一种软包装卷材后端工序自动包装系统的制作方法
本技术涉及卷材包装,具体是指一种软包装卷材后端工序自动包装系统。
背景技术:
1、随着经济的发展,使用软包装用来包装各种产品,使软包装材料的需求量大幅增长,软包装生产时通常分卷呈筒状卷材再进行包装,软包装膜进行分卷后需要经过分类、堆垛、转运、装箱、打包多个工序,传统行业中普遍还使用人工完成上述各个包装工序,对于人工打包而言,工作简单,但重复性高,适合于机械化操作。但目前多数企业还是以人工打包,在出货量逐渐增大的情况下,工人疲劳度高,封箱效率较低,影响产量;同时在卷材分卷完成后需要从分切机中取下并放到传送带上,人工反复重复上述操作,工作内容单调,并且反复从分切机中搬运卷材也非常耗费人力。
2、鉴于以上,我们提出一种软包装卷材后端工序自动包装系统来解决重体力工作的同时能够尽量实现自动化操作,少人化,提升效率。
技术实现思路
1、本实用新型的目的是为了解决上述技术问题,而提供一种软包装卷材后端工序自动包装系统。
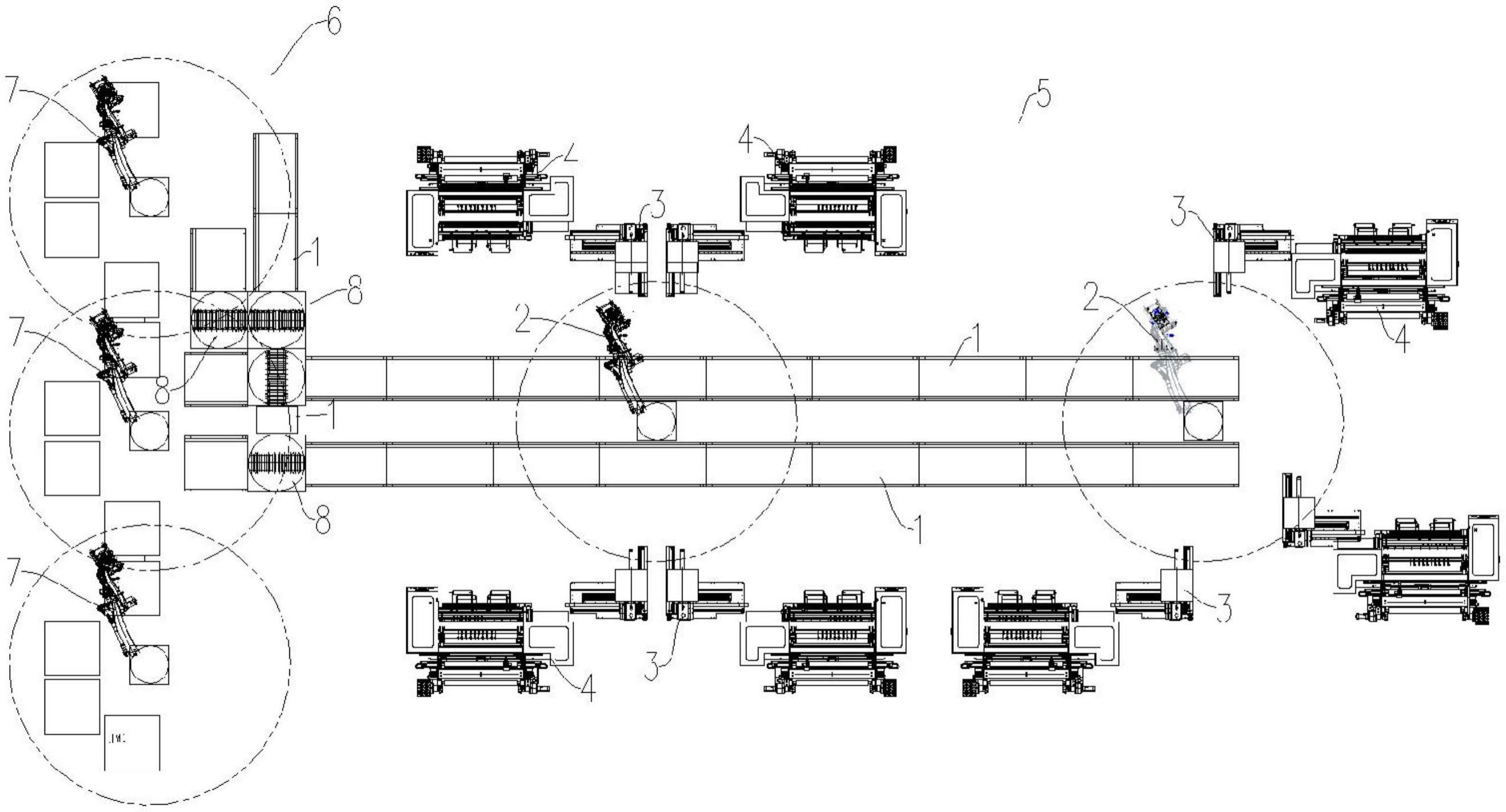
2、为了实现上述目的,本实用新型采用了如下技术方案:一种软包装卷材后端工序自动包装系统,包括传送线,所述传送线至少设置两条,两条传送线之间设有卸料机械臂,卸料机械臂用于接收卷材并投放至传送线;
3、两条传送线外侧设有分切卸料区,分切卸料区内设有卸料架,卸料架能够将分切机分卷的卷材接驳传递给卸料机械臂;
4、码垛区,码垛区设有多个,并且位于传送线的末端,每个码垛区对应码垛不同规格的包装卷材,每个码垛区分别设有至少一个码垛机械臂;
5、传送线末端设有分度机构,分度机构将不同规格的包装卷材分送到相应的码垛区。
6、进一步的,每个所述卸料机械臂四周分布设有一至四个分切卸料区,卸料机械臂的运转范围能够与各个分切卸料区的卸料架相接驳。
7、进一步的,所述卸料架包括架体、转动结构、平移机构,所述架体包括纵轴和横轴,纵轴侧壁设有不少于一个横轴,横轴一端垂直连接在纵轴上,另一端用于与分切机或卸料机械臂相接驳,纵轴底部设置在平移机构上,平移机构内设有驱动纵轴转动的转动结构。
8、进一步的,所述平移机构包括平移板、平移轨、推动缸;平移轨固定设置在基座顶部,平移板滑动配合设置在平移轨上,平移板上设置纵轴,推动缸设置在基座顶部并能够驱动平移板在平移轨上移动,所述平移轨设置方向与分切机的卷轴相平行,平移轨移动靠近分切机使横轴与卷轴端部相抵接。
9、进一步的,所述转动结构设置于平移板的底部,转动结构用于控制纵轴转动,纵轴与平移板转动连接,转动结构包括减速电机,驱动锥齿轮、从动锥齿轮,减速电机输出端连接设置驱动锥齿轮,纵轴底部穿过平移板连接从动锥齿轮,驱动锥齿轮与从动锥齿轮相啮合。
