一种自动化转盘式灌装机的制作方法
本技术属于罐装设备,具体涉及一种自动化转盘式灌装机。
背景技术:
1、对于小口径的腔体罐装,特别是对于化妆品用件,对于罐装的要求较高,并且罐装需要经过多个步骤,即有单独的清洗除尘车间对罐装件进行清洗加工,然后人工转运至罐装车间进行罐装作业,随后罐装完成后再转移至封盖车间进行封盖作业,最后再转运出成品。
2、每个车间进行单独的一个工序操作,工序完成后再进行转运作业,这种加工方式,需要大量的人工成本在进行工序作业时,还需要专门的设备进行转运,严重影响了整个罐装工序的效率。
技术实现思路
1、针对现有技术的不足,本实用新型的目的在于提供一种自动化转盘式灌装机,解决了现有技术中存在的上述技术问题。
2、本实用新型的目的可以通过以下技术方案实现:
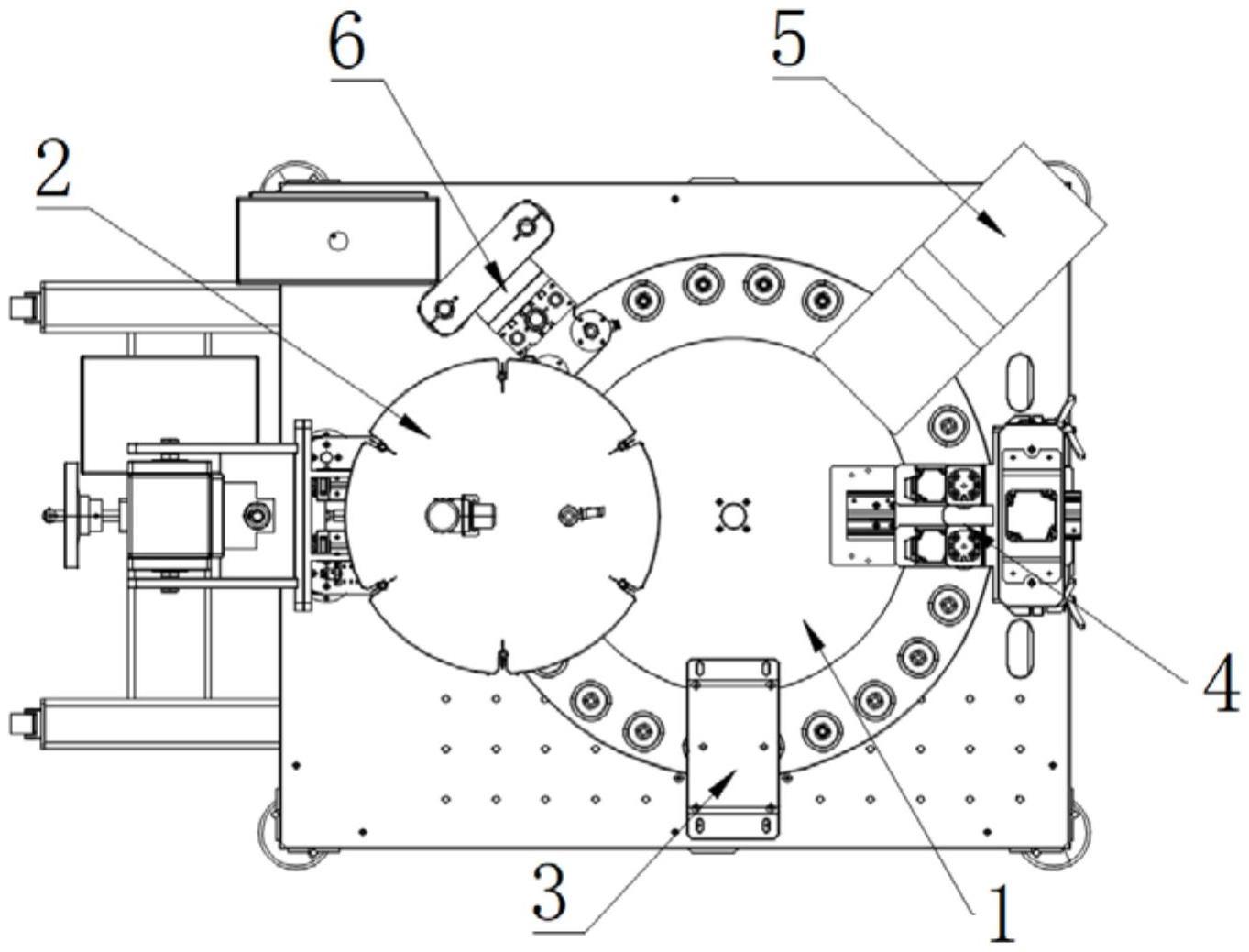
3、一种自动化转盘式灌装机,包括转盘工位、罐装工位、内塞上料工位、外盖旋紧工位、出料工位,
4、所述转盘工位所在的外径等间距设置有若干组杯托治具,在杯托治具内承载管材,所述转盘工位以轴心为中心旋转,通过转盘工位的自转带动管材的同步转动;
5、所述转盘工位上的管材转运至罐装工位下方时,通过罐装工位内存储的物料对管材进行罐装作业;
6、罐装完成的管材通过转盘工位的旋转被转运至内塞上料工位上,所述内塞上料工位包括底部的第一顶升组件、压盖组件,所述第一顶升组件对承载有管材的杯托治具整体进行托举作业,所述压盖组件位于管材的传输线上,使带有内盖的管材顶部顶升后的被压紧;
7、所述外盖旋紧工位用于对盖有毛刷盖的管材进行旋紧;
8、所述出料工位用对完成工装的管材进行出料,随后空载的杯托治具重新复位至上料位置。
9、进一步的,所述转盘工位所在的外径等间距开设有槽口,并位于槽口上承载有杯托治具,并使杯托治具所在的上沿口置于槽口所在的转盘工位上端面。
10、进一步的,所述转盘工位侧边设置有除尘工位,所述除尘工位包括支架座、微型气缸以及气动通气阀,所述气动通气阀通过竖直方向设置的微型气缸固定在支架座上;
11、所述转盘工位带动管材旋转至除尘工位下方时,微型气缸驱动气动通气阀下降并伸入至管材内吸气除尘,随后除尘的管材通过转盘工位转运至罐装工位下方。
12、进一步的,所述罐装工位所在的进料口位置设置有缓冲组件,通过缓冲组件接触并压合位于杯托治具上的管材,同时位于转盘工位下方的第二顶升组件将杯托治具整体顶升,使所述进料口对管材内进行物料罐装。
13、进一步的,所述外盖旋紧工位包括夹紧组件、旋紧组件,所述夹紧组件分别从两侧对位于该工位上的管材壁进行夹紧,随后通过旋紧组件对位于管材上方盖有毛刷盖进行旋紧,使毛刷盖与管材进行旋紧固定。
