一种气动式排气管接管的自动化视觉旋转控制打标装置的制作方法
本技术属于机械加工,涉及一种气动式排气管接管的自动化视觉旋转控制打标装置。
背景技术:
1、近年来,各汽车企业均按itaf16949体系的要求,汽车产品、零部件均采用可追溯化永久标识。所以排气管接管零件需要全部进行打产品标号,目前市面主流打标方式有两种,气动式和激光式。气动式打标机的主要特点是造价便宜,噪音大,打标深度范围广,效率低,市面无此类智能化配套设备,打标过程中需要人工来往复搬运并抓持住工件进行打标作业,长期打标的噪声,对工人听力等职业健康影响严重,工人劳动强度大,工作效率低;激光式打标机特点,打标速度快、噪音低,打标深度范围窄,部分厂商可以智能化集成非标自动化设备、造价成本高。
2、由于接管零件后续需要经过喷漆工序,所以激光方式打标的深度、效率、经济性上都无法满足需求,只能采取人工操作气动打标机进行打标,每年需人工抓持住工件进行打标作业至少数百万件以上甚至接近千万件,且每件法兰打标过程中需要搬运2次以上;需配专职打标工两名倒班连续作业,工人劳动强度大,效率低,
3、因此,气动打标机只能采用人工操作打标的特性导致了排气管接管打标产能提升受限、加工效率低的问题凸显,在产能提升时,成为产能瓶颈。如何能够提高气动打标机的工件投放速度,实现自动化连续供料打标,进一步解放人力提高产能,降低工人劳动强度,一直是气动打标机作业的一个难点。
技术实现思路
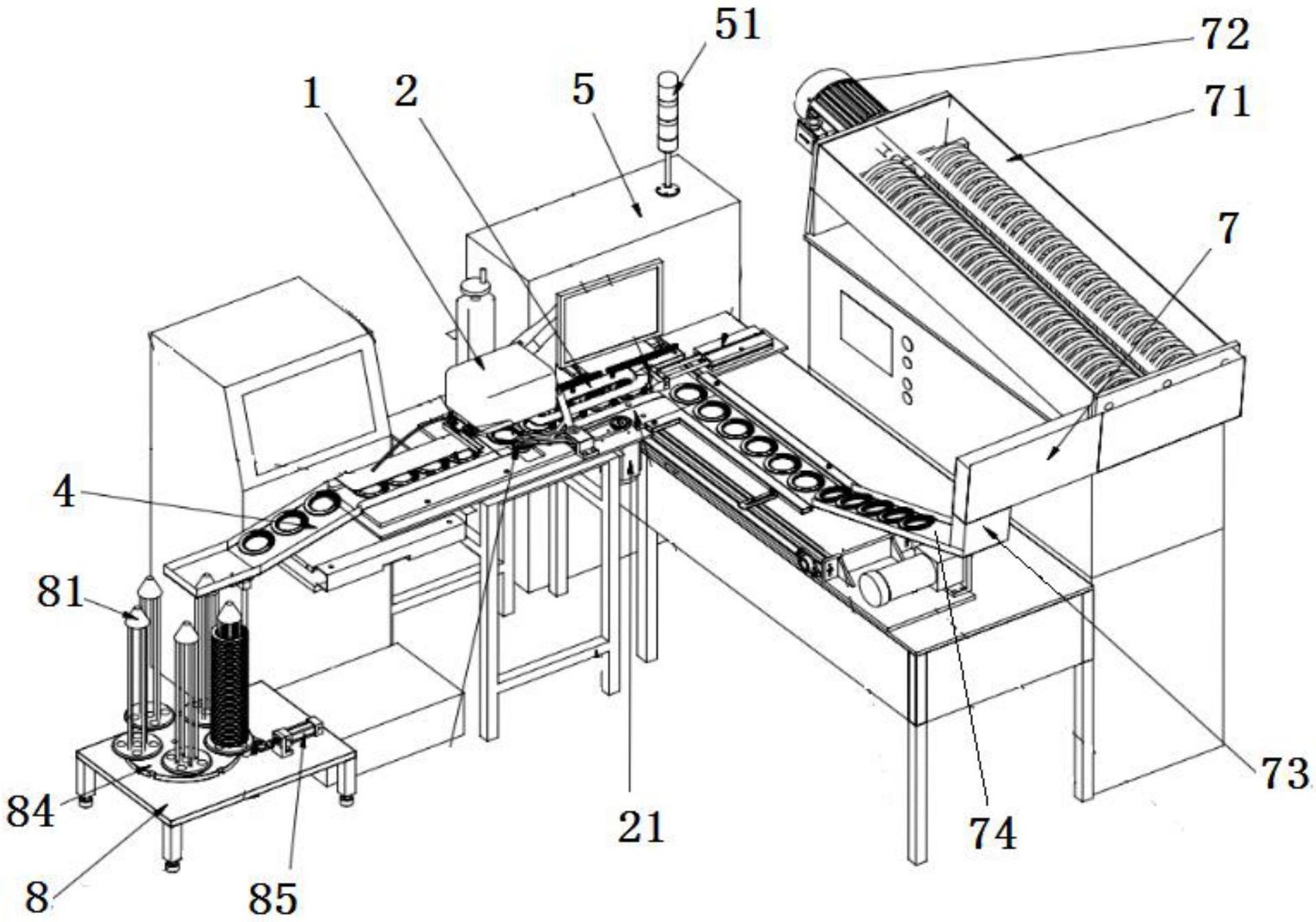
1、本实用新型解决技术问题所采取的技术方案是:一种气动式排气管接管的自动化视觉旋转控制打标装置,包括:气动打标机、自动定位旋转伺服传输机构、视觉拍照机构、传送带、控制系统;
2、气动打标机用于自上向下给接管打标;
3、视觉拍照机构用于拍摄接管进入自动定位旋转伺服传输机构控制区域前的待打标面的图像,视觉拍照机构位于传送带的正上方;
4、自动定位旋转伺服传输机构用于摩擦调整接管在水平面内的旋转角度,自动定位旋转伺服传输机构包括伺服电机驱动的摩擦轮、夹紧臂、同步带轮组副,摩擦轮的旋转轴竖直,摩擦轮的旋转轴与接管的旋转轴平行,同步带轮组副由伺服电机驱动在水平面内往复摆动,摩擦轮转动连接在同步带轮组副的摆动端,同步带轮组副的摆动端朝向接管摆动时,摩擦轮的外圆周与接管外圆周摩擦接触,自动定位旋转伺服传输机构位于传送带的正上方,摩擦轮位于传送带的侧上方;
5、传送带用于将接管传送并依序通过视觉拍照机构、自动定位旋转伺服传输机构、气动打标机,传送带呈槽型,传送带位于摩擦轮的摆动处预留有垭口,垭口的底面不高于传送带的传送面;
6、控制系统用于接收视觉拍照机构并控制摩擦轮摩擦调整接管的水平旋转角度,使得每个接管以相同的角度位置进入气动打标机下的打标区域;
7、气动打标机、自动定位旋转伺服传输机构、视觉拍照机构、传送带均电连接至控制系统;
8、打标时,接管先由视觉拍照机构拍照后将数据信息送至控制系统,控制系统指令自动定位旋转伺服传输机构将接管摩擦调整旋转至预设角度位置后,气动打标机对接管的预设位置进行打标。
