汽车滤清器外壳自动化生产上料设备的制作方法
1.本实用新型涉及汽车滤清器制造技术领域,尤其是涉及汽车滤清器外壳自动化生产上料设备。
背景技术:
2.滤清器是发动机上的重要部件,其主要起到过滤的作用,由于滤清器外壳生产过程中原料板叠放在一起,并且原料板之间涂有油液,目前多使用吸盘进行分离上料,但这种方式需要克服原料板之间的吸附力,因此对吸盘的吸力是很大的考验,并且为了克服吸附力造成了较大的能源浪费,所以急需一种简单稳定的设备来进行上料操作。
技术实现要素:
3.有鉴于此,本实用新型的目的是针对现有技术的不足,提供一种汽车滤清器外壳自动化生产上料设备,可以更容易进行原料板分离和上料操作。
4.为达到上述目的,本实用新型采用以下技术方案:
5.汽车滤清器外壳自动化生产上料设备,包括依次设置的分料模块、送料模块和传送带;
6.送料模块包括底座、连接杆、支撑板和上下开口的盒体,底座和盒体通过连接杆连接,支撑板活动设置在盒体内,支撑板下方活动连接有螺纹杆,底座上设置有电机、主动齿轮、内螺纹齿轮和推力球轴承,电机输出轴连接主动齿轮,推力球轴承轴承座通过支撑杆固定在底座上,推力球轴承轴圈与内螺纹齿轮固定连接,内螺纹齿轮与主动齿轮啮合,内螺纹齿轮内圈与螺纹杆螺纹配合;
7.分料模块包括支撑架和气压缸,气压缸设置在支撑架上,气压缸活塞杆上安装有推板,推板下端面与盒体上端面平齐;
8.传送带高度低于盒体上端面。
9.进一步地,电机为伺服电机。
10.进一步地,传送带通过电机驱动。
11.进一步地,主动齿轮和内螺纹齿轮之间设置有从动齿轮。
12.本实用新型的有益效果是:
13.本实用新型送料模块使用电机来推动工件向盒体上方移动,可以根据工件的厚度精确控制电机旋转的圈数,以此来达到将工件提升到指定高度的目的,准确度高,不会出现多个工件同时被选取的问题;分料模块使用气压缸带动推板的方式来推动工件,结构简单,稳定性好;最后将工件推送到传送带上,实现工件的自动分离上料操作。
附图说明
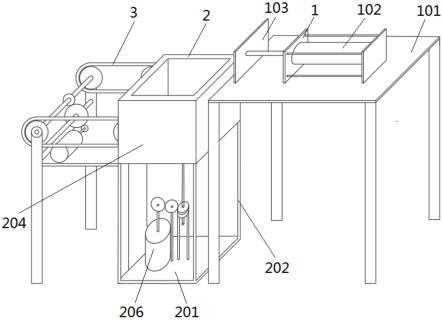
14.图1为本实用新型汽车滤清器外壳自动化生产上料设备的结构示意图;
15.图2为本实用新型汽车滤清器外壳自动化生产上料设备的侧视图。
16.图中:1-分料模块、101-支撑架、102-气压缸、103-推板、2-送料模块、201-底座、202-连接杆、203-支撑板、204-盒体、205-螺纹杆、206-电机、207-主动齿轮、208-内螺纹齿轮、209-推力球轴承、210-支撑杆、211-从动齿轮、3-传送带。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.如图1所示,本实用新型提供的汽车滤清器外壳自动化生产上料设备,包括依次设置的分料模块1、送料模块2和传送带3,传送带3通过电机驱动,可以直接传送到上料口或者其他传送带上。
19.如图2所示,送料模块2包括底座201、连接杆202、支撑板203和上下开口的盒体204,底座201和盒体204通过连接杆202连接,支撑板203活动设置在盒体204内,支撑板203下方活动连接有螺纹杆205,底座201上设置有电机206、主动齿轮207、内螺纹齿轮208和推力球轴承209,电机206为伺服电机,精确度高,非常适用于这种高精度的场合,电机206输出轴连接主动齿轮207,推力球轴承209轴承座通过支撑杆210固定在底座201上,推力球轴承209轴圈与内螺纹齿轮208固定连接,内螺纹齿轮208与主动齿轮207啮合,主动齿轮207和内螺纹齿轮208之间设置有从动齿轮211,可以帮助改变传动比,提高力矩,内螺纹齿轮208内圈与螺纹杆205螺纹配合,主动齿轮207带动从动齿轮211和内螺纹齿轮208转动,因为内螺纹齿轮208固定在推力球轴承209轴圈上,无法上下移动,内螺纹齿轮208带动螺纹杆205转动,从而向上移动,并推动支撑板203上升;
