精选打印、切脚及折弯压平一体机的制作方法
本技术涉及压敏组件模组后段加工设备的,尤其是一种精选打印、切脚及折弯压平一体机。
背景技术:
1、在压敏组件模组后段加工工序中,包含电性测试、外壳字符打印以及引脚切断与弯折压平。现行壳装型压敏组件模组,在壳体包封后需要通过人工或是半自动的方式依序测试电性、打印字符以及引脚切断与弯折压平等工序,即将产品通过测试电性机台、打印字符机台以及引脚切断与弯折压平机台分别进行处理。然而,使用现有技术所面临的瓶颈是:一、耗费人力工时;二、产品在各站点搬运时容易碰撞损坏;三、产品于弯折压平后,产品的平整度需要全面检查。
2、在中国专利(专利号zl201420261805.7、公告日2014.09.17)公开了一种网络变压器底座片料引脚自动折弯切断一体模,该网络变压器底座片料引脚自动折弯切断一体模包括上模架和下模架,上模架上设有折弯上型块和切断上型块,下模架上设有折弯下型块和切断下型块,折弯上型块和折弯下型块配合,切断上型块和切断下型块配合;上模架和下模架之间设有送料机构,送料机构包括送料机构主体、送料气缸、放料槽和推出机构,推出机构设在送料机构主体上,送料气缸设在送料机构主体下方,放料槽设置在折弯下型块和切断下型块上;上模架上设有气动阀撞块和气动阀撞块,气动阀撞块下方设有气动阀,气动阀撞块下方设有气动阀,气动阀和气动阀分别控制送料气缸出气口和进气口。该专利实现折弯切断一体模加工,省去中间环节,提高生产效率,降低成本。然而,该专利仅揭示折弯切断一体化工序,并未涉及到精选与打印工序。
技术实现思路
1、本实用新型要解决的技术问题是:为了解决上述背景技术中存在的问题,提供的是一种精选打印、切脚及折弯压平一体机,将电性测试、外壳字符打印以及引脚切断与弯折压平三个加工工序进行整合,大大提升生产效率。
2、本实用新型解决其技术问题所采用的技术方案是:一种精选打印、切脚及折弯压平一体机,具有供产品依次经过的入料工位、精选打印工位、切脚工位以及折弯压平工位;所述入料工位处的入料机构包括入料弹夹、移栽轨道、推板和移栽组件,所述推板将入料弹夹内的产品推入至移栽轨道中,所述移栽轨道中的产品在移栽组件的移栽作用下转移至精选打印工位;所述精选打印工位处的精选打印工位包括电性参数测试器和打印机,所述电性参数测试器和所述打印机相对分布,且待精选打印产品位于电性参数测试器与打印机两者之间;所述切脚工位处的切脚机构包括合格通道、第一切脚移栽模组和第二切脚移栽模组,精选打印合格的产品沿着合格通道移栽并依次经过第一切脚移栽模组和第二切脚移栽模组的切脚处理;所述折弯压平工位处的折弯压平机构包括第一x轴向推杆、压板、第一y轴向驱动组件和z向驱动组件,所述第一x轴向推杆用于将切脚处理后的产品推送至压板下方,所述压板在第一y轴向驱动组件的驱动作用下做y轴方向上的位移,压板在z向驱动组件的驱动作用下做z轴方向上的位移。