9、优选的,所述打标装置还设有自动送料机构,自送送料机构用于将接管依序传送至传送带,降低了人工不间断送料的劳动强度,同时能够实现无人值守自动连续打标。
10、更优的,所述自动送料机构包括:储料箱、电机丝杠传动机构、出料口、滑道,出料口位置高于滑道末端,滑道设有坡度,滑道的高处对接出料口,滑道的低处对接传送带的输入端,电机丝杠传动机构依序将储料箱内的接管逐个推至出料口处。
11、优选的,所述打标装置还设有自动收料机构,自动收料机构用于将打标完成后的接管依序收集整理,降低了人工不间断收集半成品的劳动强度,同时能够实现无人值守自动连续打标。
12、更优的,所述自动收料机构包括导柱,导柱沿竖直方向设置,导柱的上端位于传送带输出端下方,导柱的直径小于接管的内径,导柱的底部设有托盘,托盘的直径大于接管的内径。
13、更优的,所述导柱顶部设有上小下大的锥面,锥面与导柱同旋转轴,锥面底部与导柱的外圆周面贯通。
14、更优的,所述传送带输入端上设有圆形出料口,圆形出料口的下方正对导柱的顶部。
15、更优的,所述导柱沿水平方向设有3至5柱,导柱底部的托盘连接在底盘上,托盘环形均布在底盘,底盘由气缸驱动旋转,气缸电连接至控制系统;控制系统根据计数确定导柱上的接管套满后指令控制气缸旋转,将满装的导柱旋转移开,将新的空载的导柱旋转至圆形出料口的下方,再次进行打标完成后的接管的收集。
16、优选的,所述控制系统上设有警示灯,警示灯设有红色、黄色、绿色闪烁提示;运行时通过三色警示灯反馈灯光信号,一方面可直观反馈工位运行定位情况,二可有效警示其它人员注意安全避让,大大降低人员伤害、产品或者设备故障无人处理的发生概率。
17、本实用新型的有益效果是:
18、1.本实用新型能够实现接管零件自动化送料打标,彻底解决了气动打标机靠人工操作作业的弊端,因此本实用新型能够有效消除因打标时零件搬运及投放时落位不准确或者失手滑落导致的人员工伤、损伤设备,有效解放人力,提高操作人员作业空间及业务。
19、2.本实用新型能够根据接管直径尺寸的不同,调整限位位置,可适应多种尺寸及规格的接管自动化打标作业,并兼容多规格接管零件同工位自动化打标,其余零星接管可用快换工装进行同工位打标作业,因此本实用新型适用范围广。
20、3.本实用新型带视觉系统,能够识别供应商代码并伺服控制执行准确避让;能够兼容多种直径的法兰零件自动输送打标;因此本实用新型兼容性强。
21、4.可根据需求自动与手动供料切换打标。因此,打标多样化。
技术特征:
1.一种气动式排气管接管的自动化视觉旋转控制打标装置,其特征在于,包括:气动打标机(1)、自动定位旋转伺服传输机构(2)、视觉拍照机构(3)、传送带(4)、控制系统(5);
2.根据权利要求1所述的一种气动式排气管接管的自动化视觉旋转控制打标装置,其特征在于,所述打标装置还设有自动送料机构(7)。
