一种防错位的勺盖装配机的制作方法
本技术是一种防错位的勺盖装配机,属于食品包装。
背景技术:
1、为了方便食用,流体食品在包装盒的上方通常配有一次性折叠勺,例如八宝粥的盖子内有折叠勺,在包装过程中需要将折叠勺装配到盖子内,现有的装配机在使用时利用伸缩气缸将勺子压入盖子内,但是需要工人将勺子和盖子进行定位,角度出现偏移都会造成勺子无法装配,装配效果差,例如公开号cn214558943u公开了一种八宝粥盖勺自动压入机,涉及八宝粥生产的技术领域,包括支撑柱一、吸附压入机构、罐盖输送机构、夹紧机构及折叠勺输送机构。本实用新型的整个装置能自动完成罐盖与折叠勺的装配,极大地提高了勺盖组装的效率,并且可不间断的进行盖勺组装工作,大大缩短工作时间,也降低了人工劳动的成本,实现了大批量、自动化、高效率的盖勺组装,具有很好的市场应用价值和实用价值,但是其无法保证盖子的卡槽与勺子完全对齐,没有解决容易错位,装配效果差的问题。
技术实现思路
1、本实用新型提供的一种防错位的勺盖装配机,可以解决容易错位,装配效果差的问题。
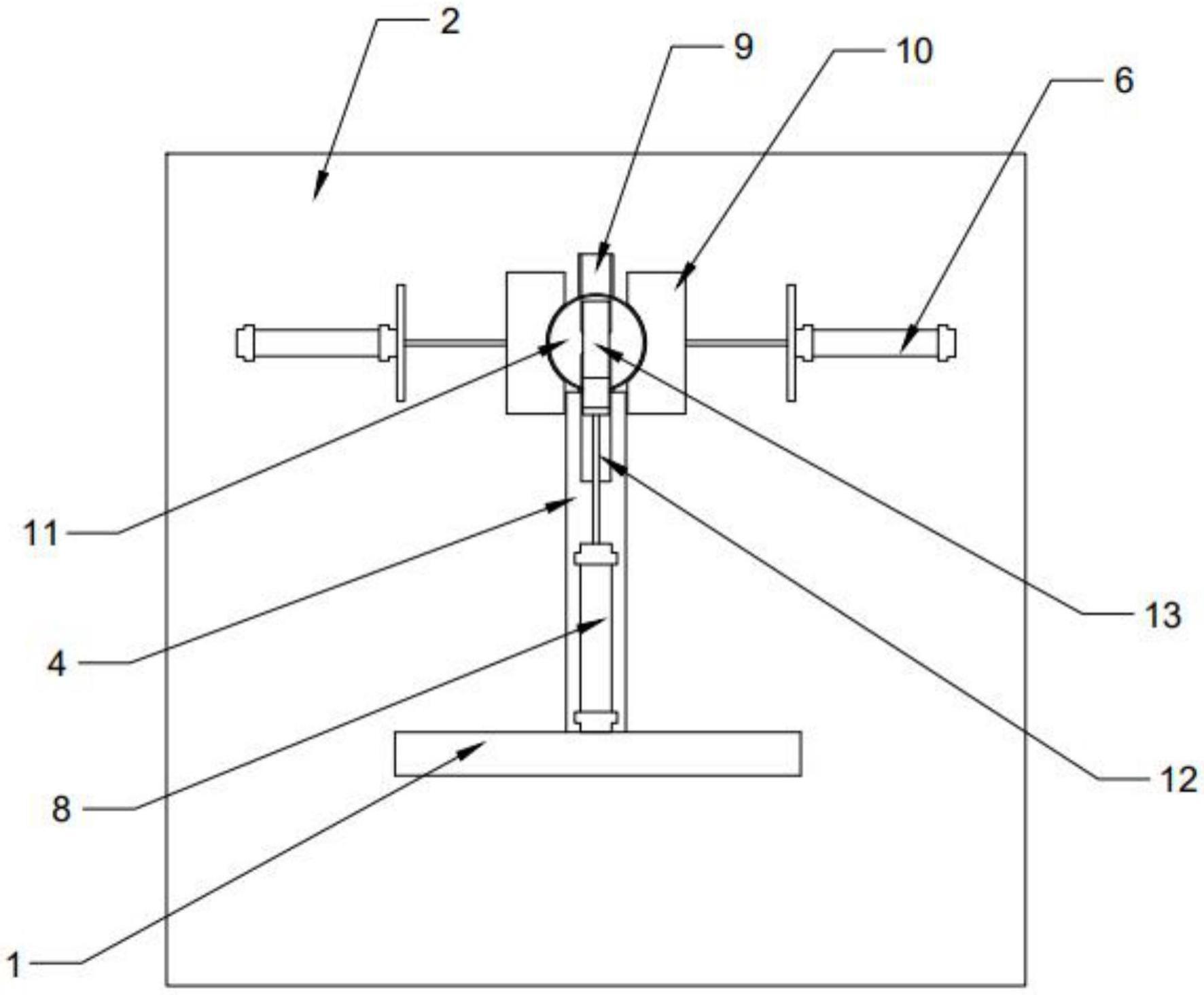
2、本实用新型为了解决上述问题,所提出的技术方案为:一种防错位的勺盖装配机包括:工作台、固定组件、装配组件,固定组件和装配组件均置于工作台顶部,所述工作台底部对称设置有四组支腿,工作台顶部开设有第一定位槽,所述固定组件包括第一伸缩气缸、夹块、固定板,工作台顶部设有固定板,第一伸缩气缸置于固定板上,第一伸缩气缸贯穿固定板,且第一伸缩气缸端部设有夹块,所述夹块靠近第一定位槽的一侧开设有圆弧槽,两组所述夹块基于第一定位槽对称设置,盖子位于第一定位槽上方,盖子边缘贴合夹块圆弧槽内壁;
3、所述装配组件包括立板、导勺板、第二伸缩气缸、推板,所述立板置于工作台顶部,立板侧壁设置有导勺板,导勺板向下倾斜设置,导勺板下端延伸至盖子边缘,导勺板上开设有第二定位槽,所述第二定位槽与第一定位槽对应,导勺板顶部设有第二伸缩气缸,第二伸缩气缸端部设有推板,推板插置于第二定位槽内,推板侧壁设有压板,压板与导勺板平行,压板端部弯折延伸形成斜板,所述斜板与盖子平行;
4、所述夹块的圆弧槽内壁上设置有保护垫;
5、所述导勺板与立板之间的夹角为60°;
6、所述斜板位于盖子的卡槽的正上方,且斜板宽度大于卡槽的宽度;
7、所述第二定位槽的宽度和盖子的卡槽的宽度一致;
8、所述第一定位槽与第一伸缩气缸垂直设置;
9、所述推板贴合第一定位槽内壁。
10、与现有技术相比,本实用新型的有益效果:
11、一、本实用新型利用第一定位槽对盖子进行定位,抵用第二定位槽对勺子进行定位,确保勺子和盖子对齐,能够有效防止错位;
