橡胶制品连续生产线的传输机构的制作方法
本技术属于橡胶产品加工,具体涉及一种橡胶制品连续生产线的传输机构。
背景技术:
1、目前,在橡胶制品的连续加工中,其传输机构常规的包括传输架、设置在传输架上的多根传输辊,其中传输的行程取决于传输架的长度和传输辊的根数,而且一旦生产车间传输路径设定后,基本无法进行更改,因此,存在以下缺陷:
2、1)一旦随着产品变化,传输路径的长短无法进行实时调节,不仅影响橡胶制品连续加工的品质和效率,而且无法满足加工需要;
3、2)尤其是针对存在高度落差且需要随时交替传输路径的加工需要而言,首先,进行落差位置互换的难度非常大,除非增加多条备选传输路径;其次,在落差交替的同时还需要进行长短切换,需要进行传输路径的布局,这样一来,所形成传输结构就变得十分复杂,不好掌控。
技术实现思路
1、本实用新型所要解决的技术问题是克服现有技术的不足,提供一种改进的橡胶制品连续生产线的传输机构。
2、为解决上述技术问题,本实用新型采取的技术方案如下:
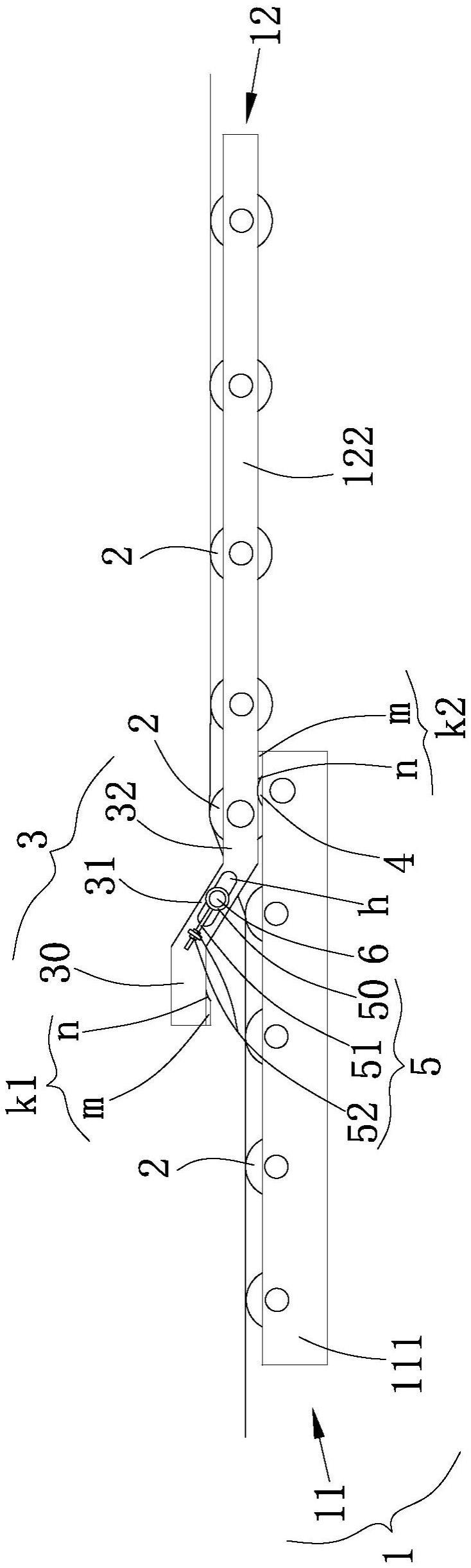
3、一种橡胶制品连续生产线的传输机构,其包括传输架、沿着传输方向前后依次间隔分布在传输架上的传输辊,传输架包括前后衔接且存在高度落差的第一架体和第二架体,传输机构还包括分别设置在第一架体和第二架体衔接端部且滑动配合的衔接轨道和衔接滚轮,其中衔接轨道包括沿着前后方向依次设置的上轨体、中轨体、下轨体,中轨体倾斜设置,且倾斜的斜率与落差高度呈正比,衔接滚轮与上轨体或下轨体配合以切换第一架体和第二架体的高低位。
4、优选地,在上轨体和下轨体上分别设有上卡合模块和下卡合模块,其中由上卡合模块或下卡合模块与衔接滚轮配合将调节落差后的第一架体和第二架体相对定位。
5、根据本实用新型的一个具体实施和优选方面,上卡合模块和下卡合模块结构相同,均包括沿着对应轨体长度方向延伸的直模条、形成在直模条的端部且能够与衔接滚轮的部分轮面抵触配合的弧形模条,其中上卡合模块的弧形模条位于直模条的后端;下卡合模块的弧形模条位于直模条的前端。在此,通过卡合模块的设置,使得搭接后相对稳固,便于实际产品的传输。
6、优选地,第一架体和第二架体定位时,直模条压合在第一架体和第二架体之间。进一步提升搭接的牢固性。
7、根据本实用新型的又一个具体实施和优选方面,第一架体包括位于两侧的第一架臂,衔接滚轮分别设置在两侧第一架臂的后端,且转动轴线与传输辊的转动轴线平行设置。这样的布局,使其结构简单,同时也便于搭接的实施。
8、优选地,衔接滚轮顶部位于传输辊所形成传输面的下方。这样能够尽可能的缩小直模条的高度,避免运转形成障碍,而且更平稳和安全的实施轨道切换。
9、优选地,第二架体包括位于两侧的第二架臂,衔接轨道分别自下轨体的后端部连接在第二架臂的前端。
10、此外,在衔接轨道之间还设有衔接辊,其中衔接辊能够上下活动地调节设置。在此通过衔接辊的设置,便于第一架体和第二架体上的传输辊对接。
11、优选地,在中轨体上设有沿着自身长度方向延伸的滑槽,衔接辊自端部滑动匹配的安装于滑槽中,传输机构还包括自衔接辊的两端部用于推动衔接辊沿着滑槽运动调节的调节件。
12、优选地,调节件包括套设在所述衔接辊穿出所述滑槽端部的连接套、固定在连接套上的连接栓、固定在所述滑槽一端部的固定座、锁定螺母,其中连接栓穿过所述固定座且采用锁定螺母将连接栓和固定座相对锁定。
13、由于以上技术方案的实施,本实用新型与现有技术相比具有如下优点:
14、本实用新型通过衔接轨道和衔接滚轮的滑动配合,并在设定倾斜角度下,实施第一架体和第二架体在传输路径长短调节的同时,还能够进行高低位的切换,以满足加工需要,结构简单,实施方便,且成本低。
