自动打包装置的制作方法
本申请涉及打包,具体涉及一种自动打包装置。
背景技术:
1、目前,一些物料(例如烟叶)在打包时采用单台打包机独立作业。具体流程为:先将工件装入第一料框内,然后人工搬运至储料库,接着去掉第一料框,将物料堆垛存放,在打包时再人工把物料装入专用的第二料框内并送至打包机进行打包,最后在打完包人工再将烟包运至仓库堆垛。然而,由于整个打包转运过程全部采用人工操作,且打包时二次装箱重复劳动,工人劳动强度大,效率低。
技术实现思路
1、鉴于以上问题,本申请提出一种自动打包装置,以解决上述人工打包劳动强度大和效率低的技术问题。
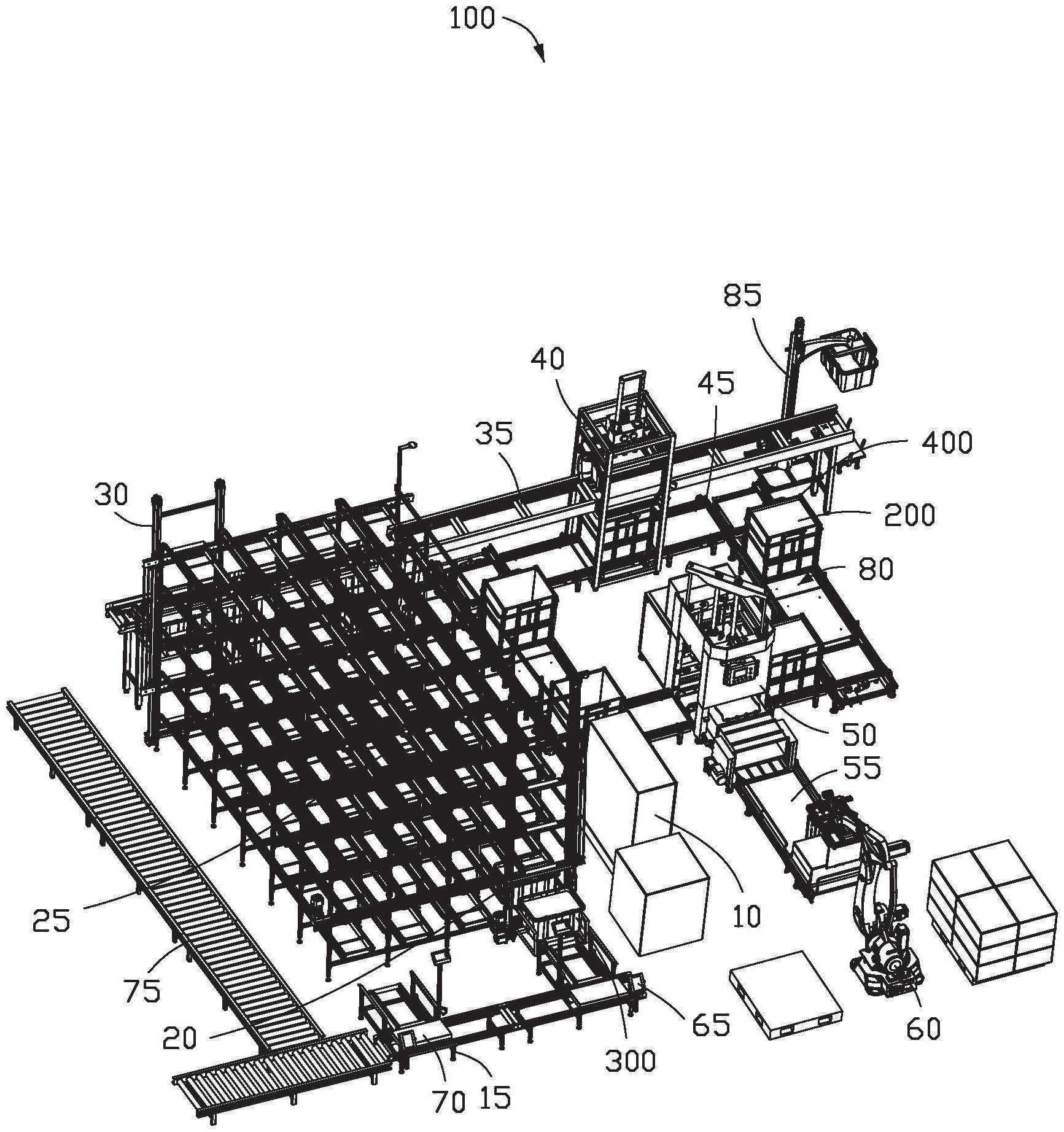
2、本申请提出了一种自动打包装置,用于自动打包物料,包含控制装置及分别与所述控制装置连接的来料输送机构、入库升降机构、储料库、出库升降机构、第一送料输送机构、落料机构、第二送料输送机构、打包机构、成品输送机构;
3、所述来料输送机构用于输送盛装物料的第一料框;
4、所述入库升降机构设于所述来料输送机构和所述储料库之间,以将从所述来料输送机构输送至的盛装物料的第一料框输送至所述储料库;
5、所述储料库用于存储盛装物料的第一料框以及输送盛装物料的第一料框至所述出库升降机构;
6、所述出库升降机构设于所述储料库和所述储料库后的所述第一送料输送机构之间,以将从所述储料库输送至盛装物料的第一料框输送至所述储料库后的所述第一送料输送机构;
7、所述第一送料输送机构与所述第二送料输送机构的一段层叠设置,所述第二送料输送机构的一段位于所述第一送料输送机构的下方,用于输送从所述第一送料输送机构落下物料的第二料框;
8、所述落料机构设于层叠的所述第一送料输送机构与所述第二送料输送机构上,所述第一送料输送机构对应所述落料机构的位置设有一落料口,所述落料机构用以使所述第一送料输送机构输送的盛装物料的第一料框运动,并将物料从所述落料口落至所述第二送料输送机构上的第二料框内;
9、所述打包机构设于所述第二送料输送机构上,以将从所述第二送料输送机构输送至的第二料框内的物料进行打包,并将打包后的物料输送至所述成品输送机构,从而使得所述成品输送机构将打包后的物料输送至第一预设位置。
10、在一些实施例中,其中所述储料库包括:
11、框架结构,由多个沿第一方向、与所述第一方向垂直的第二方向、分别与所述第一方向和所述第二方向垂直的第三方向延伸的连接件形成,所述框架结构上形成有多个不同品级的储料位;