3、进一步具体地限定,上述技术方案中,所述切脚机构还包括不合格通道和废弃盒,精选或打印不合格的产品沿着不合格通道排至废弃盒中。
4、进一步具体地限定,上述技术方案中,该一体机还包括成品接收工位,所述成品接收工位处的成品接收机构包括成品接收盒和第二y轴向驱动组件,所述成品接收盒用于接收折弯压平后的产品,所述成品接收盒在第二y轴向驱动组件的驱动作用下做y轴方向上的位移。
5、进一步具体地限定,上述技术方案中,所述入料弹夹中的产品沿着入料弹夹的高度方向逐层分布,所述推板对准入料弹夹中位于最底部的产品,推板通过第一气缸实现将入料弹夹中的产品推入至移栽轨道中,所述第一气缸的缸体通过支架固定在工作台面上方,第一气缸的伸出端与推板固定连接,所述移栽轨道的布置方向与第一气缸的布置方向相垂直,且入料弹夹位于推板与移栽轨道之间。
6、进一步具体地限定,上述技术方案中,所述移栽组件包括第一导轨、滑块、安装架和气缸吸盘,所述第一导轨的布置方向与移栽轨道的布置方向相平行,所述滑块沿着第一导轨滑移,所述安装架固定在滑块上,所述气缸吸盘安装在安装架上,且气缸吸盘对准移栽轨道中的产品,气缸吸盘在气压差的作用下吸住移栽轨道中的产品,安装架带动气缸吸盘以及吸在气缸吸盘上的产品一起移动至精选打印工位,当产品移栽到精选打印工位后,气缸吸盘在气压差的作用下脱离产品并在安装架的作用下回到初始位置。
7、进一步具体地限定,上述技术方案中,所述精选打印工位与切脚工位之间还设置有第二气缸、电机和十字转盘,所述第二气缸通过支架安装在工作台面的上方,第二气缸的布置方向与移栽轨道的布置方向相平行,所述电机的动力输出端安装有主动皮带轮,所述十字转盘通过支架安装在工作台面的上方,十字转盘的背部通过转轴安装有从动皮带轮,十字转盘的前部通过转轴安装有十字限位盘,所述工作台面的上方还通过支架安装有与十字限位盘配套使用的限位块,所述主动皮带轮与从动皮带轮之间通过皮带相连接,十字转盘的四个端部分别安装有一个用于夹持产品的夹爪,待第一工位夹爪内的产品在十字转盘的旋转作用下到达竖直方向的顶部工位时,安装在第二气缸伸出端的第二x轴向推杆将对应夹爪内的产品推送到合格通道或不合格通道上。
8、本实用新型的有益效果是:本实用新型提供的精选打印、切脚及折弯压平一体机,将电性测试、外壳字符打印以及引脚切断与弯折压平三个加工工序进行整合,流水线式操作,有效避免产品在各站点搬运时碰撞损坏的问题发生,大大提升生产效率,自动化引脚切断与弯折压平稳定,最终成品质量稳定。
