大型高炉炉底碳砖砌筑小车的制作方法
1.本实用新型属于砌筑搬运技术领域,更具体地说,是涉及一种大型高炉炉底碳砖砌筑小车。
背景技术:
2.在高炉内炉底碳砖施工时,每块碳砖体积较大、重量达几百斤,并且砌筑要求较高(一般砌筑砖缝控制在1mm),人工搬运砌筑难以实现。
3.目前,高炉碳砖砌筑一般采用安装电动葫芦进行吊装作业,电动葫芦的轨道有两种形式,一种是按照高炉内的空间安装环形轨道,一种是安装两至三条直轨。如果采用安装环形轨道砌筑碳砖,在吊装砌筑时,可以较好地控制碳砖落点,但环形轨道的安装较为复杂,安装时间较长;如果采用直轨,安装较为简单,但施工时,局部位置落点难以控制。而且,使用电动葫芦吊装时,经常因落点调整,难免出现歪拉斜吊的情况,易造成电葫芦的损坏,不仅要维修甚至更换设备,造成进度拖延、设备损失,还极易引发安全生产事故。另外,由于高炉内施工空间有限,电葫芦起吊过程中,施工人员要进行频繁避让,降低了砌筑作业的劳动效率。
技术实现要素:
4.本实用新型的目的在于提供一种大型高炉炉底碳砖砌筑小车,旨在提高炉底碳砖的砌筑效率和砌筑精度。
5.为实现上述目的,本实用新型采用的技术方案是:提供一种大型高炉炉底碳砖砌筑小车,包括:
6.车体;
7.吊装设备,所述吊装设备包括设于所述车体上的吊装杆和设于所述吊装杆上的吊具;
8.检核设备,所述检核设备包括设于所述车体的前端的固定板、垂直设于所述固定板上的限位板以及多个垂直穿设于所述限位板上检测支杆,多个所述检测支杆沿所述限位板的长度方向间隔设置,且所述检测支杆的上端设置有磁吸件,所述固定板的上端设置有电磁铁,所述电磁铁与所述限位板平行设置;所述固定板的前端面上设置有刻度值。
9.作为本技术另一实施例,多个所述检测支杆的长度均一致。
10.作为本技术另一实施例,所述磁吸件上设置有指针,所述指针的上端面与所述磁吸件的上端面平齐,所述指针指向所述固定板。
11.作为本技术另一实施例,所述车体上设置有第一设备箱,所述第一设备箱内安装有伸缩杆,所述伸缩杆的自由端贯穿所述第一设备箱的前侧壁并连接在所述固定板的后侧壁上;所述第一设备箱和所述固定板之间还设有用于支撑所述伸缩杆的支撑架。
12.作为本技术另一实施例,所述吊装杆包括:
13.主杆件,所述主杆件的下端铰接在所述车体上,所述主杆件的上端连接所述吊具;
14.辅助杆,所述辅助杆的下端铰接在所述车体上,所述辅助杆的上端铰接在所述主杆件上,所述辅助杆具有沿其自身长度方向的自由度,所述辅助杆伸缩用于调整所述主杆件的升降。
15.作为本技术另一实施例,所述吊具包括:
16.承重杆,所述承重杆的中部连接在所述主杆件上;
17.两个安装板,两个所述安装板借助吊绳连接在所述承重杆的两端,所述安装板用于安装吊钩或真空吸盘。
18.作为本技术另一实施例,所述车体上转动连接有旋转盘,所述旋转盘的上端设置有第一安装座和第二安装座,所述主杆件设于所述第一安装座上,所述辅助杆设于所述第二安装座上。
19.作为本技术另一实施例,所述安装板上设置有测量尺,所述测量尺上具有刻度。
20.本实用新型提供的大型高炉炉底碳砖砌筑小车的有益效果在于:与现有技术相比,本实用新型大型高炉炉底碳砖砌筑小车,通过小车和设于小车上的吊装设备进行碳砖的吊运和砌筑,避免了电葫芦吊装时因落点的调整出现歪拉斜掉的问题,还提高了砌筑效率和保证了施工人员的安全;在砌筑完成后通过多个检测支杆来判断所砌筑的碳砖的上端的水平度是否符合要求,可实现随时检测的目的,提高了炉底碳砖的砌筑精度。
附图说明
21.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
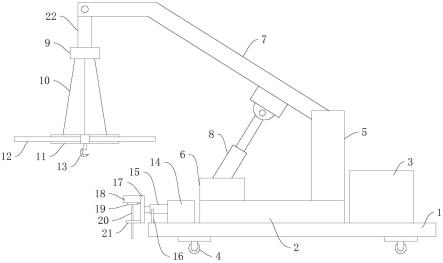
22.图1为本实用新型实施例提供的大型高炉炉底碳砖砌筑小车的结构示意图;
23.图2为本实用新型实施例提供的大型高炉炉底碳砖砌筑小车的正视图。