10、进一步的,所述卸料架上还设有推料部,推料部包括推料梁、推板,推料梁一端固定连接在纵轴上,推板能够沿推料梁移动,推板另一端与纵轴相配合用于将卷材推出至卸料机械臂的气涨辊上。
11、进一步的,所述分度机构包括分度传送盘,分度传送盘包括水平设置并且可以转动的圆形转盘,圆形转盘上排列设有若干用于转送卷轴的输送辊,圆形转盘转动改变输送辊的传送方向。
12、进一步的,相邻的两个码垛区的码垛机械臂的活动范围具有重叠区域,重叠区域用于在码垛区之间传递搬运包装卷材。
13、进一步的,还包括agv搬运区,agv搬运区内设有agv车用于移动码垛区内码放完毕的产品托盘至堆垛区;
14、包装区,包装区对agv车搬运来的卷材缠绕包装;
15、贴标区,贴标区内设有贴标机械臂,贴标机械臂拾取包装好的卷材经过贴标部位;
16、装箱区,装箱区内设有装箱机械臂,装箱机械臂将完成贴标的卷材包装投放至包装箱。
17、与现有技术相比,本实用新型的有益效果是:
18、1、本实用新型设置有可以与分切机和卸料机械臂同时对接的卸料架,有利于将分切机分卷的卷材通过横轴转送到卸料机械臂上,从而减少人工搬运卷材的高强度、单调的劳动。
19、2、一个卸料机械臂可以对接四周设置的多个卸料架,从而提高卸料机械臂的使用效率。
20、3、设置的分度机构可以将同一传送线上送来的多种规格的卷材按要求分拨到相应的码垛区处,提高自动化效率。
21、4、采用agv车搬运码垛好的产品,将堆垛在各个区域之间传送,避免了人工搬运的高强度操作,提高产品包装的智能化。
技术特征:
1.一种软包装卷材后端工序自动包装系统,包括传送线(1),其特征在于,所述传送线(1)至少设置两条,两条传送线(1)之间设有卸料机械臂(2),卸料机械臂(2)用于接收卷材并投放至传送线(1);
2.根据权利要求1所述的一种软包装卷材后端工序自动包装系统,其特征在于,每个所述卸料机械臂(2)四周分布设有一至四个分切卸料区(5),卸料机械臂(2)的运转范围能够与各个分切卸料区(5)的卸料架(3)相接驳。
3.根据权利要求2所述的一种软包装卷材后端工序自动包装系统,其特征在于,所述卸料架(3)包括架体(9)、转动结构、平移机构,所述架体(9)包括纵轴(10)和横轴(11),纵轴(10)侧壁设有不少于一个横轴(11),横轴(11)一端垂直连接在纵轴(10)上,另一端用于与分切机(4)或卸料机械臂(2)相接驳,纵轴(10)底部设置在平移机构上,平移机构内设有驱动纵轴(10)转动的转动结构。
4.根据权利要求3所述的一种软包装卷材后端工序自动包装系统,其特征在于,所述平移机构包括平移板(12)、平移轨(13)、推动缸(14);平移轨(13)固定设置在基座(15)顶部,平移板(12)滑动配合设置在平移轨(13)上,平移板(12)上设置纵轴(10),推动缸(14)设置在基座(15)顶部并能够驱动平移板(12)在平移轨(13)上移动,所述平移轨(13)设置方向与分切机(4)的卷轴相平行,平移轨(13)移动靠近分切机(4)使横轴(11)与卷轴端部相抵接。