技术特征:
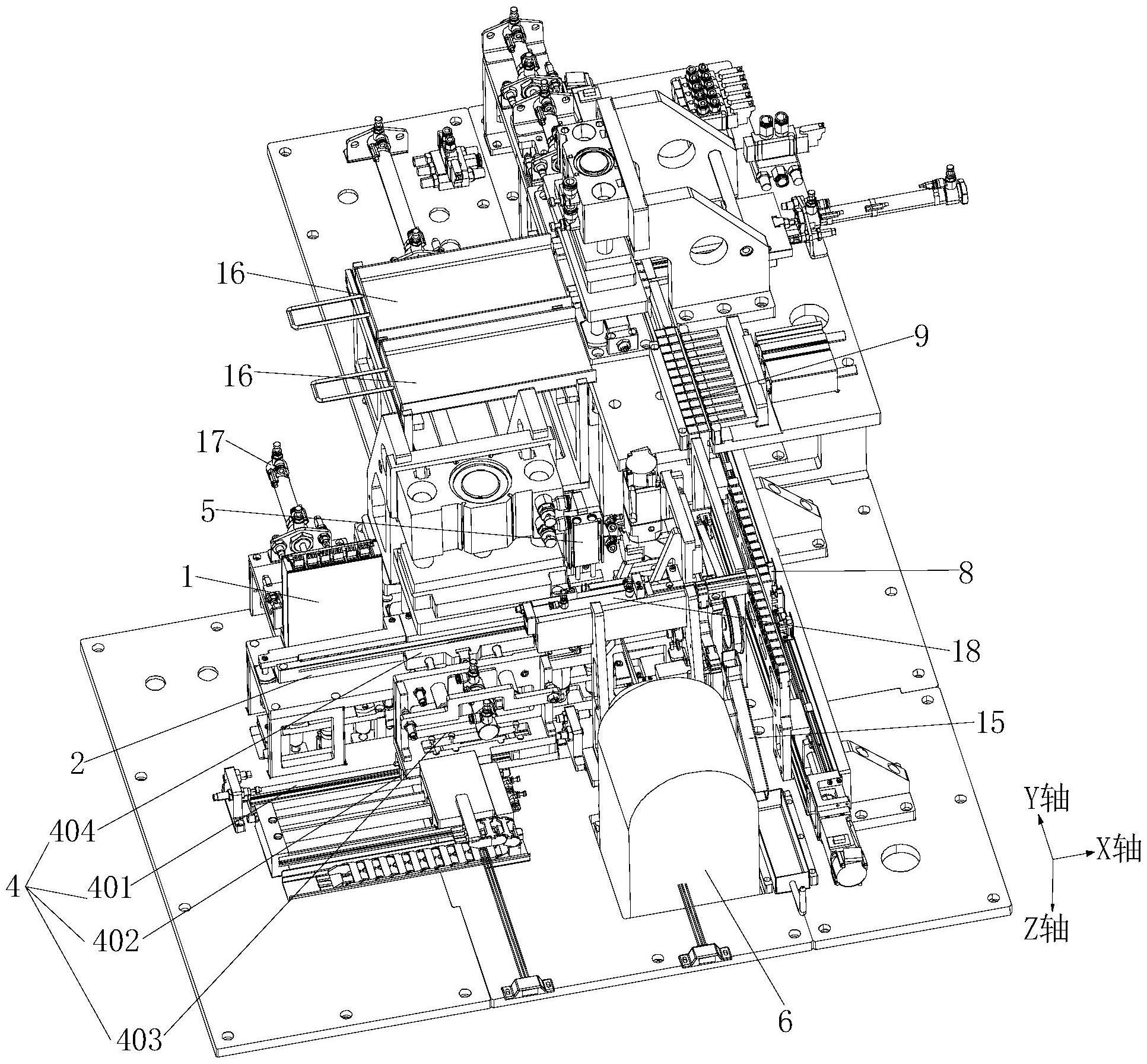
1.一种精选打印、切脚及折弯压平一体机,其特征在于:具有供产品依次经过的入料工位、精选打印工位、切脚工位以及折弯压平工位;所述入料工位处的入料机构包括入料弹夹(1)、移栽轨道(2)、推板(3)和移栽组件(4),所述推板(3)将入料弹夹(1)内的产品推入至移栽轨道(2)中,所述移栽轨道(2)中的产品在移栽组件(4)的移栽作用下转移至精选打印工位;所述精选打印工位处的精选打印工位包括电性参数测试器(5)和打印机(6),所述电性参数测试器(5)和所述打印机(6)相对分布,且待精选打印产品位于电性参数测试器(5)与打印机(6)两者之间;所述切脚工位处的切脚机构包括合格通道(7)、第一切脚移栽模组(8)和第二切脚移栽模组(9),精选打印合格的产品沿着合格通道(7)移栽并依次经过第一切脚移栽模组(8)和第二切脚移栽模组(9)的切脚处理;所述折弯压平工位处的折弯压平机构包括第一x轴向推杆(10)、压板(11)、第一y轴向驱动组件(12)和z向驱动组件(13),所述第一x轴向推杆(10)用于将切脚处理后的产品推送至压板(11)下方,所述压板(11)在第一y轴向驱动组件(12)的驱动作用下做y轴方向上的位移,压板(11)在z向驱动组件(13)的驱动作用下做z轴方向上的位移。
2.根据权利要求1所述的精选打印、切脚及折弯压平一体机,其特征在于:所述切脚机构还包括不合格通道(14)和废弃盒(15),精选或打印不合格的产品沿着不合格通道(14)排至废弃盒(15)中。
3.根据权利要求1所述的精选打印、切脚及折弯压平一体机,其特征在于:该一体机还包括成品接收工位,所述成品接收工位处的成品接收机构包括成品接收盒(16)和第二y轴向驱动组件,所述成品接收盒(16)用于接收折弯压平后的产品,所述成品接收盒(16)在第二y轴向驱动组件的驱动作用下做y轴方向上的位移。
4.根据权利要求1所述的精选打印、切脚及折弯压平一体机,其特征在于:所述入料弹夹(1)中的产品沿着入料弹夹(1)的高度方向逐层分布,所述推板(3)对准入料弹夹(1)中位于最底部的产品,推板(3)通过第一气缸(17)实现将入料弹夹(1)中的产品推入至移栽轨道(2)中,所述第一气缸(17)的缸体通过支架固定在工作台面上方,第一气缸(17)的伸出端与推板(3)固定连接,所述移栽轨道(2)的布置方向与第一气缸(17)的布置方向相垂直,且入料弹夹(1)位于推板(3)与移栽轨道(2)之间。