技术特征:
1.一种橡胶制品连续生产线的传输机构,其包括传输架、沿着传输方向前后依次间隔分布在所述传输架上的传输辊,其特征在于:所述传输架包括前后衔接且存在高度落差的第一架体和第二架体,所述传输机构还包括分别设置在所述第一架体和第二架体衔接端部且滑动配合的衔接轨道和衔接滚轮,其中所述衔接轨道包括沿着前后方向依次设置的上轨体、中轨体、下轨体,所述中轨体倾斜设置,且倾斜的斜率与落差高度呈正比,所述衔接滚轮与所述上轨体或所述下轨体配合以切换所述第一架体和第二架体的高低位。
2.根据权利要求1所述的橡胶制品连续生产线的传输机构,其特征在于:在所述的上轨体和所述下轨体上分别设有上卡合模块和下卡合模块,其中由所述上卡合模块或所述下卡合模块与所述衔接滚轮配合将调节落差后的第一架体和第二架体相对定位。
3.根据权利要求2所述的橡胶制品连续生产线的传输机构,其特征在于:所述上卡合模块和所述下卡合模块结构相同,均包括沿着对应轨体长度方向延伸的直模条、形成在直模条的端部且能够与所述衔接滚轮的部分轮面抵触配合的弧形模条,其中所述上卡合模块的弧形模条位于所述直模条的后端;所述下卡合模块的弧形模条位于所述直模条的前端。
4.根据权利要求3所述的橡胶制品连续生产线的传输机构,其特征在于:所述第一架体和第二架体定位时,所述直模条压合在所述第一架体和第二架体之间。
5.根据权利要求1所述的橡胶制品连续生产线的传输机构,其特征在于:所述第一架体包括位于两侧的第一架臂,所述衔接滚轮分别设置在两侧所述第一架臂的后端,且转动轴线与所述传输辊的转动轴线平行设置。
6.根据权利要求5所述的橡胶制品连续生产线的传输机构,其特征在于:所述衔接滚轮顶部位于所述传输辊所形成传输面的下方。
7.根据权利要求5所述的橡胶制品连续生产线的传输机构,其特征在于:所述第二架体包括位于两侧的第二架臂,所述衔接轨道分别自所述下轨体的后端部连接在所述第二架臂的前端。
8.根据权利要求1所述的橡胶制品连续生产线的传输机构,其特征在于:在所述衔接轨道之间还设有衔接辊,其中所述衔接辊能够上下活动地调节设置。
9.根据权利要求8所述的橡胶制品连续生产线的传输机构,其特征在于:在所述中轨体上设有沿着自身长度方向延伸的滑槽,所述衔接辊自端部滑动匹配的安装于所述滑槽中,所述传输机构还包括自所述衔接辊的两端部用于推动所述衔接辊沿着所述滑槽运动调节的调节件。
10.根据权利要求9所述的橡胶制品连续生产线的传输机构,其特征在于:所述调节件包括套设在所述衔接辊穿出所述滑槽端部的连接套、固定在连接套上的连接栓、固定在所述滑槽一端部的固定座、锁定螺母,其中连接栓穿过所述固定座且采用锁定螺母将连接栓和固定座相对锁定。
技术总结
本技术涉及橡胶制品连续生产线的传输机构,其包括传输架、沿着传输方向前后依次间隔分布在传输架上的传输辊,传输架包括前后衔接且存在高度落差的第一架体和第二架体,传输机构还包括分别设置在第一架体和第二架体衔接端部且滑动配合的衔接轨道和衔接滚轮,其中衔接轨道包括沿着前后方向依次设置的上轨体、中轨体、下轨体,中轨体倾斜设置,且倾斜的斜率与落差高度呈正比,衔接滚轮与上轨体或下轨体配合以切换第一架体和第二架体的高低位。本技术通过衔接轨道和衔接滚轮的滑动配合,并在设定倾斜角度下,实施第一架体和第二架体在传输路径长短调节的同时,还能够进行高低位的切换,以满足加工需要,结构简单,实施方便,且成本低。
技术研发人员:王林福
受保护的技术使用者:苏州华东橡胶工业有限公司
技术研发日:20221124
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!