一种休闲椅的椅垫夹料自动化机构的制作方法
1.本实用新型属于休闲椅加工用具技术领域,尤其涉及一种休闲椅的椅垫夹料自动化机构。
背景技术:
2.目前的椅子中,椅垫(坐垫)大多采用了塑料制品。而椅垫在生产过程中,大多采用了一次成型工艺制作而成。椅垫在成型后,一般都是直接掉落到收集框内,然后经过人工收集整理后在运输进行到下一道工序中。此类的收集方式缺陷是:在人工收集的时候需要等大量成型件堆积时暂停成型机,或者掉落一件处理一件,两类收集方式会导致生产效率低下,而且很容易使得员工被成型件砸中,会对员工造成伤害。针对上述问题有些企业对生产线进行改进,在椅垫成型的下方处设置了输送线,成型件掉落到输送线上,经过输送到终端有人员进行收集整理。此类的操作可以避免上述问题,但是成型件有时较大,掉落时会对产品本身和输送线造成损伤。而且在进入下一道工序前,还是需要人工进行整理。
技术实现要素:
3.本实用新型的目的在于解决以上所述的技术问题,提供一种可以对成型件自动完成夹料、输送,使得椅垫成型后的出料更加的平稳、快捷,输送更加的方便,使得在出料和输送以及放置过程中实现产品无损伤且一体自动化操作的休闲椅的椅垫夹料自动化机构,其技术方案如下:
4.一种休闲椅的椅垫夹料自动化机构,包括两条平行设置的上轨道,上轨道的底部开设有滑行槽,两条上轨道之间连有下轨道,下轨道的底部处设置有圆盘基座,圆盘基座的底面上以圆心为中心点,均匀开设有四条轨道槽,轨道槽内设置有悬臂,悬臂的上端滑动设置在轨道槽内,悬臂的下端处连接有料夹,4个料夹的开口方向两两对应,轨道槽内设置有夹料气缸,夹料气缸的输出端连有悬臂。
5.上轨道、下轨道的设置的作用是使得圆盘基座能够实现前后左右的输送,其效果是实现椅垫成型件能够进行前后左右输送,使得输送更加的方便。
6.圆盘基座的作用是为悬臂的运动提供场所,可以对对悬臂的运动起到导向作用,其效果是使得夹料能够更加的平稳,使得椅垫成型后的出料更加的平稳、快捷。
7.料夹的作用是从4个方向上夹住椅垫的成型件,其效果是可以使得椅垫成型件能够被夹住进行运输。
8.4个料夹的开口方向两两对应和以圆盘为中心均匀设置的四条轨道,可以使得椅垫成型件的四边在进入料夹后能够被紧紧夹设在四个料夹之间,而且由于结构对称,料夹夹料非常的稳定,使得椅垫成型后的出料更加的平稳。
9.优选方式为,圆盘基座的圆心处设置有吸盘气缸,吸盘气缸的输出端连有吸盘,吸盘的上部处开设有抽真空孔。
10.椅垫成型件在被料夹夹住,输送后会被统一放置在下一道工序的操作台上。位于
圆盘基座中心处的吸盘的作用是吸住椅垫成型件的中心位置上,其效果一是可以使得成型件在输送的过程中更加的稳定;二是当成型件被放下的时候可以实现先松开退出料夹,然后再抽离吸盘,使得成型件的放置更加的轻盈,使得成型件在出料和输送以及放置过程中实现产品无损伤,同时也使得下一道工序的操作台不受撞击损伤。
11.优选方式为,料夹为u字形料夹,料夹的内壁上设置有弹性层。
12.弹性层的作用是防止料夹和椅垫成型件之间在夹料过程中发生摩擦,其效果是保护椅垫成型件产品不受损伤,使得成型件在出料和输送以及放置过程中实现产品无损伤。
13.优选方式为,弹性层的厚度由u字形料夹的开口处向内逐渐增厚。
14.弹性层厚度的变化的效果是由弹性层对椅垫成型件形成一个压迫性的夹力,使得椅垫成型件不会发生晃动、位移。
15.本实用新型的效果是:可以对成型件自动完成夹料、输送,使得椅垫成型后的出料更加的平稳、快捷,输送更加的方便,使得在出料和输送以及放置过程中实现产品无损伤且一体自动化操作。
附图说明
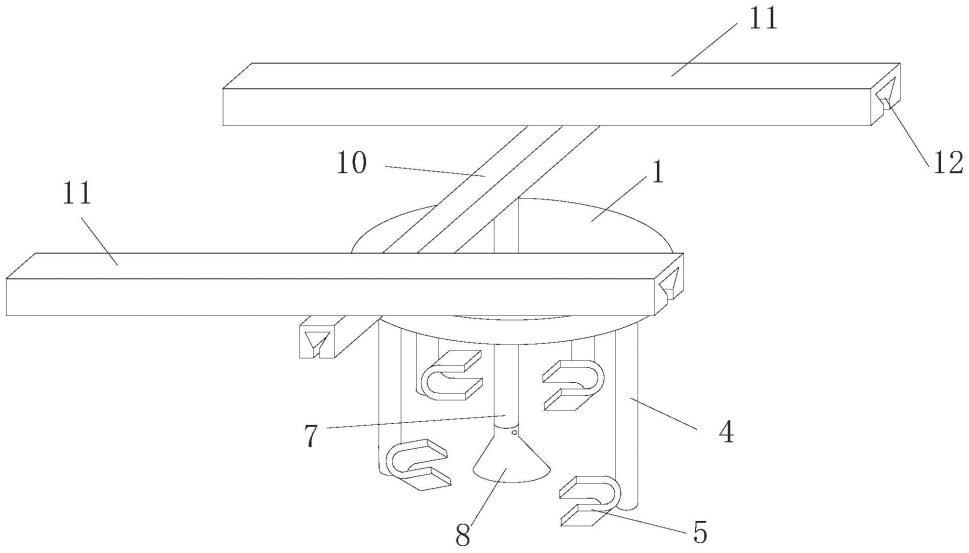
