一种智能对接AGV的盘卷设备的制作方法
一种智能对接agv的盘卷设备
技术领域
1.本实用新型涉及火工品生产设备技术领域,尤其涉及一种智能对接agv的盘卷设备。
背景技术:
2.导爆索是火工品领域用来同时起爆数个药包或药块的线状火具,其一般由芯线、芯药及数层棉线和纸包缠制成。由导爆索制索机生产出来的导爆索半成品,经过敷塑、喷码后,需要经过盘卷设备进行盘卷成工业导爆索的成品。
3.随着技术的发展,智能化自动化越来越普及。对于盘卷的设备,目前已经公开了很多导爆索自动盘卷设备,但是,现有的这些设备,仍然不能满足导爆索全自动生产线的需求,不能与自动导航小车(agv小车)智能对接,从而不能实现导爆索制作全流程的自动化。
技术实现要素:
4.本实用新型的目的就在于提供一种智能对接agv的盘卷设备,以解决上述问题。
5.为了实现上述目的,本实用新型采用的技术方案是这样的:一种智能对接agv的盘卷设备,包括机架,所述机架上依次设置有过渡轮、导线轮和排线器,在所述排线器的一侧设置有盘卷轮,所述盘卷轮放置于盘卷轮置放部上,在所述盘卷轮置放部的一侧还设置有用于对其限位的限位机构,所述限位机构和盘卷轮置放部下方还支承有上顶气缸,所述盘卷轮包括卷芯部和轮沿部,其中,所述卷芯部的一端设置有啮合齿轮a部,还包括与所述啮合齿轮a部相互配合的啮合齿轮b 部。
6.作为优选的技术方案:所述过渡轮由位于其一侧的第一驱动皮带驱动。
7.作为优选的技术方案:所述排线器由位于其一侧的第二驱动皮带驱动水平方向运动,根据盘卷轮的宽度设置排线器的运动范围。
8.作为优选的技术方案:所述啮合齿轮b部由位于其一侧的第三驱动皮带驱动轴上,与轴是间隙配合,通过键槽传动扭矩,啮合齿轮b 部可在气缸驱动下沿着轴向滑动,使得盘卷轮的啮合齿轮a部与啮合齿轮b部能够快速的啮合与分离,二者啮合时通过第三驱动皮带带动啮合齿轮b部转动,进而驱动盘卷轮转动绕制。
9.作为优选的技术方案:所述限位机构由限位气缸驱动。
10.作为优选的技术方案:所述第一驱动皮带、第二驱动皮带、第三驱动皮带均由同一台电机提供驱动力。这样能够节约空间和成本。
11.与现有技术相比,本实用新型的优点在于:通过本实用新型的盘卷设备,能够实现盘卷轮与agv小车的智能对接,实现导爆索生产中盘卷的全自动,从而为导爆索生产的全程自动化打下基础。
附图说明
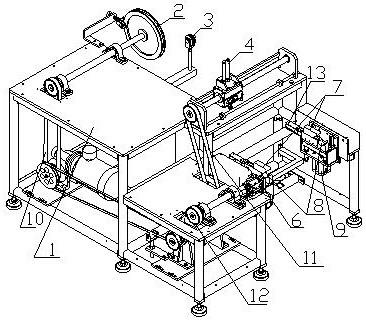
12.图1为本实用新型实施例的结构示意图;
13.图2为图1的俯视图;
14.图3为图1的侧视图;
15.图4为盘卷轮放入agv小车后的状态图。
16.图中:1、机架;2、过渡轮;3、导线轮;4、排线器;5、盘卷轮;51、轮沿部;52、卷芯部;53、啮合齿轮a部;6、啮合齿轮b 部;7、限位机构;8、盘卷轮置放部;9、上顶气缸;10、第一驱动皮带;11、第二驱动皮带;12、第三驱动皮带;13、限位气缸;14、 agv小车。
具体实施方式
17.下面将结合附图对本实用新型作进一步说明。
18.实施例:
19.参见图1至图3,一种智能对接agv的盘卷设备,包括机架1,所述机架1上依次设置有过渡轮2、导线轮3和排线器4,在所述排线器4的一侧设置有盘卷轮5,所述盘卷轮5放置于盘卷轮置放部8 上,在所述盘卷轮置放部8的一侧还设置有用于对其限位的限位机构 7,所述限位机构7和盘卷轮置放部8下方还支承有上顶气缸9,
20.本实施例中:所述过渡轮2由第一驱动皮带10驱动,所述排线器4由第二驱动皮带11驱动,啮合齿轮b部6由第三驱动皮带12驱动,所述盘卷轮5包括卷芯部52和轮沿部51,其中,所述卷芯部52 的一端设置有啮合齿轮a部53,啮合齿轮a部53与啮合齿轮b部6 配合使用,所述限位机构7由限位气缸13驱动;
21.上述结构中,机架1用于承载过渡轮2、导线轮3和排线器4等所有除机架1外的其他部件,过渡轮2用于导爆索的引导和驱动,防止导爆索局部受力不均匀引起断裂,导线轮3用于引导导爆索,防止在盘卷过程中,导爆索脱离过渡轮2的卡槽,排线器4的作用是引导导爆索在设定宽度范围内均匀进行盘卷,防止局部盘卷过多。
