一种全自动竹条捆扎设备的制作方法
本发明涉及竹条捆扎设备,具体为一种全自动竹条捆扎设备。
背景技术:
1、目前竹条捆扎方式主要有以下两种:
2、半自动竹条捆扎机:近年市场才对竹条全自动捆扎需求比较大,目前竹制品行业竹条打包普遍采用半自动捆扎方式。半自动捆扎需要人工将一定数量的竹条整理成一排后放到半自动捆扎机上进行捆扎。每根竹条弯曲方向及程度各异,人工整理竹条难度很大,导致竹条捆扎速度与前端竹条粗刨速度严重不协调,影响生产效率。
3、全自动竹条捆扎机(分离机):设备由竹条整理机、全自动捆扎机、出料移载机三部分组成,现场拼装难度大、拼装误差比较难保证。另外出料移载机做成落地式,设备拼装长度过大,小型竹制品厂很难有足够空间摆放设备。为此,我们提出一种全自动竹条捆扎设备。
技术实现思路
1、本发明的目的在于提供一种全自动竹条捆扎设备,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种全自动竹条捆扎设备,包括依次安装于捆扎机体上的入料机构、提升机构、旋转机构、推送机构、防倒机构、输送机构、端部整平机构、全自动捆扎装置、出料移载机构。
3、所述入料机构内侧设置有储料槽,所述入料机构上侧设置有竖向安装的计数传感器,所述提升机构设置在储料槽底部,所述提升机构的上部设置有旋转机构,所述输送机构包括输送限位气缸。
4、优选的,所述入料机构包括入料前导向槽,所述入料前导向槽侧面设置有入料轮组,所述入料轮组侧面与入料电机传动连接。
5、优选的,所述旋转机构包括旋转电机和旋转夹紧气缸。
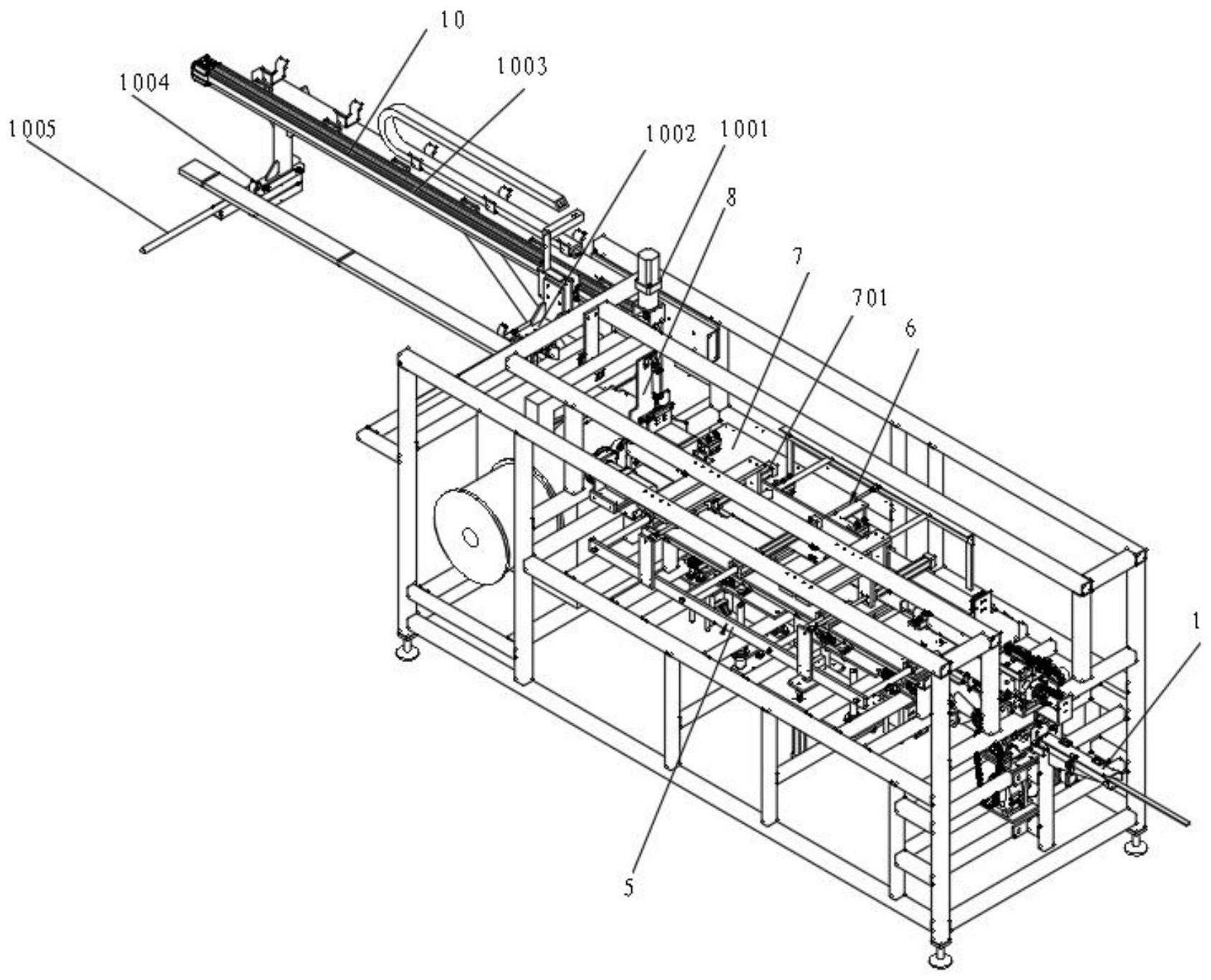
6、优选的,所述出料移载机构包括出料驱动电机,机体的出料口设置有出料夹爪,所述出料驱动电机侧面设置有出料移载模组,所述出料移载模组的前端设置有推料气缸和承料台。
7、优选的,所述出料夹爪采用三轴气缸夹紧。
8、优选的,所述出料移载机构为前伸悬臂模式。
9、与现有技术相比,本发明的有益效果是:该种全自动竹条捆扎设备,结构设计简单合理。设备一体机避免了拼装的误差间隙,也保证运行时各部件不相对移动,减少故障率;