14、进一步的,位于所述出料工位所在进口处的顶部拱形弧面结构,且位于所述出料工位所在出口处倾斜向下,所述出料工位所在的下方设置有第三顶升组件,通过第三顶升组件将位于杯托治具内的管材顶升托起,随后管材与进口处顶部的拱形弧面接触后脱落,并从底部出口处滑落。
15、进一步的,所述杯托治具所在的底部位置设置为锯齿状结构,通过第一顶升组件与第二顶升组件与杯托治具底部的锯齿位置接触并实现整体顶升。
16、进一步的,所述杯托治具整体呈上下贯穿结构设置,并使得第三顶升组件从底部贯穿后对位于中部承载的管材进行顶升作业。
17、所述的自动化转盘式灌装机的使用方法,包括以下步骤:
18、s1、首先将在转盘工位的杯托治具上承载空的管材,通过转盘工位的将管材转运至除尘工位进行除尘作业,随后转运至罐装工位位置;
19、s2、通过罐装工位对管材进行物料罐装,随后再转运至内塞上料工位上,通过内塞上料工位将内塞固定于管材上,再转运至外盖旋紧工位位置;
20、s3、通过外盖旋紧工位将盖有毛刷盖的管材进行旋紧;
21、s4、出料工位用对完成工装的管材进行出料,随后空载的杯托治具重新复位至上料位置。
22、本实用新型的有益效果:
23、1、本装置采用的罐装工位、内塞上料工位以及外盖旋紧工位、出料工位均设置在转盘工位所在的外侧位置,实现在一个区域内,从罐装到出料的全方位自动化操作,在节省设备车间空间使用的同时,也减少了人工操作,提高了罐装效率。
24、2、本装置采用的除尘工位可以通过对管材所在的内腔进行正负压的交替替换除尘,实现了对管材的自动化除尘清洗作业,操作便捷无需单独转运,减少了运转工序。
25、3、本装置采用的出料工位进口处位置为拱形弧面结构,因此在实际的使用时,直接通过位于出料工位所在的下方设置的第三顶升组件顶升,无需单独的夹取组件作为额外的驱动组件,即可实现装配成型的管件直接脱落,操作更加便捷。
技术特征:
1.一种自动化转盘式灌装机,包括转盘工位(1)、罐装工位(2)、内塞上料工位(3)、外盖旋紧工位(4)、出料工位(5),其特征在于:
2.根据权利要求1所述的自动化转盘式灌装机,其特征在于,所述转盘工位(1)所在的外径等间距开设有槽口(101),并位于槽口(101)上承载有杯托治具(11),并使杯托治具(11)所在的上沿口置于槽口(101)所在的转盘工位(1)上端面。
3.根据权利要求1所述的自动化转盘式灌装机,其特征在于,所述转盘工位(1)侧边设置有除尘工位(6),所述除尘工位(6)包括支架座(61)、微型气缸(62)以及气动通气阀(63),所述气动通气阀(63)通过竖直方向设置的微型气缸(62)固定在支架座(61)上;
