自动贴标装袋系统的制作方法
本技术涉及自动贴标装袋系统,具体涉及一种自动贴标装袋系统。
背景技术:
1、目前,包装袋是产品出货时必配之一,例如,手机壳出厂时会有薄膜袋子装好并用盒装好。为规范使用消费性产品包装,包装袋上通常需要贴标。而且,某些识别性贴标可以实现对产品销售的追踪与管理。现有的贴标机,通过一些转动轮的引导,以及标签的剥离实现自动贴标。但在标签在贴覆过程中,通常难以对准,导致标签贴不正、漏贴等问题;而且直接贴标会存在标签贴不稳定的缺陷。
2、例如,公开号为cn109760905a的中国发明专利申请公开一种具有纠偏功能的手机壳壳全自动贴标机及其控制方法。该全自动贴标机包括控制柜和安装在控制柜上的贴标机主体,所述贴标机主体内安装有ccd纠偏装置,所述贴标机主体和ccd纠偏装置均与控制柜信号连接,所述贴标机包括贴标装置和供料装置。其中,ccd纠偏装置用于对吸头上的标签进行纠偏拍照,检测每个标签的偏移量,并将偏移量发送给控制器,控制器根据偏移量控制纠偏伺服电机转动。由此可知,该申请是通过标签的偏移来实现贴标对正,并没有对手机壳壳的位置进行调整,仍然会存在贴标位置不准确的问题。而且,该全自动贴标机只是完成贴标操作,后续仍需要人工或其他设备将手机壳壳重新进料、装入手机壳等操作。
3、另外,公开号为cn109823640a的中国发明专利申请公开一种流水式全自动双工位手机壳壳贴标生产线,其采用双工位进料,但是该生产线的双工位是对向双工位进料,实际上还相当于有两套设备,只是部分装置共享,由此该设备成本相对较高。
技术实现思路
1、有鉴于此,提供一种生产效率高、成本低、贴标准确可靠的自动贴标装袋系统,而且能在同一设备上进行贴标和贴标后空袋装入产品的连续化操作。
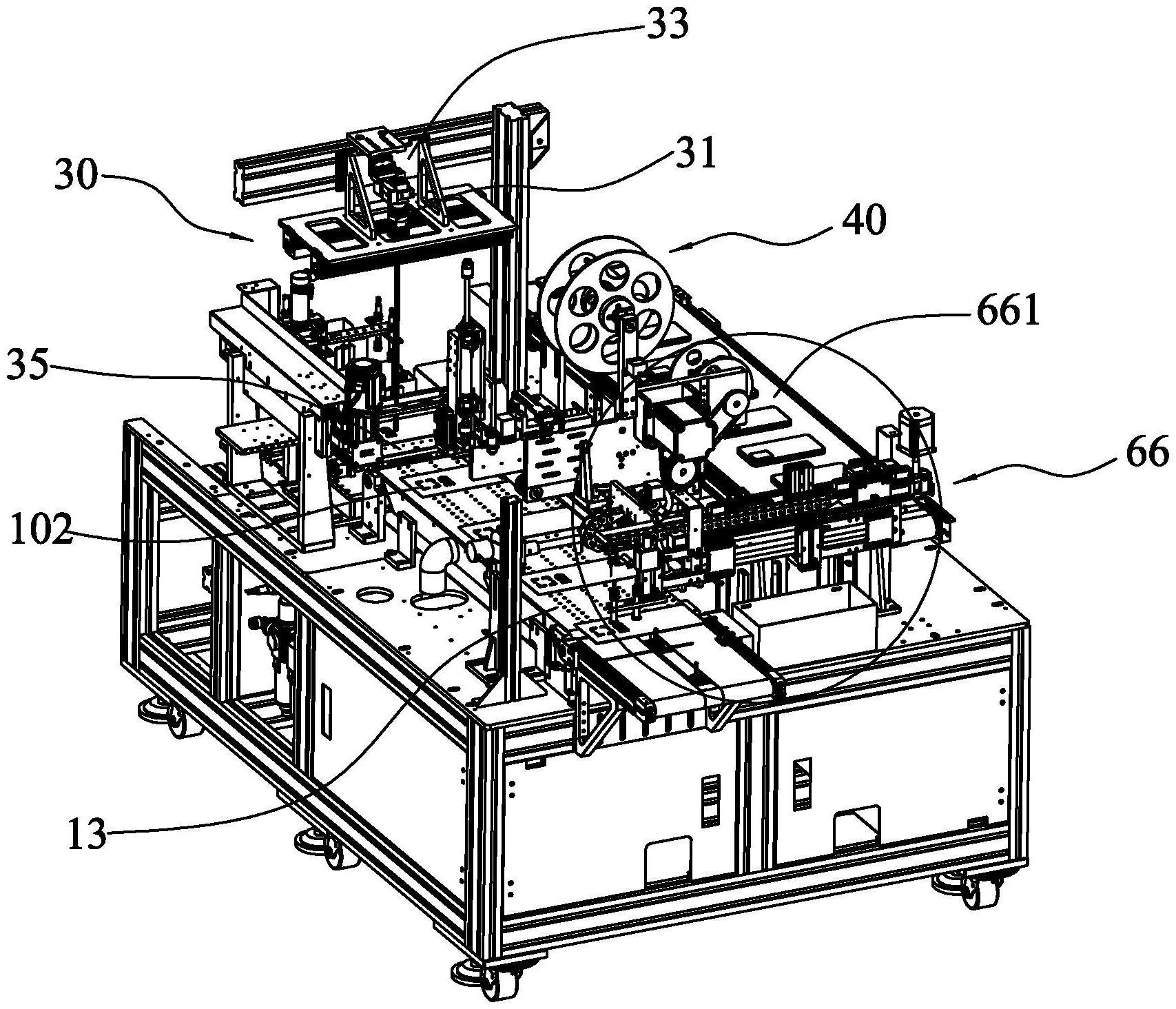
2、一种自动贴标装袋系统,包括取送料机构、贴标装置、视觉纠偏机构和装袋机构,所述贴标装置用于将标志贴于空袋上,所述取送料机构包括料仓机构、取料机构、送料机构,所述料仓机构用于接收空袋,所述视觉纠偏机构包括摄像装置、摄像位置调节装置、微移平台,所述摄像装置活动装于所述摄像位置调节装置上,所述取料机构用于获取料仓机构中的空袋并送到微移平台且同时将微移平台上的空袋送到送料机构上,所述微移平台根据摄像装置的拍照结果调整微移平台自身位置,所述送料机构将空袋送到贴标装置处进行贴标,所述送料机构进一步将贴标后的空袋送到装袋机构,所述装袋机构包括产品输送装置和装袋装置,所述产品输送装置将产品输送到装袋装置以便通过装袋装置将产品装入空袋中。