22.上述盘卷设备的工作原理如下:
23.1、将未进行盘卷的盘卷轮5放入盘卷轮置放部8,并通过限位机构7限位;
24.2、半成品导爆索通过敷塑、喷码后,依次送入上述盘卷设备的过渡轮2与导线轮3上;
25.3、然后再送入排线器4中,通过排线器4,在横向上来回移动,使得敷塑完成的导爆索在盘卷轮5上均匀地进行盘卷,通过第三驱动皮带12驱动啮合齿轮b部6带动盘卷轮5旋转,进行盘卷;
26.4、盘卷完成后,打开啮合齿轮b部6,使得啮合齿轮b部6与盘卷轮5脱离分开,松开限位机构7,上顶气缸8升起,将盘卷轮5 连同成品工业导爆索抬升起;
27.5、agv小车14进入设备,上顶气缸8向下运动,将盘卷轮5放入agv小车中,如图4所示,agv小车14带着成品沿着运输轨道将产品运输送出,进行入库;
28.6、另外一辆agv小车14带着空的盘卷轮5送设备内,上顶气缸 8将盘卷机顶起后,agv小车14移动出来进入等待;
29.7、上顶气缸8放下后,盘卷轮5进入盘卷工作位置,限位机构 7回位,将盘卷轮5限位,啮合齿轮b部6完成啮合,通过电机驱动,带动啮合的盘卷轮5,进行下一次盘卷,如此循环。
30.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本
实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种智能对接agv的盘卷设备,其特征在于:包括机架(1),所述机架(1)上依次设置有过渡轮(2)、导线轮(3)和排线器(4),在所述排线器(4)的一侧设置有盘卷轮(5),所述盘卷轮(5)放置于盘卷轮置放部(8)上,在所述盘卷轮置放部(8)的一侧还设置有用于对其进行限位的限位机构(7),所述限位机构(7)和盘卷轮置放部(8)下方还支承有上顶气缸(9);所述盘卷轮(5)包括卷芯部(52)和轮沿部(51),其中,所述卷芯部(52)的一端设置有啮合齿轮a部(53),还包括与所述啮合齿轮a部(53)相互配合的啮合齿轮b部(6)。2.根据权利要求1所述的一种智能对接agv的盘卷设备,其特征在于:所述过渡轮(2)由位于其一侧的第一驱动皮带(10)驱动。3.根据权利要求2所述的一种智能对接agv的盘卷设备,其特征在于:所述排线器(4)由位于其一侧的第二驱动皮带(11)驱动水平方向运动。4.根据权利要求3所述的一种智能对接agv的盘卷设备,其特征在于:所述啮合齿轮b部(6)由位于其一侧的第三驱动皮带(12)驱动转动。5.根据权利要求1所述的一种智能对接agv的盘卷设备,其特征在于:所述限位机构(7)由限位气缸(13)驱动。6.根据权利要求4所述的一种智能对接agv的盘卷设备,其特征在于:所述第一驱动皮带(10)、第二驱动皮带(11)、第三驱动皮带(12)均由同一台电机提供驱动力。
技术总结
本实用新型公开了一种智能对接AGV的盘卷设备,属于火工品生产设备技术领域,包括机架(1),所述机架(1)上依次设置有过渡轮(2)、导线轮(3)和排线器(4),在所述排线器(4)的一侧设置有盘卷轮(5),所述盘卷轮(5)放置于盘卷轮置放部(8)上,在所述盘卷轮置放部(8)的一侧还设置有用于对其限位的限位机构(7),所述限位机构(7)和盘卷轮置放部(8)下方还支承有上顶气缸(9);通过上述盘卷设备,能够实现盘卷轮(5)与AGV小车智能对接,实现导爆索生产中盘卷的全自动,从而为导爆索生产的全程自动化打下基础。础。础。
技术研发人员:袁春井 胡明静 马勇 林辉 刘清云 任春培 王碟 郭冬雨 周裕杰 廖寿建
受保护的技术使用者:雅化集团绵阳实业有限公司
技术研发日:2022.10.17
技术公布日:2023/2/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1