4.根据权利要求1所述的自动化转盘式灌装机,其特征在于,所述罐装工位(2)所在的进料口(201)位置设置有缓冲组件(21),通过缓冲组件(21)接触并压合位于杯托治具(11)上的管材(12),同时位于转盘工位(1)下方的第二顶升组件(22)将杯托治具(11)整体顶升,使所述进料口(201)对管材(12)内进行物料罐装。
5.根据权利要求1所述的自动化转盘式灌装机,其特征在于,所述外盖旋紧工位(4)包括夹紧组件(41)、旋紧组件(42),所述夹紧组件(41)分别从两侧对位于该工位上的管材(12)壁进行夹紧,随后通过旋紧组件(42)对位于管材(12)上方盖有毛刷盖进行旋紧,使毛刷盖与管材(12)进行旋紧固定。
6.根据权利要求1所述的自动化转盘式灌装机,其特征在于,位于所述出料工位(5)所在进口处的顶部拱形弧面结构,且位于所述出料工位(5)所在出口处倾斜向下,所述出料工位(5)所在的下方设置有第三顶升组件(51),通过第三顶升组件(51)将位于杯托治具(11)内的管材(12)顶升托起,随后管材(12)与进口处顶部的拱形弧面接触后脱落,并从底部出口处滑落。
7.根据权利要求4所述的自动化转盘式灌装机,其特征在于,所述杯托治具(11)所在的底部位置设置为锯齿状结构,通过第一顶升组件(31)与第二顶升组件(22)与杯托治具(11)底部的锯齿位置接触并实现整体顶升。
8.根据权利要求6所述的自动化转盘式灌装机,其特征在于,所述杯托治具(11)整体呈上下贯穿结构设置,并使得第三顶升组件(51)从底部贯穿后对位于中部承载的管材(12)进行顶升作业。
技术总结
本技术公开了一种自动化转盘式灌装机,包括转盘工位所在的外径等间距设置有若干组杯托治具,在杯托治具内承载管材,转盘工位以轴心为中心旋转,通过转盘工位的自转带动管材的同步转动;转盘工位上的管材转运至罐装工位下方时,通过罐装工位内存储的物料对管材进行罐装作业;罐装完成的管材通过转盘工位的旋转被转运至内塞上料工位上,使带有内盖的管材顶部顶升后的被压紧;外盖旋紧工位用于对盖有毛刷盖的管材进行旋紧;出料工位用对完成工装的管材进行出料,随后空载的杯托治具重新复位至上料位置。本装置实现在一个区域内,从罐装到出料的全方位自动化操作,在节省设备车间空间使用的同时,也减少了人工操作,提高了罐装效率。
技术研发人员:张曦明,李友明
受保护的技术使用者:乐虹智能科技(浙江)有限公司
技术研发日:20221114
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!