24.图中:1、车体;2、旋转盘;3、配重块;4、万向轮;5、第一安装座;6、第二安装座;7、主杆件;8、辅助杆;9、承重杆;10、吊绳;11、安装板;12、测量尺;13、吊钩;14、第一设备箱;15、伸缩杆;16、支撑架;17、固定板;18、电磁铁;19、磁吸件;20、检测支杆;21、限位板;22、竖杆部。
具体实施方式
25.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
26.请参阅图1及图2,现对本实用新型提供的大型高炉炉底碳砖砌筑小车进行说明。所述大型高炉炉底碳砖砌筑小车,包括车体1和检核设备;车体1上设置有吊装设备,吊装设备包括设于车体1上的吊装杆和设于吊装杆上的吊具;检核设备包括设于车体1的前端的固定板17、垂直设于固定板17上的限位板21以及多个垂直穿设于限位板21上检测支杆20,多个检测支杆20沿限位板21的长度方向间隔设置,且检测支杆20的上端设置有磁吸件19,固定板17的上端设置有电磁铁18,电磁铁18与限位板21平行设置;固定板17的前端面上设置
有刻度值。
27.本实用新型提供的大型高炉炉底碳砖砌筑小车,与现有技术相比,车体1上设置有吊装设备,吊装设备的吊具连接碳砖,并借助吊装杆的上升和下降将碳砖吊运至砌筑位置。
28.在吊运砌筑时,电磁铁18开启将检测支杆20磁吸至电磁铁18处,避免检测支杆20的下端与地面接触;在砌筑完成后,向前移动车体1,将限位板21位于碳砖的上方,然后断开电磁铁18,检测支杆20沿限位板21上的通孔滑落,检测支杆20的下端抵在碳砖的上端面上,检测支杆20的上端面对应固定板17的刻度值;最后观察固定板17上所有检测支杆20上端面对应的固定板17的刻度值是否一致,或计算得出刻度最大值和最小值的差。
29.本实用新型提供的大型高炉炉底碳砖砌筑小车,通过小车和设于小车上的吊装设备进行碳砖的吊运和砌筑,避免了电葫芦吊装时因落点的调整出现歪拉斜掉的问题,还提高了砌筑效率和保证了施工人员的安全;在砌筑完成后通过多个检测支杆20来判断所砌筑的碳砖的上端的水平度是否符合要求,可实现随时检测的目的,提高了炉底碳砖的砌筑精度。
30.可选的,限位板21的长度大于碳砖的长度,在测量时,位于限位板21两端的检测支杆20的下端抵在与该碳砖相邻的碳砖上。可实现同时检测两个碳砖的上端面是否位于同一水平线上。
31.可选的,如图2所示,多个检测支杆20的长度一致,多个检测支杆20上端所设置的磁吸件19的厚度也一致。当碳砖的上端面为同一水平度时,多个检测支杆20的上端面对应与固定板17上的同一刻度值。
32.可选的,车体1上还设置有配重块3。车体1的下端设置有万向轮4。
33.在一些可能的实施例中,请参阅图1,磁吸件19上设置有指针,指针的上端面与磁吸件19的上端面平齐,指针指向固定板17。
34.具体地,磁吸件19上设置指针,指针指向固定板17上的刻度线,当检测支杆20抵在碳砖的上端时,对应的指针指向的刻度值的最大值和最小值的差为碳砖上端面的高度差值,当差值超过1mm时,不满足碳砖砌筑的水平度。
35.在一些可能的实施例中,请参阅图1,车体1上设置有第一设备箱14,第一设备箱14内安装有伸缩杆15,伸缩杆15的自由端贯穿第一设备箱14的前侧壁并连接在固定板17的后侧壁上;第一设备箱14和固定板17之间还设有用于支撑伸缩杆15的支撑架16。
36.具体地,车体1上设置有第一设备箱14,伸缩杆15横向贯穿第一设备箱14的侧壁,伸缩杆15的固定端安装在第一设备箱14内,伸缩杆15的自由端伸出第一设备箱14并连接在固定板17的后侧壁上。
37.第一设备箱14内还设置有储电池,储电池与电磁铁18连接,为电磁铁18提供电源。
38.此外,为提高伸缩杆15的稳定性,在车体1的前端还设置有支撑架16,支撑架16与第一设备箱14间隔设置,支撑架16用于承托伸缩杆15。