3.根据权利要求2所述的一种气动式排气管接管的自动化视觉旋转控制打标装置,其特征在于,所述自动送料机构(7)包括:储料箱(71)、电机丝杠传动机构(72)、出料口(73)、滑道(74),所述出料口(73)位置高于滑道(74)末端,所述滑道(74)设有坡度,所述滑道(74)的高处对接出料口(73),所述滑道(74)的低处对接传送带(4)的输入端,所述电机丝杠传动机构(72)依序将储料箱(71)内的接管(6)逐个推至出料口(73)处。
4.根据权利要求1所述的一种气动式排气管接管的自动化视觉旋转控制打标装置,其特征在于,所述打标装置还设有自动收料机构(8)。
5.根据权利要求4所述的一种气动式排气管接管的自动化视觉旋转控制打标装置,其特征在于,所述自动收料机构(8)包括导柱(81),所述导柱(81)沿竖直方向设置,所述导柱(81)的上端位于传送带(4)输出端下方,所述导柱(81)的直径小于接管(6)的内径,所述导柱(81)的底部设有托盘(82),所述托盘(82)的直径大于接管(6)的内径。
6.根据权利要求5所述的一种气动式排气管接管的自动化视觉旋转控制打标装置,其特征在于,所述导柱(81)顶部设有上小下大的锥面(83),所述锥面(83)与导柱(81)同旋转轴,所述锥面(83)底部与导柱(81)的外圆周面贯通。
7.根据权利要求5所述的一种气动式排气管接管的自动化视觉旋转控制打标装置,其特征在于,所述传送带(4)输入端上设有圆形出料口(42),所述圆形出料口(42)的下方正对导柱(81)的顶部。
8.根据权利要求5所述的一种气动式排气管接管的自动化视觉旋转控制打标装置,其特征在于,所述导柱(81)沿水平方向设有3至5柱,所述导柱(81)底部的托盘(82)连接在底盘(84)上,所述托盘(82)环形均布在底盘(84),所述底盘(84)由气缸(85)驱动旋转,所述气缸(85)电连接至控制系统(5)。
9.根据权利要求1所述的一种气动式排气管接管的自动化视觉旋转控制打标装置,其特征在于,所述控制系统(5)上设有警示灯(51),所述警示灯(51)设有红色、黄色、绿色闪烁提示。
技术总结
本技术属于机械加工技术领域,涉及一种气动式排气管接管的自动化视觉旋转控制打标装置,包括:气动打标机、自动定位旋转伺服传输机构、视觉拍照机构、传送带、控制系统,打标时,接管先由视觉拍照机构拍照后将数据信息送至控制系统,控制系统指令自动定位旋转伺服传输机构将接管摩擦调整旋转至预设角度位置后,气动打标机对接管的预设位置进行打标;本技术能够实现接管零件自动化送料打标,彻底解决了气动打标机靠人工操作作业的弊端,因此本技术能够有效消除因打标时零件搬运及投放时落位不准确或者失手滑落导致的人员工伤、损伤设备,有效解放人力,提高操作人员作业空间及业务。
技术研发人员:谢永涛,王健,邹黎,张海洲,牛黎平,韩子斐,董金刚,代宏波,张磊,张辉
受保护的技术使用者:陕西万方汽车零部件有限公司
技术研发日:20221111
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!