一种产品抽真空包装系统及包装机的制作方法
本申请涉及包装设备的,具体而言,涉及一种产品抽真空包装系统及包装机。
背景技术:
1、产品(例如零组件)在出厂前需要以真空方式进行包装,而且客户往往会给定一个真空包装压力作为作业标准。
2、外抽式包装机作业过程中需要保证包装袋尾部的气体也被抽干净,达到客户的真空包装压力。这一类包装机一般配置有踏板开关,通过踩踏踏板开关来停止抽真空。
3、在抽真空的作业工程中,工作人员通过观察的方式判断是否已经到达抽真空的标准,在工作人员主观判定达到抽吸标准时,通过踩踏踏板开关的方式停止抽真空。但是,由于观察的方式需要一定经验的积累,由于作业人员的不同或者手法不熟练,会产生不一样的真空包装效果。如果踏板开关踩踏过早,产品的包装内可能会残留部分气体,达不到真空包装的压力标准。如果踏板开关踩踏过晚,可能导致产品被抽变形。
技术实现思路
1、本申请实施例的目的在于提供一种产品抽真空包装系统及包装机,其能够在产品的包装达到需要的真空包装压力标准时,通过泄压阀自动的卸载对产品包装的抽吸,尽可能防止对产品包装的过度真空抽吸导致的产品变形,较准确的控制真空包装压力,减少了对工作人员经验的过度依赖,提升包装的可靠性和安全性。
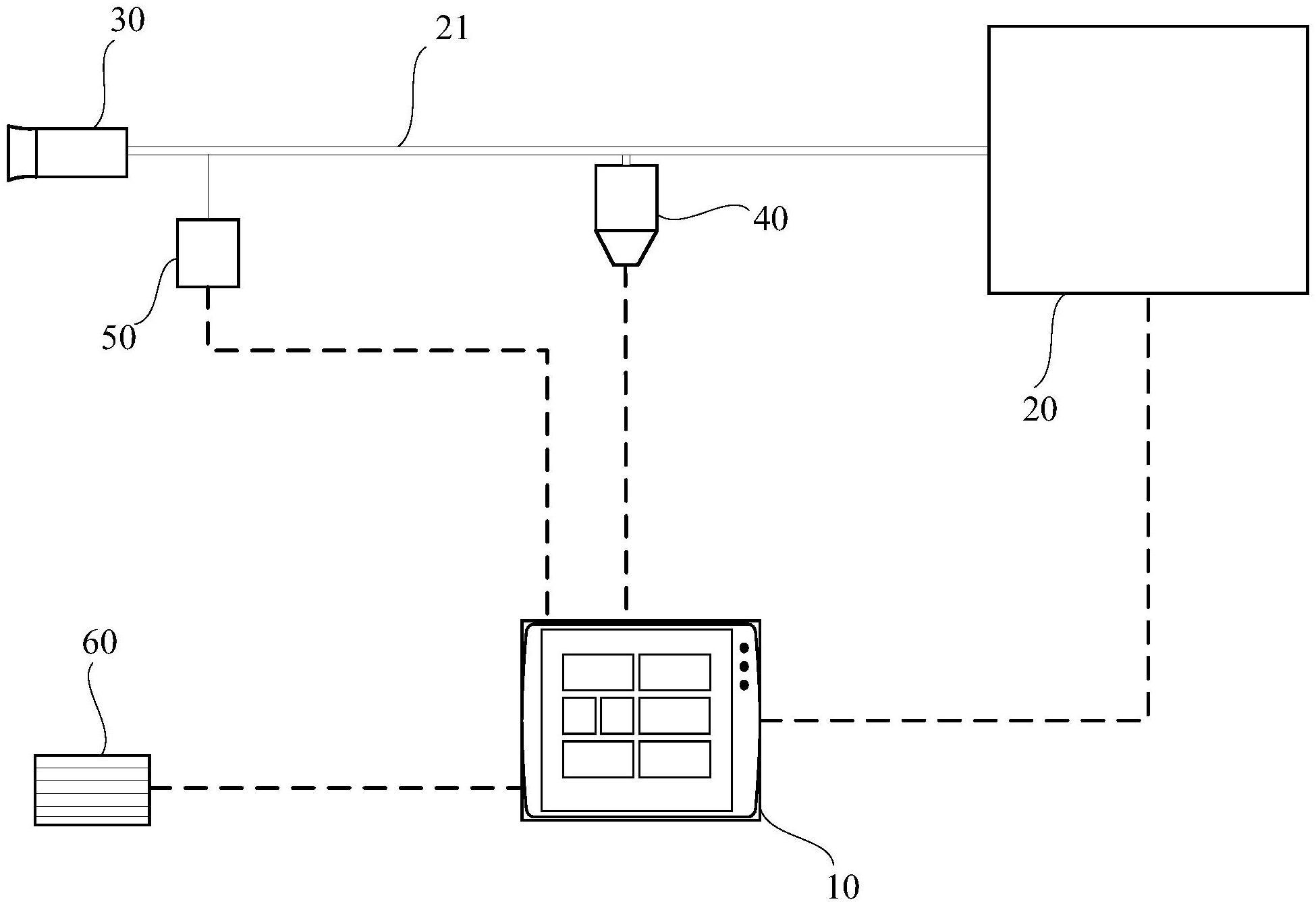
2、第一方面,提供了一种产品抽真空包装系统,包括控制装置、真空泵组件、抽吸头、泄压阀、真空压力传感器和踏板开关。真空泵组件与控制装置电连接。抽吸头与真空泵组件通过气体管路连接,抽吸头用于插入包装产品的包装袋中。泄压阀连接在真空泵组件与抽吸头连接的气体管路上,且泄压阀与控制装置电连接。真空压力传感器连接在气体管路上并靠近抽吸头,且真空压力传感器与控制装置电连接。踏板开关与控制装置电连接,踏板开关闭合时向控制装置发送用于控制真空泵组件停止抽吸的踏板信号。其中,控制装置设定有第一阈值范围,在真空压力传感器检测到的数值处于第一阈值范围内时,泄压阀打开;在真空压力传感器检测到的数值小于第一阈值范围时,泄压阀保持关闭。
3、在一种可实施的方案中,在气体管路上设置有至少两个前后串联的泄压阀,所有泄压阀同时打开或同时关闭。
4、在一种可实施的方案中,气体管路包括至少两条并联的支路,在每条支路上连接有至少一个泄压阀,所有泄压阀同时打开或同时关闭。
5、在一种可实施的方案中,还包括模式切换按钮,其与控制装置电连接;产品抽真空包装系统包括第一工作模式和第二工作模式;模式切换按钮用于向控制装置发送电信号以在第一工作模式和第二工作模式之间切换;在第一工作模式中,所有泄压阀保持关闭时,此时控制装置对接收到的踏板信号不做任何处理;泄压阀打开时,此时控制装置接收到踏板信号后并控制真空泵组件停止抽吸;在第二工作模式中,无论泄压阀保持关闭或者打开的任一状态中,控制装置一旦接收到踏板信号后便控制真空泵组件停止抽吸。
6、在一种可实施的方案中,还包括急停按钮,其与真空泵组件电连接,用以切断真空泵组件的电源。
7、在一种可实施的方案中,还包括报警装置,其与控制装置电连接;报警装置用于在真空压力传感器检测到的数值达到预定值时发出警示声音和/或警示灯光。
8、在一种可实施的方案中,还包括输入装置,其与控制装置电连接;输入装置用于向控制装置发送电信号以更改第一阈值范围的上限和/或下限。