3、具体地,所述料仓机构包括顺着进料方向排列的两个料仓,所述取料机构包括吸盘、吸盘移动机构、支架,所述吸盘移动机构装于支架上,所述吸盘可移动的装于所述吸盘移动机构上。
4、具体地,所述吸盘包括多个均匀分布的吸附件,用于稳定吸取料仓中的空袋,所述吸盘移动机构包括横向移动组件和竖向移动组件,所述横向移动组件包括横向伺服电机模组和横向滑块,所述横向伺服电机模组驱动横向滑块沿着平行于送料线路的方向移动以便取料机构到达对应的取料位置,所述竖向移动组件装于横向滑块上,所述竖向移动组件包括竖向驱动件和竖向滑动架,所述竖向滑动架装于竖向驱动件的输出端并在竖向驱动件的驱动下升降,所述竖向滑动架包括横向架和装于横向架两端的吸料件,所述吸料件为两个,对应同步就近吸取一个料仓中的空袋和微移平台上的空袋。
5、优选地,所述微移平台包括微移机构和支撑台,所述微移机构包括升降微调组件、x轴调节组件和y轴调节组件,所述x轴调节组件装于所述y轴调节组件上,所述支撑台装于x轴调节组件上,所述y轴调节组件装于所述升降微调组件上,所述摄像装置拍摄送到微移平台上的空袋,并将拍摄影像与预设影像比较后获得纠偏信号,所述纠偏信号发送到升降微调组件以调整支撑台到预定位置,以便取料机构获取微移平台上的空袋。
6、具体地,所述送料机构一端与微移平台衔接,另一端与装袋装置衔接,所述送料机构包括循环转动的送料带,所述升降微调组件在取料机构取料前调整支撑台到预定位置,使取料机构同时获取邻近料仓中的空袋和微移平台上的空袋,所述取料机构取料后将料仓中的空袋送到微移平台,同步将微移平台上的空袋送到送料机构的送料带上。
7、在一些优选实施方案中,所述贴标装置包括标贴上下料机构、撕膜机构、取标贴标机构,所述标贴上下料机构包括放料机构、收料机构和多个滚辊,多个滚辊包括多个传动辊和张紧辊组,所述张紧辊组接收放料机构送出的标贴带并张紧,所述撕膜机构包括剥离台,所述取标贴标机构靠近于剥离台且远离张紧辊的一端设置,放料机构释放的标贴带经过张紧辊后,贴着剥离台上表面前进并在剥离台上表面远离张紧辊的一端绕到剥离台下表面,再经至少一传动辊送到收料机构,标贴带包括离型膜带和排列于离型膜带上的标贴,标贴在剥离台上下表面绕转时与离型膜带分离,所述取标贴标机构包括标贴吸盘、取标气缸和贴标驱动件,所述标贴吸盘设于所述标贴剥离台的上方,所述标贴吸盘在取标气缸的驱动下获取标贴,标贴在贴标驱动件下被贴覆于空袋上。