12、多个储料输送结构,设于所述框架结构上,以使盛装物料的第一料框沿所述第一方向和/或所述第二方向运动并将盛装物料的第一料框输送至所述出库升降机构。
13、在一些实施例中,其中入库升降机构包含:
14、入库升降机架;
15、升降移动件,用于承载盛装物料的第一料框并带动第一料框朝所述储料库移动;
16、升降驱动件,设于所述入库升降机架上,且与所述升降移动件连接,以使得所述升降移动件承载盛装物料的第一料框,并驱动承载盛装物料的第一料框在所述储料库的一侧升降和/或平移运动,以将盛装物料的第一料框输送至所述储料库的相应的所述储料输送结构上。
17、在一些实施例中,其中还包含:
18、识别模组,设于所述来料输送机构,以识别物料的品级;
19、所述入库升降机构用于根据物料的品级将盛装物料的第一料框输送至所述储料库的相应品级的储料位。
20、在一些实施例中,其中还包含:
21、码垛机构,与所述成品输送机构相邻设置,以抓取所述成品输送机构输送至第一预设位置的打包后的物料,并放置于第二预设位置。
22、在一些实施例中,其中还包含:
23、第一称重机构,设于所述来料输送机构上,以对盛装物料的第一料框进行称重;
24、暂存输送机构,与所述来料输送机构相邻设置,以暂存不满足称重标准的盛装物料的第一料框,并将满足称重标准的盛装物料的第一料框重新输送至所述来料输送机构上。
25、在一些实施例中,其中所述第二送料输送机构包含:
26、多个传送组件,形成输送第二料框的封闭结构;
27、转向组件,设于相邻的两个所述传送组件的拐角处,以将一所述传送组件上的第二料框转向至相邻的另一所述传送组件上;
28、其中所述第一送料输送机构设于所述传送组件上,所述打包机构和落料机构设于不同所述传送组件上。
29、在一些实施例中,其中还包含:
30、第二称重机构,设于所述打包机构和所述落料机构之间的所述传送组件上,以对盛装物料的第二料框进行称重,从而确定盛装物料的第二料框是否满足称重标准。
31、在一些实施例中,其中所述落料机构包含:
32、落料架,设于所述第一送料输送机构与所述第二送料输送机构上;
33、落料件,设于所述落料架上,且具有一容纳腔,以容纳从所述第一送料输送机构移动至的盛装物料的第一料框;
34、落料驱动件,设于所述落料架上,且与所述落料件连接,用于带动所述落料件转动,以使所述落料件带动输入所述落料件的容纳腔内的盛装物料的第一料框运动,从而将第一料框内的物料从所述落料口落至所述第二送料输送机构上的第二料框内。