5.根据权利要求4所述的精选打印、切脚及折弯压平一体机,其特征在于:所述移栽组件(4)包括第一导轨(401)、滑块(402)、安装架(403)和气缸吸盘(404),所述第一导轨(401)的布置方向与移栽轨道(2)的布置方向相平行,所述滑块(402)沿着第一导轨(401)滑移,所述安装架(403)固定在滑块(402)上,所述气缸吸盘(404)安装在安装架(403)上,且气缸吸盘(404)对准移栽轨道(2)中的产品,气缸吸盘(404)在气压差的作用下吸住移栽轨道(2)中的产品,安装架(403)带动气缸吸盘(404)以及吸在气缸吸盘(404)上的产品一起移动至精选打印工位,当产品移栽到精选打印工位后,气缸吸盘(404)在气压差的作用下脱离产品并在安装架(403)的作用下回到初始位置。
6.根据权利要求2所述的精选打印、切脚及折弯压平一体机,其特征在于:所述精选打印工位与切脚工位之间还设置有第二气缸(18)、电机(19)和十字转盘(20),所述第二气缸(18)通过支架安装在工作台面的上方,第二气缸(18)的布置方向与移栽轨道(2)的布置方向相平行,所述电机(19)的动力输出端安装有主动皮带轮,所述十字转盘(20)通过支架安装在工作台面的上方,十字转盘(20)的背部通过转轴安装有从动皮带轮(21),十字转盘(20)的前部通过转轴安装有十字限位盘(22),所述工作台面的上方还通过支架安装有与十字限位盘(22)配套使用的限位块(23),所述主动皮带轮与从动皮带轮(21)之间通过皮带(24)相连接,十字转盘(20)的四个端部分别安装有一个用于夹持产品的夹爪(25),待第一工位夹爪(25)内的产品在十字转盘(20)的旋转作用下到达竖直方向的顶部工位时,安装在第二气缸(18)伸出端的第二x轴向推杆(26)将对应夹爪(25)内的产品推送到合格通道(7)或不合格通道(14)上。
技术总结
本技术公开了一种精选打印、切脚及折弯压平一体机,具有供产品依次经过的入料工位、精选打印工位、切脚工位以及折弯压平工位;入料机构包括入料弹夹、移栽轨道、推板和移栽组件,推板将入料弹夹内的产品推入至移栽轨道中,移栽轨道中的产品在移栽组件的移栽作用下转移至精选打印工位;精选打印工位包括电性参数测试器和打印机,电性参数测试器和打印机相对分布;切脚机构包括合格通道、第一切脚移栽模组和第二切脚移栽模组;折弯压平机构包括第一X轴向推杆、压板、第一Y轴向驱动组件和Z向驱动组件。该一体机将电性测试、外壳字符打印以及引脚切断与弯折压平三个加工工序进行整合,大大提升生产效率。
技术研发人员:何维
受保护的技术使用者:兴勤(常州)电子有限公司
技术研发日:20221205
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!