39.可选的,伸缩杆15为液压杆。支撑架16的上端面具有贴合液压杆外侧壁的弧形槽。
40.在一些可能的实施例中,请参阅图1,吊装杆包括主杆件7和辅助杆8;主杆件7的下端铰接在车体1上,主杆件7的上端连接吊具;辅助杆8的下端铰接在车体1上,辅助杆8的上端铰接在主杆件7上,辅助杆8具有沿其自身长度方向的自由度,辅助杆8伸缩用于调整主杆件7的升降。
41.具体地,辅助杆8的下端铰接在车体1上且辅助杆8的商上端连接在主杆件7上,辅助杆8伸长,辅助杆8带动主杆件7向上移动,用于将碳砖吊起;辅助杆8缩短,辅助杆8带动主杆件7向下移动,用于将碳砖放下。
42.在一些可能的实施例中,请参阅图1,吊具包括承重杆9和两个安装板11;承重杆9的中部连接在主杆件7上;两个安装板11借助吊绳10连接在承重杆9的两端,安装板11用于安装吊钩13或真空吸盘。
43.具体地,主杆件7包括斜杆部、横杆部以及竖杆部22,其中斜杆部和横杆部呈夹角设置,且斜杆部和横杆部一体成型。竖杆部22与横杆部远离斜杆部的一端铰接,当横杆部在斜杆部带动作用下倾斜时,竖杆部22可通过铰接轴旋转保持竖直状态。
44.可选的,在竖杆部22的下端连接有称重杆,承重杆9水平设置且称重杆的中点与竖杆部22连接。
45.承重杆9的两端设置有吊绳10和安装板11,吊绳10至少设置有三根,三根吊绳10的下端均匀分布在安装板11的上端面上。
46.安装板11的下端设置有安装部,可选的,安装部设有螺纹孔。
47.安装部用于连接吊钩13或者真空吸盘或夹爪。
48.在一些可能的实施例中,请参阅图1,车体1上转动连接有旋转盘2,旋转盘2的上端设置有第一安装座5和第二安装座6,主杆件7设于第一安装座5上,辅助杆8设于第二安装座6上。
49.具体地,旋转盘2借助转动轴连接在车体1上,吊装设备设于旋转盘2上,借助旋转盘2旋转便于碳砖的吊运。
50.第一安装座5和第二安装座6间隔设置,第一安装座5的上端铰接有主杆件7,第二安装座6的上端铰接有辅助杆8。
51.在一些可能的实施例中,请参阅图1,安装板11上设置有测量尺12,测量尺12上具有刻度。
52.具体地,两个安装板11相背的一侧设置有卡件,卡件将测量尺12抵接在安装板11的侧壁上,测量尺12为标注有刻度的圆柱体。
53.在砌筑时,调节测量尺12,测量尺12伸出安装板11的长度为安装板11与炉壳内壁的距离。调节完成后,将卡件卡紧。在砌筑时,测量尺12抵在炉壳内壁上,避免碳砖出现横向的位移,以提高砌筑精度和砌筑效率。
54.在铺满炉底碳砖砌筑时,将炉底炭捣料找平层表面清扫干净并复查找平层标高。以炉体水平十字中心线为基准,按每层设计旋转角度在炉壁上投点,并将本层的砌砖中心线和架体边线画在基层表面上。
55.以风口中心标高为基准,向下返至炉底炭打料找平层表面,定出炉底炉墙各层炭砖的顶面标高,并将其投到冷却壁上。
56.排砖支顶是由待砌炭砖代替传统支撑架16。将炭砖按设计要求的砌筑顺序分批吊入炉内,并以炭砖长缝方向作为砌筑基准中心线干排,炭砖之间不留缝隙。干排完后,炭砖与炉壳周边间缝隙用木楔调整固定。
57.炉底炭砖砌筑顺序是沿中心线向一边砌筑三排后,才可两边同时砌筑。撂底时,将中心一边的炭砖吊开两排(注意,炭砖面上的十字中心线与炉底十字中心线重合,每道砌筑
区保留两排炭砖宽度),沿中心线长方向准确地砌筑中心砖列。
58.中心砖列砌完后,检查其平面位置、砖缝厚度和表面平整度,确认合格后,再开始砌筑第二列。每列从中心开始向两端对称砌筑。
59.每列炭砖砌完五块左右,采用千斤顶同时从两端顶紧,直至所有垂直缝符合要求为止。顶紧时,两端用力要均匀,以免炭砖产生错台和位移。当产生位移或错台时,可用大木锤垫上胶皮敲打调整或压上重砖使其归位。不仅如此,砌筑时,每列炭砖两侧也应同时顶紧。
60.每一块炭砖砌筑时都要双面均匀涂抹炭油,并用水准仪配合找平。炭砖砖缝中挤出的炭油要及时清理回收,回收的炭油不得重复使用。