35、在一些实施例中,其中还包含:
36、空料框抓取机构,包括抓取架、抓取件和抓取驱动件,所述抓取架设于所述第一送料输送机构远离所述出库升降机构的一端,所述抓取驱动件设于所述抓取架上,且与所述抓取件连接,以驱动所述抓取件抓取移动至所述第一送料输送机构远离所述出库升降机构一端的空的第一料框,并将空的第一料框放置于第三预设位置。
37、上述的自动打包装置,通过控制装置控制来料输送机构、入库升降机构、储料库、出库升降机构、第一送料输送机构、落料机构、第二送料输送机构、打包机构及成品输送机构配合实现对物料的打包,整个打包过程均为自动化操作,不需要人工打包,打包效率较高。
技术特征:
1.一种自动打包装置,用于自动打包物料,包含控制装置及分别与所述控制装置连接的来料输送机构、入库升降机构、储料库、出库升降机构、第一送料输送机构、落料机构、第二送料输送机构、打包机构、成品输送机构;其特征在于:
2.如权利要求1所述的自动打包装置,其中所述储料库包括:
3.如权利要求2所述的自动打包装置,其中入库升降机构包含:
4.如权利要求2所述的自动打包装置,其中还包含:
5.如权利要求1所述的自动打包装置,其中还包含:
6.如权利要求1所述的自动打包装置,其中还包含:
7.如权利要求1所述的自动打包装置,其中所述第二送料输送机构包含:
8.如权利要求7所述的自动打包装置,其中还包含:
9.如权利要求1所述的自动打包装置,其中所述落料机构包含:
10.如权利要求1所述的自动打包装置,其中还包含:
技术总结
本申请提供一种自动打包装置,自动打包装置包含:控制装置及分别与控制装置连接的来料输送机构、入库升降机构、储料库、出库升降机构、第一送料输送机构、落料机构、第二送料输送机构、打包机构、成品输送机构;入库升降机构设于来料输送机构和储料库之间;出库升降机构设于储料库和第一送料输送机构之间;第一送料输送机构与第二送料输送机构的一段层叠设置;落料机构设于层叠的第一送料输送机构与第二送料输送机构上,第一送料输送机构对应落料机构的位置设有一落料口;打包机构设于第二送料输送机构上。上述的自动打包装置整个打包过程均为自动化操作,打包效率较高。
技术研发人员:崔保安,张玉祥,代毫,牛铭浩,崔福生
受保护的技术使用者:巩义市建设机械制造有限公司
技术研发日:20220909
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!