一种长水口密封圈上料机构的制作方法
本技术涉及铸造,尤其涉及一种长水口密封圈上料机构。
背景技术:
1、连铸工艺是将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
2、当钢水由钢包向中间包浇注时,为了避免氧化和飞溅,在钢包底部的滑动水口的下端安装长水口,一端与下水口相连,另一端插入中间包的钢水内进行密封保护浇注,为了提高长水口与钢包连接的密封性,一般在安装前会在长水口的连接端安装密封圈,这一过程需要频繁进行,需要一套自动化设备来实现密封圈自动上料。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种长水口密封圈上料机构。
2、为了实现上述目的,本实用新型采用了如下技术方案:
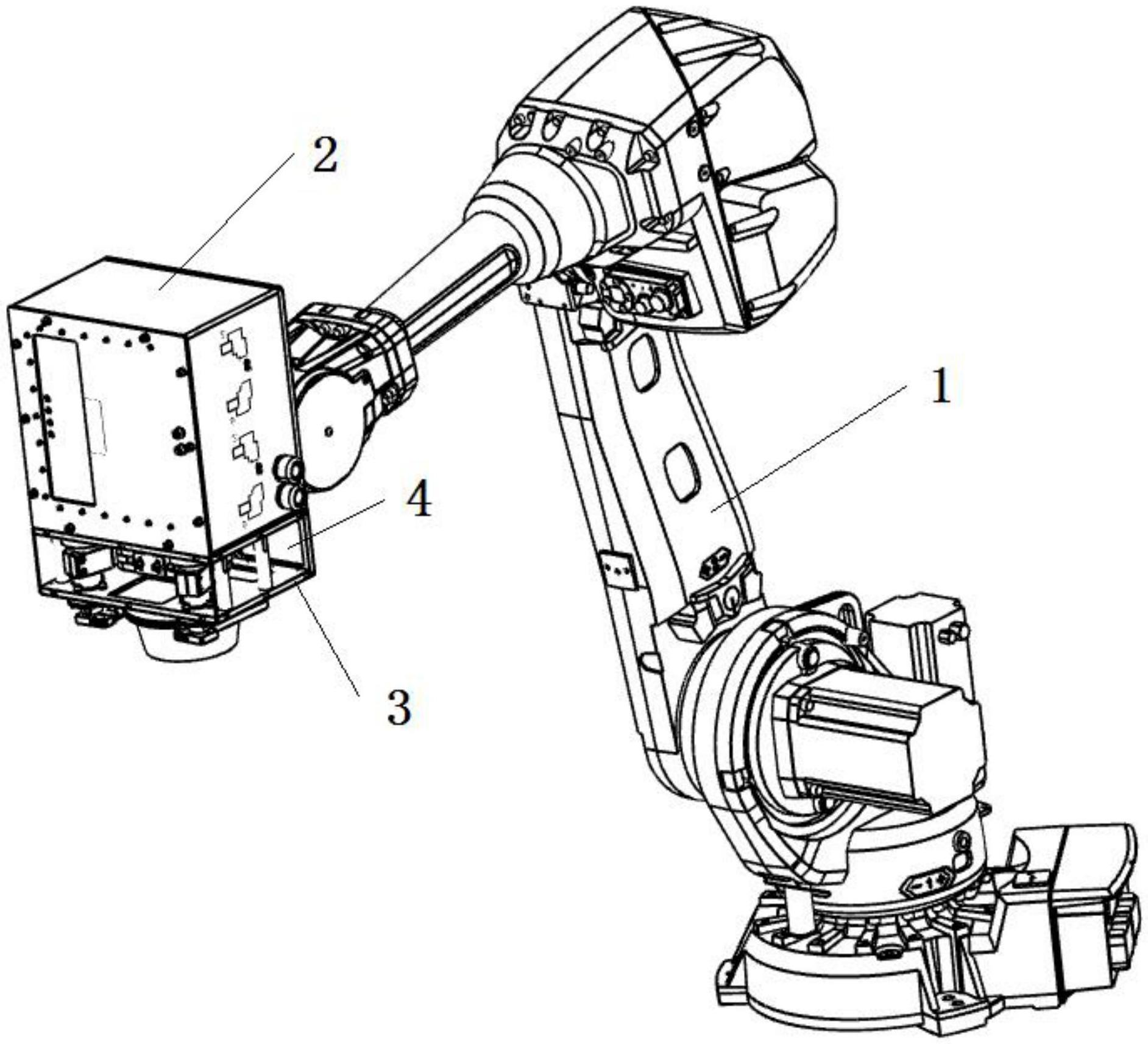
3、一种长水口密封圈上料机构,包括六轴机器人和连接在其控制端的控制箱,所述控制箱的下端通过连接柱连接有安装架,安装架的底部对称设有夹爪,夹爪通过驱动轴与安装架转动连接,两个驱动轴由安装在安装架顶部的驱动组件驱动反向转动。
4、优选地,所述驱动组件包括安装在安装架顶部的气缸,气缸的输出端连接有连接座,连接座的两端均转动连接有连接杆的一端,连接杆的另一端转动连接有驱动杆的一端,驱动杆的另一端与驱动轴固定连接。
5、优选地,两个所述夹爪相对的一侧均设有弧形槽。
6、优选地,所述驱动杆和夹爪靠近驱动轴的一端均设有夹口,且夹口的口沿处连接有紧固螺栓。
7、优选地,所述控制箱与安装架的侧壁通过透明板连接。
8、与现有技术相比,本实用新型的有益效果是:本实用新型结构简单,气缸的输出端通电带动连接座,连接座通过连接杆和驱动杆带动驱动轴转动,驱动轴带动夹爪转动,将长水口的密封圈夹持住,反之,气缸复位,带动驱动轴和夹爪反向转动,松开密封圈,实现上料,实现密封圈与长水口快速上料安装。
技术特征:
1.一种长水口密封圈上料机构,包括六轴机器人(1)和连接在其控制端的控制箱(2),其特征在于,所述控制箱(2)的下端通过连接柱(6)连接有安装架(3),安装架(3)的底部对称设有夹爪(5),夹爪(5)通过驱动轴(7)与安装架(3)转动连接,两个驱动轴(7)由安装在安装架(3)顶部的驱动组件驱动反向转动。
2.根据权利要求1所述的一种长水口密封圈上料机构,其特征在于,所述驱动组件包括安装在安装架(3)顶部的气缸(9),气缸(9)的输出端连接有连接座(10),连接座(10)的两端均转动连接有连接杆(11)的一端,连接杆(11)的另一端转动连接有驱动杆(8)的一端,驱动杆(8)的另一端与驱动轴(7)固定连接。
3.根据权利要求2所述的一种长水口密封圈上料机构,其特征在于,两个所述夹爪(5)相对的一侧均设有弧形槽。
4.根据权利要求3所述的一种长水口密封圈上料机构,其特征在于,所述驱动杆(8)和夹爪(5)靠近驱动轴(7)的一端均设有夹口,且夹口的口沿处连接有紧固螺栓。
5.根据权利要求4所述的一种长水口密封圈上料机构,其特征在于,所述控制箱(2)与安装架(3)的侧壁通过透明板(4)连接。
技术总结
本技术公开了一种长水口密封圈上料机构,包括六轴机器人和连接在其控制端的控制箱,所述控制箱的下端通过连接柱连接有安装架,安装架的底部对称设有夹爪,夹爪通过驱动轴与安装架转动连接,两个驱动轴由安装在安装架顶部的驱动组件驱动反向转动。本技术结构简单,气缸的输出端通电带动连接座,连接座通过连接杆和驱动杆带动驱动轴转动,驱动轴带动夹爪转动,将长水口的密封圈夹持住,反之,气缸复位,带动驱动轴和夹爪反向转动,松开密封圈,实现上料,实现密封圈与长水口快速上料安装。
技术研发人员:贾峻权,王雷,马锐,陈宝强,文学锋,吴忠源,崔尹杰
受保护的技术使用者:苏州博实慧源智能科技有限责任公司
技术研发日:20221101
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!