10、设备做成一体机形式、不需要现场拼接。出料移载做成悬臂结构,移载机构底部可以放置托架码垛捆扎好的竹条,有效节省空间。竹条进入该设备后全程全方位限位,竹条捆扎出料平整顺直,捆扎速度与前端粗刨速度协调,可以大大提高生产效率。竹条计数检测竹条宽面,保证计数准确。竹条整平前置于竹条捆扎,在竹条松弛未捆紧的情况下整平效果更好,保证竹条端部平整。
技术特征:
1.一种全自动竹条捆扎设备,包括依次安装于捆扎机体上的入料机构(1)、提升机构(3)、旋转机构(4)、推送机构(5)、防倒机构(6)、输送机构(7)、端部整平机构(8)、全自动捆扎装置(9)、出料移载机构(10),其特征在于:
2.根据权利要求1所述的一种全自动竹条捆扎设备,其特征在于:所述入料机构(1)包括入料前导向槽(101),所述入料前导向槽(101)侧面设置有入料轮组(102),所述入料轮组(102)侧面与入料电机(103)传动连接。
3.根据权利要求1所述的一种全自动竹条捆扎设备,其特征在于:所述旋转机构(4)包括旋转电机(401)和旋转夹紧气缸(402)。
4.根据权利要求1所述的一种全自动竹条捆扎设备,其特征在于:所述出料移载机构(10)包括出料驱动电机(1001),机体的出料口设置有出料夹爪(1002),所述出料驱动电机(1001)侧面设置有出料移载模组(1003),所述出料移载模组(1003)的前端设置有推料气缸(1004)和承料台(1005)。
5.根据权利要求4所述的一种全自动竹条捆扎设备,其特征在于:所述出料夹爪(1002)采用三轴气缸夹紧。
6.根据权利要求1所述的一种全自动竹条捆扎设备,其特征在于:所述出料移载机构(10)为前伸悬臂模式。
技术总结
本发明公开了一种全自动竹条捆扎设备,包括依次安装于捆扎机体上的入料机构、提升机构、旋转机构、推送机构、防倒机构、输送机构、端部整平机构、全自动捆扎装置、出料移载机构。所述入料机构内侧设置有储料槽,所述入料机构上侧设置有竖向安装的计数传感器,所述提升机构设置在储料槽侧面,所述提升机构的上部设置有旋转机构,所述输送机构包括输送限位气缸。本发明结构设计科学合理,设备一体机避免了拼装的误差间隙,也保证运行时各部件不相对移动,减少故障率。出料移载采用悬臂结构,节省出承料台下部空间可以用于码垛竹条,实现空间利用最大化。
技术研发人员:周晓源,高锐,陈闪闪,官新宇,温晓芸,卢文城
受保护的技术使用者:福建科乐达智能设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!