9、根据本申请的第二方面,还提供了一种包装机,用于对产品进行抽真空包装,包括上述方案中的产品抽真空包装系统。
10、与现有技术相比,本申请的有益效果为:
11、本申请的技术方案中,真空压力传感器检测到的数值处于第一阈值范围内时,泄压阀打开,从而有效防止了抽吸过度导致的产品变形,降低因真空包装产生的报废率。
12、同时,在真空压力传感器检测到的数值小于第一阈值范围时,泄压阀保持关闭,使真空泵组件保持抽吸的压力,尽可能的使产品的真空包装压力达到既定的数值。
13、综上,本申请的技术方案较准确的控制真空包装的真空压力,减少了对工作人员经验的过度依赖,提升包装的可靠性和安全性。
技术特征:
1.一种产品抽真空包装系统,其特征在于,包括:
2.根据权利要求1所述的产品抽真空包装系统,其特征在于,在所述气体管路(21)上设置有至少两个前后串联的泄压阀(40),所有所述泄压阀(40)同时打开或同时关闭。
3.根据权利要求1所述的产品抽真空包装系统,其特征在于,所述气体管路(21)包括至少两条并联的支路(211),在每条所述支路(211)上连接有至少一个所述泄压阀(40),所有所述泄压阀(40)同时打开或同时关闭。
4.根据权利要求1-3任一项所述的产品抽真空包装系统,其特征在于,还包括模式切换按钮(70),其与所述控制装置(10)电连接;所述产品抽真空包装系统包括第一工作模式和第二工作模式;所述模式切换按钮(70)用于向所述控制装置(10)发送电信号以在所述第一工作模式和第二工作模式之间切换;
5.根据权利要求1-3任一项所述的产品抽真空包装系统,其特征在于,还包括急停按钮(80),其与所述真空泵组件(20)电连接,用以切断所述真空泵组件(20)的电源。
6.根据权利要求1-3任一项所述的产品抽真空包装系统,其特征在于,还包括报警装置(90),其与所述控制装置(10)电连接;所述报警装置(90)用于在所述真空压力传感器(50)检测到的数值达到预定值时发出警示声音和/或警示灯光。
7.根据权利要求1-3任一项所述的产品抽真空包装系统,其特征在于,还包括输入装置(100),其与所述控制装置(10)电连接;所述输入装置(100)用于向所述控制装置(10)发送电信号以更改所述第一阈值范围的上限和/或下限。
8.一种包装机,用于对产品进行抽真空包装,其特征在于,包括如权利要求1-7任一项所述的产品抽真空包装系统。
技术总结
本申请提供一种产品抽真空包装系统及包装机,产品抽真空包装系统包括控制装置、真空泵组件、抽吸头、泄压阀、真空压力传感器和踏板开关。真空泵组件与控制装置电连接。抽吸头与真空泵组件通过气体管路连接。泄压阀连接在真空泵组件与抽吸头连接的气体管路上,且泄压阀与控制装置电连接。真空压力传感器连接在气体管路上并靠近抽吸头,且真空压力传感器与控制装置电连接。踏板开关与控制装置电连接。控制装置设有第一阈值范围,在真空压力传感器检测到的数值处于第一阈值范围时,泄压阀打开,小于第一阈值范围时,泄压阀保持关闭。本申请能够较准确的控制真空包装压力,减少了对工作人员经验的过度依赖,提升包装的可靠性和安全性。
技术研发人员:张强,黄宇轩,袁泉
受保护的技术使用者:奕瑞影像科技(太仓)有限公司
技术研发日:20221202
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!