一种全自动双面高效贴标流水线的制作方法
【】本技术属于贴标设备,特别是涉及一种全自动双面高效贴标流水线。
背景技术
0、
背景技术:
1、随着3c行业技术的发展,对提高产能的需求日渐增加。因此,要求自动化设备操作简单便捷,快速响应。在对产品进行封装前,需要在设定位置处粘贴与产品信息相关标签。
2、现有技术中专利公开号为cn114715503a公开的一种贴标方法及贴标流水线,其提供了一种包装盒的贴标方法与设备,虽然也涉及到两个表面的贴标,但针对的是包装盒的贴标,而对于具有复杂结构且包含有若干线路板结构的线路组件,线路组件一般为扁平状,且具有多个叠层的线路板叠设,表面并不是一整个平面结构,且周边也不具备可以直接夹持的部位,因此,该贴标流水线并不适用于。
3、因此,有必要提供一种新的全自动双面高效贴标流水线来解决上述问题。
技术实现思路
0、
技术实现要素:
1、本实用新型的主要目的在于提供一种全自动双面高效贴标流水线,能够适用于结构复杂的电子器件线路组件结构的正反面贴标,贴标效率高。
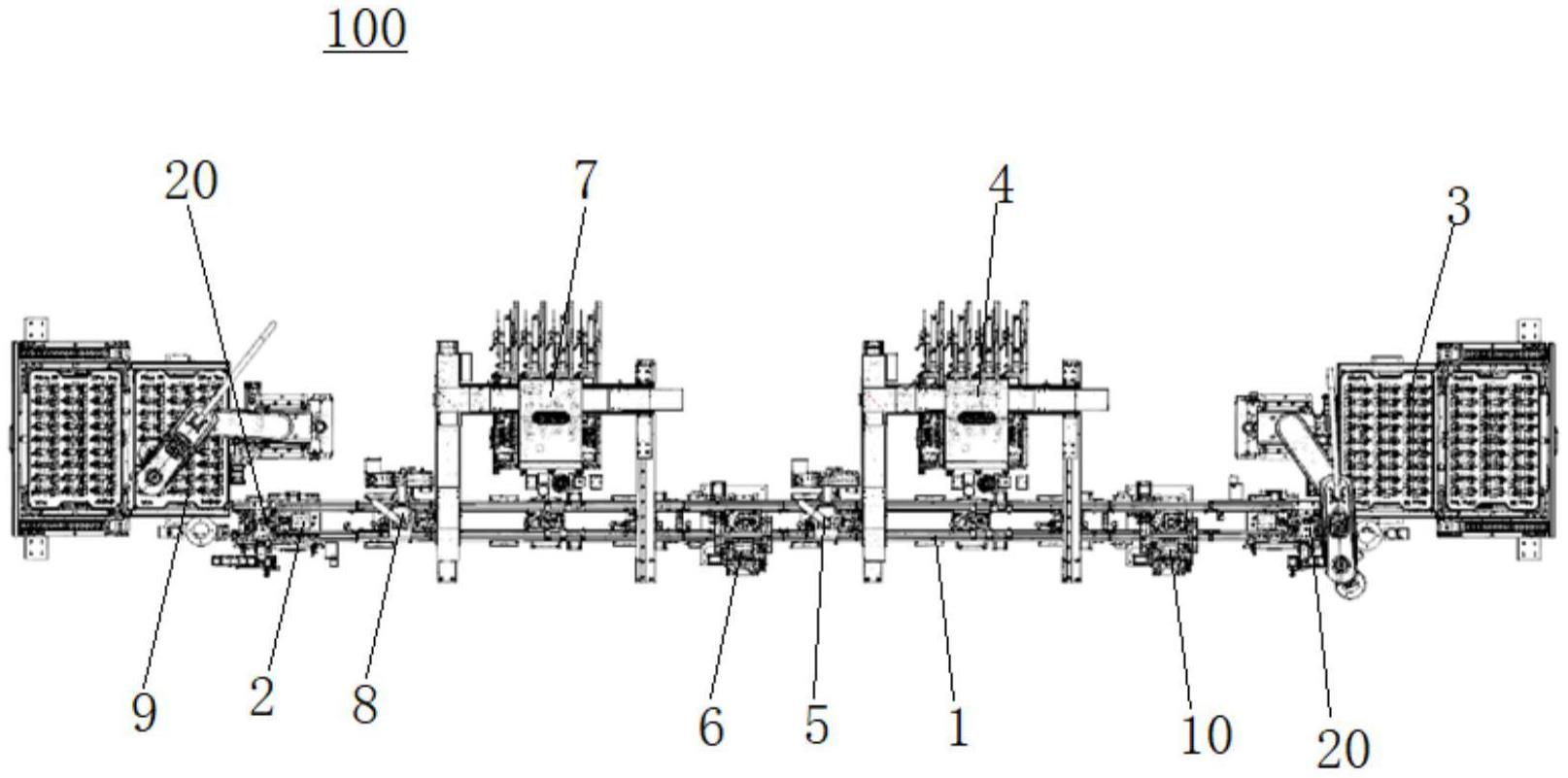
2、本实用新型通过如下技术方案实现上述目的:一种全自动双面高效贴标流水线,其包括载具循环输送线、沿所述载具循环输送线设置的第一贴标单元与第二贴标单元、以及设置在所述第一贴标单元与所述第二贴标单元之间的第一翻转单元,所述载具循环输送线上循环输送有载具、两端外侧设置有供料上料单元与收料下料单元,所述第一贴标单元与所述第二贴标单元的下游均设置有检测单元;所述供料上料单元与所述第一贴标单元之间、或所述第二检测单元与所述收料下料单元之间设置有第二翻转单元。
3、进一步的,所述载具包括底板与盖板,所述底板与所述盖板之间形成有压持固定产品的限位腔,所述底板与所述盖板上均设置有裸露出产品设定位置以便进行贴标的避让缺口。
4、进一步的,所述载具循环输送线包括上层输送线、下层输送线以及设置在两端的且实现所述上层输送线与所述下层输送线连接的提升模组;所述载具循环输送线上对应于所述第一贴标单元、所述第一检测单元、所述第一翻转单元、所述第二贴标单元、所述第二检测单元以及所述第二翻转单元位置均设置有顶升阻挡定位模组。
5、进一步的,所述载具循环输送线上设置有上料工位与下料工位,所述上料工位与所述下料工位处均设置有将所述载具打开的开盖单元。
6、进一步的,所述开盖单元包括第一气缸、受所述第一气缸驱动进行水平移动的第一支撑板、固定在所述第一支撑板上的第二气缸以及受所述第二气缸驱动进行上下运动的吸附板。