20.分料模块1包括支撑架101和气压缸102,气压缸102设置在支撑架101上,气压缸102活塞杆上安装有推板103,使用气压缸102带动推板103的方式来推动工件,结构简单,稳定性好,推板103下端面与盒体204上端面平齐,保证推板103只推动盒体204上端面以上的原料板;传送带3高度低于盒体204上端面,让原料板从盒体204上开口顺利滑落到传送带3上,实现原料板的顺利分离。
21.工作时,启动电机206带动主动齿轮207和内螺纹齿轮208啮合,内螺纹齿轮208转动,带动与其内圈螺纹配合的螺纹杆205向上转动,并推动支撑板203上升,只将最上面的一个原料板推动到盒体204上端面以上,然后启动气压缸102,推板103推动盒体204上端面以上的原料板滑落到传送带3上,传送带3将原料板传送到上料口,完成上料操作。
22.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,本领域普通技术人员对本实用新型的技术方案所做的其他修改或者等同替换,只要不脱离本实用新型技术方案的精神和范围,均应涵盖在本实用新型的权利要求范围当中。
技术特征:
1.汽车滤清器外壳自动化生产上料设备,其特征在于:包括依次设置的分料模块(1)、送料模块(2)和传送带(3);所述送料模块(2)包括底座(201)、连接杆(202)、支撑板(203)和上下开口的盒体(204),所述底座(201)和盒体(204)通过连接杆(202)连接,所述支撑板(203)活动设置在盒体(204)内,所述支撑板(203)下方活动连接有螺纹杆(205),所述底座(201)上设置有电机(206)、主动齿轮(207)、内螺纹齿轮(208)和推力球轴承(209),所述电机(206)输出轴连接主动齿轮(207),所述推力球轴承(209)轴承座通过支撑杆(210)固定在底座(201)上,所述推力球轴承(209)轴圈与内螺纹齿轮(208)固定连接,所述内螺纹齿轮(208)与主动齿轮(207)啮合,所述内螺纹齿轮(208)内圈与螺纹杆(205)螺纹配合;所述分料模块(1)包括支撑架(101)和气压缸(102),所述气压缸(102)设置在支撑架(101)上,所述气压缸(102)活塞杆上安装有推板(103),所述推板(103)下端面与盒体(204)上端面平齐;所述传送带(3)高度低于盒体(204)上端面。2.根据权利要求1所述的汽车滤清器外壳自动化生产上料设备,其特征在于:所述电机(206)为伺服电机。3.根据权利要求1所述的汽车滤清器外壳自动化生产上料设备,其特征在于:所述传送带(3)通过电机驱动。4.根据权利要求1所述的汽车滤清器外壳自动化生产上料设备,其特征在于:所述主动齿轮(207)和内螺纹齿轮(208)之间设置有从动齿轮(211)。
技术总结
本实用新型公开了汽车滤清器外壳自动化生产上料设备,包括依次设置的分料模块、送料模块和传送带;送料模块包括底座、连接杆、支撑板和上下开口的盒体,底座和盒体通过连接杆连接,支撑板活动设置在盒体内,支撑板下方活动连接有螺纹杆,底座上设置有电机、主动齿轮、内螺纹齿轮和推力球轴承,电机输出轴连接主动齿轮,推力球轴承轴承座通过支撑杆固定在底座上,推力球轴承轴圈与内螺纹齿轮固定连接,内螺纹齿轮与主动齿轮啮合,内螺纹齿轮内圈与螺纹杆螺纹配合;分料模块包括支撑架和气压缸,气压缸设置在支撑架上,气压缸活塞杆上安装有推板。本实用新型可以更容易进行原料板分离和上料操作。上料操作。上料操作。
技术研发人员:徐建立 陈东华 郝峰磊
受保护的技术使用者:商丘众誉汽车零部件有限公司
技术研发日:2022.06.14
技术公布日:2022/10/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1