16.图1为本实用新型的示意图。
17.图2为本实用新型的局部示意图。
18.图3为圆盘基座的示意图。
19.图4为料夹的示意图。
具体实施方式
20.下面结合图1具体说明实施例:
21.如图3所示,圆盘基座1一般为金属材质或塑料材质的圆盘。圆盘基座的表面开设有四条轨道槽2。四条轨道槽两两对应,并且四条轨道槽是以圆盘基座为中心均匀分布在圆盘基座的表面上,四条轨道槽相邻之间相互垂直。四条轨道槽内靠近圆盘基座的中心处固定设置有夹料气缸3。
22.如图2所示,夹料气缸的输出端连接有悬臂4。悬臂上连接夹料气缸的一端位于轨道槽内,在夹料气缸的带动下可以在轨道槽内滑动。悬臂的另一端处焊接有料夹5。
23.如图4所示,料夹5一般为横向放置的u字形料夹,且四个料夹的开口方向两两相对设置。料夹的内壁上铺设有一层弹性层6,弹性层一般为橡胶层或柔性海绵层。弹性层的厚度从料夹的开口处向内逐渐增厚。从而使得料夹内的空间从开口处向内逐渐变小。
24.如图1所示,圆盘基座的中心处设置了吸盘气缸7,吸盘气缸的输出端连有吸盘8,吸盘的上部开设有吸真空孔9。当吸盘与椅垫成型件的表面接触的时候,通过气管进把吸盘和椅垫成型件之间的空间抽成真空,进行真空吸附。
25.圆盘基座是滑动设置在下轨道10的底部,可以实现圆盘基座的前后运动。而下轨道是通过滑行槽12滑动设置在两条上轨道11之间的,从而可以实现圆盘基座的左右运动。从而方便运输。
26.在使用的时候,通过上轨道和下轨道调节圆盘基座位置。然后吸盘气缸下放吸盘,使得吸盘与成型件表面接触后进行抽真空吸附。然后,夹料气缸启动,带动悬臂和料夹向成
型件的四边靠拢,并且使得料夹夹在成型件的四边上。然后进行运输。到达指定位置后,先通过夹料气缸使得料夹退出离开成型件的四边。最后吸盘与成型件表面脱离。
技术特征:
1.一种休闲椅的椅垫夹料自动化机构,包括两条平行设置的上轨道,上轨道的底部开设有滑行槽,两条上轨道之间连有下轨道,其特征在于,所述的下轨道的底部处设置有圆盘基座,圆盘基座的底面上以圆心为中心点,均匀开设有四条轨道槽,轨道槽内设置有悬臂,悬臂的上端滑动设置在轨道槽内,悬臂的下端处连接有料夹,4个料夹的开口方向两两对应,轨道槽内设置有夹料气缸,夹料气缸的输出端连有悬臂。2.如权利要求1所述的休闲椅的椅垫夹料自动化机构,其特征在于,所述的圆盘基座的圆心处设置有吸盘气缸,吸盘气缸的输出端连有吸盘,吸盘的上部处开设有抽真空孔。3.如权利要求1所述的休闲椅的椅垫夹料自动化机构,其特征在于,所述的料夹为u字形料夹,料夹的内壁上设置有弹性层。4.如权利要求3所述的休闲椅的椅垫夹料自动化机构,其特征在于,所述的弹性层的厚度由u字形料夹的开口处向内逐渐增厚。
技术总结
本实用新型公开了一种休闲椅的椅垫夹料自动化机构,包括两条平行设置的上轨道,上轨道的底部开设有滑行槽,两条上轨道之间连有下轨道,下轨道的底部处设置有圆盘基座,圆盘基座的底面上以圆心为中心点,均匀开设有四条轨道槽,轨道槽内设置有悬臂,悬臂的上端滑动设置在轨道槽内,悬臂的下端处连接有料夹,4个料夹的开口方向两两对应,轨道槽内设置有夹料气缸,夹料气缸的输出端连有悬臂。本实用新型的效果是:可以对成型件自动完成夹料、输送,使得椅垫成型后的出料更加的平稳、快捷,输送更加的方便,使得在出料和输送以及放置过程中实现产品无损伤且一体自动化操作。产品无损伤且一体自动化操作。产品无损伤且一体自动化操作。
技术研发人员:马让琼
受保护的技术使用者:德清川龙工艺品有限公司
技术研发日:2022.03.22
技术公布日:2022/9/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1