7、进一步的,所述供料上料单元与所述收料下料单元结构相同,且包括料盘供收装置以及上料机构;所述上料机构包括多轴机器人、设置在所述多轴机器人活动末端的吸附组件以及第一相机。
8、进一步的,所述第一贴标单元与第二贴标单元均包括供料飞达、贴标机构、对标签进行检测的第二相机以及位于所述第二相机旁的ng盒。
9、进一步的,所述贴标机构包括x轴移载模组、受所述x轴移载模组驱动沿x轴移动的y轴移载模组以及设置在所述y轴移载模组活动末端的多头贴装模组与第三相机。
10、进一步的,所述多头贴装模组包括第二支撑板以及设置在所述第二支撑板上的若干贴装模组。
11、进一步的,所述贴装模组包括第一电机与第二电机、受所述第一电机驱动进行上下运动且受所述第二电机驱动进行旋转运动的旋转升降轴、以及设置在所述旋转升降轴末端的吸附块。
12、与现有技术相比,本实用新型一种全自动双面高效贴标流水线的有益效果在于:利用载具对产品进行固定定位,通过载具循环输送线实现载具的循环利用,沿着载具循环输送线依次设置第一贴标单元、第一检测单元、第一翻转单元、第二贴标单元以及第二检测单元,实现了产品正反表面的自动贴标以及自动检测;同时在第一贴标单元的上游或第二检测单元的下游设置第二翻转单元,将载具翻转至反面或将反面朝上的载具翻转至初始状态,配合载具循环输送线两端外侧设置的供料上料单元与收料下料单元,实现了料盘式的产品自动上料以及自动装盘下料;本流水线实现了产品的自动上料、装入载具、一次翻转、反面贴标签、一次检测、二次翻转、正面贴标签、二次检测以及自动下料等一系列自动化操作,大大提高了贴标效率。
技术特征:
1.一种全自动双面高效贴标流水线,其包括载具循环输送线、沿所述载具循环输送线设置的第一贴标单元与第二贴标单元、以及设置在所述第一贴标单元与所述第二贴标单元之间的第一翻转单元,其特征在于:所述载具循环输送线上循环输送有载具、两端外侧设置有供料上料单元与收料下料单元,所述第一贴标单元与所述第二贴标单元的下游分别设置有第一检测单元、第二检测单元;所述供料上料单元与所述第一贴标单元之间、或所述第二检测单元与所述收料下料单元之间设置有第二翻转单元。
2.如权利要求1所述的全自动双面高效贴标流水线,其特征在于:所述载具包括底板与盖板,所述底板与所述盖板之间形成有压持固定产品的限位腔,所述底板与所述盖板上均设置有裸露出产品设定位置以便进行贴标的避让缺口。
3.如权利要求1所述的全自动双面高效贴标流水线,其特征在于:所述载具循环输送线包括上层输送线、下层输送线以及设置在两端的且实现所述上层输送线与所述下层输送线连接的提升模组;所述载具循环输送线上对应于所述第一贴标单元、所述第一检测单元、所述第一翻转单元、所述第二贴标单元、所述第二检测单元以及所述第二翻转单元位置均设置有顶升阻挡定位模组。