5.根据权利要求4所述的一种软包装卷材后端工序自动包装系统,其特征在于,所述转动结构设置于平移板(12)的底部,转动结构用于控制纵轴(10)转动,纵轴(10)与平移板(12)转动连接,转动结构包括减速电机(16),驱动锥齿轮(17)、从动锥齿轮(18),减速电机(16)输出端连接设置驱动锥齿轮(17),纵轴(10)底部穿过平移板(12)连接从动锥齿轮(18),驱动锥齿轮(17)与从动锥齿轮(18)相啮合。
6.根据权利要求3所述的一种软包装卷材后端工序自动包装系统,其特征在于,所述卸料架(3)上还设有推料部(19),推料部(19)包括推料梁(20)、推板(21),推料梁(20)一端固定连接在纵轴(10)上,推板(21)能够沿推料梁(20)移动,推板(21)另一端与纵轴(10)相配合用于将卷材推出至卸料机械臂(2)的气涨辊上。
7.根据权利要求1所述的一种软包装卷材后端工序自动包装系统,其特征在于,所述分度机构(8)包括分度传送盘,分度传送盘包括水平设置并且可以转动的圆形转盘(22),圆形转盘(22)上排列设有若干用于转送卷轴的输送辊(23),圆形转盘(22)转动改变输送辊(23)的传送方向。
8.根据权利要求1所述的一种软包装卷材后端工序自动包装系统,其特征在于,相邻的两个码垛区(6)的码垛机械臂(7)的活动范围具有重叠区域,重叠区域用于在码垛区(6)之间传递搬运包装卷材。
9.根据权利要求1所述的一种软包装卷材后端工序自动包装系统,其特征在于,还包括agv搬运区(24),agv搬运区(24)内设有agv车(25)用于移动码垛区(6)内码放完毕的产品托盘至堆垛区;
技术总结
本技术公开了一种软包装卷材后端工序自动包装系统,包括传送线,两条传送线之间设有卸料机械臂,卸料机械臂用于接收卷材并投放至传送线;分切卸料区内设有卸料架,卸料架能够将分切机分卷的卷材接驳传递给卸料机械臂;码垛区于传送线的末端设有多个,每个码垛区对应码垛不同规格的包装卷材;传送线末端设有分度机构,分度机构将不同规格的包装卷材分送到相应的码垛区。本技术设置有可以与分切机和卸料机械臂同时对接的卸料架,有利于将分切机分卷的卷材通过横轴转送到卸料机械臂上,从而减少人工搬运卷材的高强度、单调的劳动,一个卸料机械臂可以对接四周设置的多个卸料架,从而提高卸料机械臂的使用效率。
技术研发人员:李启法,常永,刘永祥
受保护的技术使用者:安姆科(惠州)新材料科技有限公司
技术研发日:20221012
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!