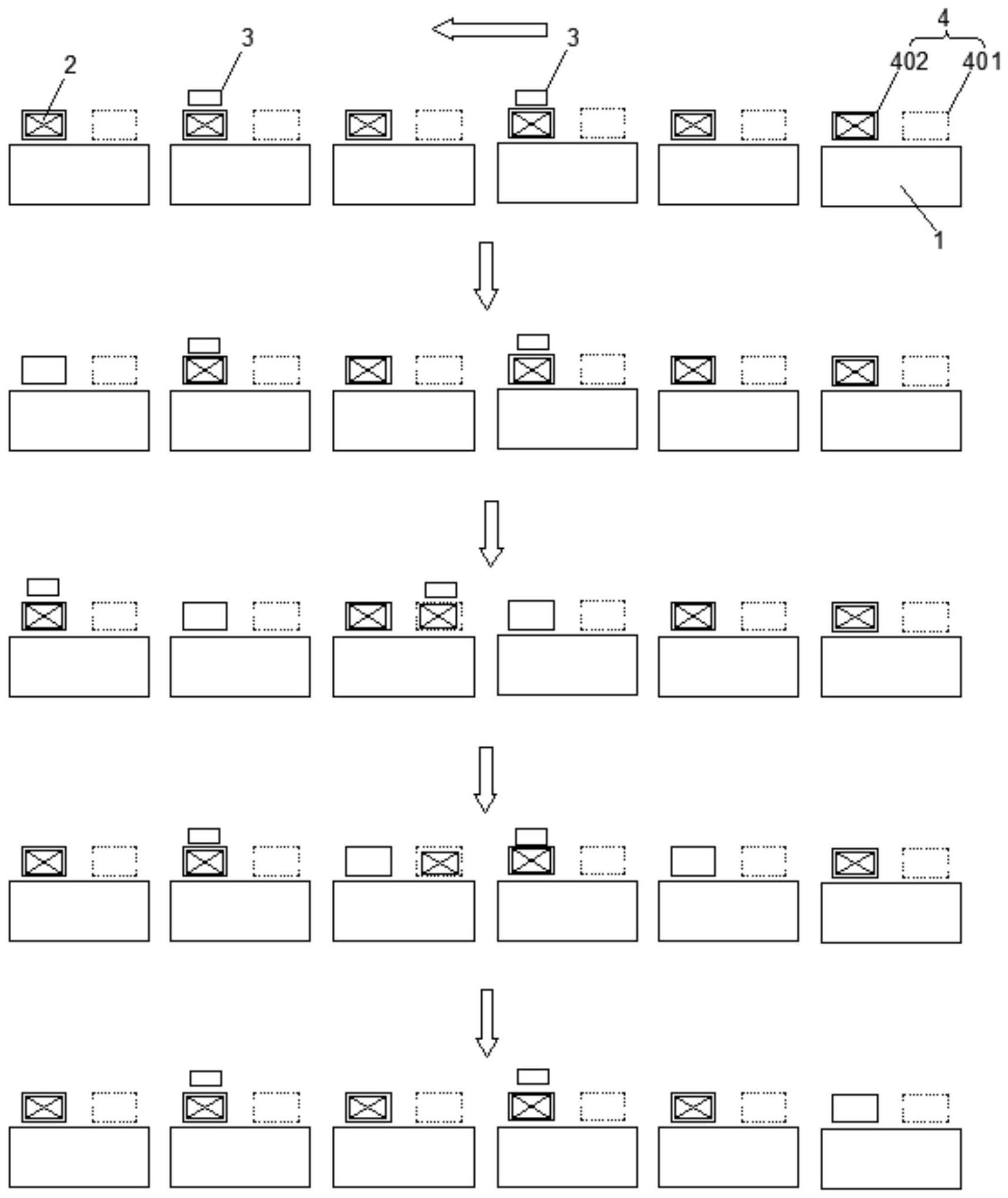
6、本发明另一方面提供一种零部件成套供应的工位运转方法,采用上述技术方案中任一项所述的零部件成套供应的产线布置结构,包括如下步骤:
7、s1、所述下线用自动导引运输车将位于末位的所述产线工位上的所述料架搬运下线;
8、多个所述线上自动导引运输车将对应所述产线工位上的所述料架搬运至下一个所述产线工位上;
9、s2、多个所述线上自动导引运输车向前移动至步骤s1中搬运后所产生空位的所述产线工位的上一个所述产线工位上,将该产线工位上的所述料架搬运至下一个所述产线工位上;
10、s3、重复步骤s2,直至位于首位的所述产线工位形成为空位;
11、s4、所述上线用自动导引运输车搬运新的所述料架上线。
12、具体地,步骤s1中,各所述线上自动导引运输车的移动所产生的距离为a,搬运所述料架所产生的距离为a。
13、更具体地,步骤s1中,各所述料架均位于生产用料架工位。
14、进一步地,步骤s2中,如果所述线上自动导引运输车未移动前的所述产线工位的下一个所述产线工位为空位,则所述线上自动导引运输车搬运的所述料架直接放置在生产用料架工位;如果该产线工位的生产用料架工位上已设有所述料架,则所述线上自动导引运输车搬运的所述料架放置在临时料架工位。
15、更进一步具体地,步骤s2或s3中,所述线上自动导引运输车将位于所述临时料架工位上的所述料架搬运至所述生产用料架工位上。
16、典型地,步骤s2或s3中,所述线上自动导引运输车移动至初始位置。
17、通过上述技术方案,本发明的零部件成套供应的产线布置结构包括多个产线工位、料架以及自动导引运输车,所述自动导引运输车包括上线用自动导引运输车、下线用自动导引运输车和线上自动导引运输车,其中所述上线用自动导引运输车适于向位于首位的所述产线工位上搬运所述料架;所述线上自动导引运输车的数量为至少两个,其中所述多个产线工位中至少部分所述产线工位上设有双料架配送工位,以使得相应的单台所述线上自动导引运输车在当前所处的所述产线工位的下一个所述产线工位能够同时启动;所述下线用自动导引运输车将位于末位的所述产线工位上的所述料架搬运下线。本发明的零部件成套供应的产线布置结构将线上自动导引运输车的数量设置为至少两个,多个产线工位中至少部分产线工位上设置双料架配送工位,包括每个产线工位均设置双料架配送工位,或者是根据实际配送要求在相应的产线工位上设置双料架配送工位,从而能够是的相应的单台线上自动导引运输车在当前所处的产线工位和下一个产线工位能够同时启动配送作业从而有效提高一个节拍过程中,线上自动导引运输车的搬运效率,使用效果好。
18、有关本发明的其他优点以及优选实施方式的技术效果,将在下文的具体实施方式中进一步说明。
技术特征:
1.一种零部件成套供应的产线布置结构,其特征在于,包括多个产线工位(1)、料架(2)以及自动导引运输车,所述自动导引运输车包括上线用自动导引运输车、下线用自动导引运输车和线上自动导引运输车(3),其中
2.根据权利要求1所述的零部件成套供应的产线布置结构,其特征在于,全部所述产线工位(1)上设有双料架配送工位(4),以能够使单个所述产线工位(1)上适于放置两个所述料架(2)。
3.根据权利要求2所述的零部件成套供应的产线布置结构,其特征在于,单个所述产线工位(1)上的靠近上线位置的所述双料架配送工位(4)为临时料架工位(401),靠近下线位置的所述双料架配送工位(4)为生产用料架工位(402)。
4.一种零部件成套供应的工位运转方法,其特征在于,采用权利要求1至3中任一项所述的零部件成套供应的产线布置结构,包括如下步骤:
5.根据权利要求4所述的零部件成套供应的工位运转方法,其特征在于,步骤s1中,各所述线上自动导引运输车(3)的移动所产生的距离为a,搬运所述料架(2)所产生的距离为a。
6.根据权利要求4所述的零部件成套供应的工位运转方法,其特征在于,步骤s1中,各所述料架(2)均位于生产用料架工位(402)。
7.根据权利要求4所述的零部件成套供应的工位运转方法,其特征在于,步骤s2中,如果所述线上自动导引运输车(3)未移动前的所述产线工位(1)的下一个所述产线工位(1)为空位,则所述线上自动导引运输车(3)搬运的所述料架(2)直接放置在生产用料架工位(402);如果该产线工位(1)的生产用料架工位上已设有所述料架(2),则所述线上自动导引运输车(3)搬运的所述料架(2)放置在临时料架工位(401)。
8.根据权利要求7所述的零部件成套供应的工位运转方法,其特征在于,步骤s2或s3中,所述线上自动导引运输车(3)将位于所述临时料架工位上的所述料架(2)搬运至所述生产用料架工位上。
9.根据权利要求7所述的零部件成套供应的工位运转方法,其特征在于,步骤s2或s3中,所述线上自动导引运输车(3)移动至初始位置。
技术总结
本发明涉及零部件成套供应生产线,具体公开了一种零部件成套供应的产线布置结构,包括多个产线工位、料架以及自动导引运输车,自动导引运输车包括上线用自动导引运输车、下线用自动导引运输车和线上自动导引运输车;线上自动导引运输车的数量为至少两个,其中多个产线工位中至少部分产线工位上设有双料架配送工位,以使得相应的单台线上自动导引运输车在当前所处的产线工位和下一个产线工位能够同时启动。另外,本发明还公开了一种零部件成套供应的工位运转方法。本发明的零部件成套供应的产线布置结构的结构简单,工作效率高,使用效果好。
技术研发人员:邹智伶,易伟平,颜宇光,梁超,柳志诚
受保护的技术使用者:湖南中联重科智能高空作业机械有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!