4.如权利要求2所述的全自动双面高效贴标流水线,其特征在于:所述载具循环输送线上设置有上料工位与下料工位,所述上料工位与所述下料工位处均设置有将所述载具打开的开盖单元。
5.如权利要求4所述的全自动双面高效贴标流水线,其特征在于:所述开盖单元包括第一气缸、受所述第一气缸驱动进行水平移动的第一支撑板、固定在所述第一支撑板上的第二气缸以及受所述第二气缸驱动进行上下运动的吸附板。
6.如权利要求1所述的全自动双面高效贴标流水线,其特征在于:所述供料上料单元与所述收料下料单元结构相同,且包括料盘供收装置以及上料机构;所述上料机构包括多轴机器人、设置在所述多轴机器人活动末端的吸附组件以及第一相机。
7.如权利要求1所述的全自动双面高效贴标流水线,其特征在于:所述第一贴标单元与第二贴标单元均包括供料飞达、贴标机构、对标签进行检测的第二相机以及位于所述第二相机旁的ng盒。
8.如权利要求7所述的全自动双面高效贴标流水线,其特征在于:所述贴标机构包括x轴移载模组、受所述x轴移载模组驱动沿x轴移动的y轴移载模组以及设置在所述y轴移载模组活动末端的多头贴装模组与第三相机。
9.如权利要求8所述的全自动双面高效贴标流水线,其特征在于:所述多头贴装模组包括第二支撑板以及设置在所述第二支撑板上的若干贴装模组。
10.如权利要求9所述的全自动双面高效贴标流水线,其特征在于:所述贴装模组包括第一电机与第二电机、受所述第一电机驱动进行上下运动且受所述第二电机驱动进行旋转运动的旋转升降轴、以及设置在所述旋转升降轴末端的吸附块。
技术总结
本技术公开了一种全自动双面高效贴标流水线,其包括载具循环输送线、沿所述载具循环输送线设置的第一贴标单元与第二贴标单元、以及设置在所述第一贴标单元与所述第二贴标单元之间的第一翻转单元,所述载具循环输送线上循环输送有载具、两端外侧设置有供料上料单元与收料下料单元,所述第一贴标单元与所述第二贴标单元的下游均设置有检测单元;所述供料上料单元与所述第一贴标单元之间、或所述第二检测单元与所述收料下料单元之间设置有第二翻转单元。本技术能够适用于结构复杂的电子器件线路组件结构的正反面贴标,贴标效率高。
技术研发人员:王德龙
受保护的技术使用者:苏州思榕智能装备有限公司
技术研发日:20221130
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!