61.炭油加热温度应按供货厂家的产品使用说明书控制,加热过程中应经常搅拌将桶底的沉淀物拌合均匀。砌筑时,要保持砖面整洁。
62.炭砖层热电偶埋设槽,应在砖层砌筑完毕按设计图纸规定的方位开设,热电偶埋好后,用炭素料填满并捣实。待胀缝炭料捣打完毕,炉内清扫干净,对整层炭砖表面标高进行复测,对不合格点使用研磨机进行研磨找平,直至检查合格才能进行上一层施工,上下层砌筑中心线应按设计旋转角度确定。
63.整层炭砖砌完后铺上胶皮,从胀缝内依次取出木楔,并将缝内清扫干净。胀缝炭料采用分段分层填捣,铺料要均匀,每层厚度不超过150mm,块状料要破碎成5-10mm。使用风动捣固锤以一锤压半锤依次向前捣打,一般往返捣打5-7遍,保证其压下量达到40%以上。当最后一层炭料捣打完毕,其表面要比炭砖表面高出约5mm,然后用铲平机铲平。
64.研磨前,先用2m长靠尺检查炉底炭块面,凡是高出1mm的地方均应进行研磨。研磨方向应沿炭砖砌筑方向成“s”形的路线进行。
65.在炉底环形炭砖砌筑时,首先将炉底炭砖表面清扫干净,在第4层满铺炭砖表面放出炉底十字中心线和环形炭砖的内环线。每层环形炭砖要严格按照设计规定的位置和顺序逐块进行砌筑,以确保上下层砌体错逢。砌筑前,按环形炭砖的内环线将整环炭砖予摆、验逢。砌筑开始,先将撂底处的予摆炭砖抽出4块让出操作位置。
66.砌筑过程中,对每一块炭砖都要严格控制好半径和标高;每砌完3-5块炭砖即拉线检查放射缝,并检查内径,合格后再顺着圆周向两边砌筑。
67.环形炭砖每砌4-5块用千斤顶顶紧一次,直到立缝冒出炭油为止。千斤顶顶紧之前,炉壳或冷却壁与炭砖之间的间隙用正反木楔楔紧。为防止已砌好的炭砖产生位移,炭砖固定时顶力的位置、方向以及顶紧时间对于砌筑质量均有一定影响。一般涂刷炭油后,炭砖就要开始固定,在炭油尚未凝固前就进行顶紧。顶的位置要在炭砖中间偏上部,顶力的大小也应适当控制。顶力过大会使二块炭砖起拱,导致水平缝增大或使炭砖向冷却壁方向退缩。因此,用千斤顶进行环向顶紧时,必须经常紧固木楔。
68.当砌至合门砖左右3-4块炭砖时,应先干摆一次,检查砖缝是否达到要求。砌筑时,将其左右3-4块炭砖逐块涂刷炭油,并同时向炉壳方向后退40-50mm,待合门砖砌上后,用木楔楔入靠冷却壁的胀缝内,将两边后退的炭砖顶回,使合门炭砖的放射缝合格为止。
69.整环炭砖砌筑完毕,将四周木楔全部打紧,经检查其内径、砖缝合格后,才能进行外环胀缝的炭料捣打。
70.外环胀缝炭料的捣打方法与满铺炉底炭砖胀缝炭料的捣打方法相同。炭料捣打方
向应从环形炭砖的合门处开始,逐向两侧推进。炭料捣打开始时,炭砖背后的木楔不得松动,以防止砌好的炭砖向后位移。最后进行研磨和找平。
71.当炉底陶瓷垫砌筑时,首先将炉底满铺炭砖和环形炭砖的表面清扫干净。在第4层炉底炭砖表面放出炉子的十字中心线,同时按设计图确定的砌砖方向画好砌砖十字中心线并投至冷却壁上。
72.炉底陶瓷垫砖共两层,均采用中心十字形砌法。
73.根据炉底砌筑十字中心线,先将第一排中心砖干摆,检查垂直度及砖缝后移开,砌筑第一块中心砖,检查垂直度及其与炉底之间的砌缝,合格后在对角向两边砌第一排砖和第一列砖。在砌筑前四排、四列砖时,应随时检查砌缝和垂直度以及泥浆饱满度、上表面平整度,合格后再继续砌筑。
74.每砌一排或一列砖都应先干摆,检验,然后再进行砌筑。砌筑时要严格控制泥浆的稠度,要求砌缝饱满,不流淌,不许有花脸、空缝等缺陷。砌筑过程中要使砖上下柔动3-5次再将砖就位。每列砌砖至端头应注意留足胀缝尺寸。
75.当一层陶瓷垫砖全部砌筑完后,将炉内清扫干净,开始浇筑其与炭砖环缝之间的刚玉捣打料,注意捣打密实。
76.整层炉底陶瓷垫砖砌完后,应复测一次,对超高的部位应进行研磨找平。研磨找平的方法同炉底炭砖。
77.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1