12、二、第二伸缩气缸带动推板推动勺子在第二定位槽内移动,直至勺子进入到盖子卡槽内,压板能够防止勺子向上弯曲,提高装配流畅度;
13、三、使用方便,操作简单。
技术特征:
1.一种防错位的勺盖装配机,其特征在于:包括工作台(2)、固定组件、装配组件,固定组件和装配组件均置于工作台(2)顶部,所述工作台(2)底部对称设置有四组支腿(3),工作台(2)顶部开设有第一定位槽(9),所述固定组件包括第一伸缩气缸(6)、夹块(10)、固定板(5),工作台(2)顶部设有固定板(5),第一伸缩气缸(6)置于固定板(5)上,第一伸缩气缸(6)贯穿固定板(5),且第一伸缩气缸(6)端部设有夹块(10),所述夹块(10)靠近第一定位槽(9)的一侧开设有圆弧槽,两组所述夹块(10)基于第一定位槽(9)对称设置,盖子(11)位于第一定位槽(9)上方,盖子(11)边缘贴合夹块(10)圆弧槽内壁;
2.根据权利要求1所述的一种防错位的勺盖装配机,其特征在于:所述夹块(10)的圆弧槽内壁上设置有保护垫。
3.根据权利要求1所述的一种防错位的勺盖装配机,其特征在于:所述导勺板(4)与立板(1)之间的夹角为60°。
4.根据权利要求1所述的一种防错位的勺盖装配机,其特征在于:所述斜板(13)位于盖子(11)的卡槽的正上方,且斜板(13)宽度大于卡槽的宽度。
5.根据权利要求1所述的一种防错位的勺盖装配机,其特征在于:所述第二定位槽(12)的宽度和盖子(11)的卡槽的宽度一致。
6.根据权利要求1所述的一种防错位的勺盖装配机,其特征在于:所述第一定位槽(9)与第一伸缩气缸(6)垂直设置。
7.根据权利要求1所述的一种防错位的勺盖装配机,其特征在于:所述推板(7)贴合第一定位槽(9)内壁。
技术总结
本技术公开的一种防错位的勺盖装配机,属于食品包装技术领域;包括:工作台、固定组件、装配组件,所述工作台底部对称设置有四组支腿,工作台顶部开设有第一定位槽,所述固定组件包括第一伸缩气缸、夹块、固定板,工作台顶部设有固定板,第一伸缩气缸置于固定板上,第一伸缩气缸贯穿固定板,且第一伸缩气缸端部设有夹块,所述夹块靠近第一定位槽的一侧开设有圆弧槽,本技术利用第一定位槽对盖子进行定位,抵用第二定位槽对勺子进行定位,确保勺子和盖子对齐,能够有效防止错位,第二伸缩气缸带动推板推动勺子在第二定位槽内移动,直至勺子进入到盖子卡槽内,压板能够防止勺子向上弯曲,提高装配流畅度。
技术研发人员:王国华
受保护的技术使用者:扬州吉利来塑胶制品有限公司
技术研发日:20221020
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!