8、在一些具体实施方案中,所述贴标装置还包括微调装置,所述微调装置包括微调面板、压标机构,所述微调面板位于张紧辊与剥离台之间,所述压标机构位于微调面板上方,所述压标机构主要包括压板和压标驱动件,所述压板在压标驱动件的驱动下朝向微调面板向下压标贴,在微调时压板和微调面板上下压夹住标贴,在微调时所述微调面板沿着标贴带宽度方向移动,以微调标贴待贴覆的位置。
9、在一些优选实施方案中,所述装袋装置包括开袋机构和产品入袋机构,所述开袋机构包括用于打开空袋的开袋吸嘴和驱动开袋吸嘴升降的开袋气缸以及两个撑袋元件、用于使两个撑袋元件张开和收拢的撑开气缸,所述产品入袋机构包括扒料机构和斜坡滑板结构,所述扒料机构用以将送到位的产品顺着斜坡滑板结构推入打开的空袋。
10、具体地,所述系统还包括ng取料机构,所述ng取料机构包括返料吸盘、返料驱动模组和返料箱,所述返料吸盘将不合格的空袋吸取,所述返料驱动模组驱动带回收料的返料吸盘送到返料箱。
11、优选地,在送料机构的出料端设有下料传送机构,所述下料传送机构包括下料传送带、物料感应器和计数感应器,所述物料感应器用于感应物料在下料传送带上被传送,所述计数感应器用于对经过下料传送带的物料进行计数。
12、上述自动贴标装袋系统中,通过在视觉纠偏机构设置微移平台,能够准确调整空袋的位置,以更精确进行取料。同时采用料仓机构、取料机构、送料机构,连续化取料和送料,提高生产效率。另外,在贴标之后还设置有装袋机构,在贴标的同一设备中进行贴标和贴标后空袋装入产品的连续化操作,而且袋子在贴标和装袋前后都在送料机构一条线上,节省工序,设备集成化程度高,极大降低设备成本,同时显著地提高生产效率,能广泛应用于标贴和装袋一体化生产工艺中。
技术特征:
1.一种自动贴标装袋系统,包括取送料机构、贴标装置、视觉纠偏机构,所述贴标装置用于将标志贴于空袋上,其特征在于,还包括装袋机构,所述取送料机构包括料仓机构、取料机构、送料机构,所述料仓机构用于接收空袋,所述视觉纠偏机构包括摄像装置、摄像位置调节装置、微移平台,所述摄像装置活动装于所述摄像位置调节装置上,所述取料机构用于获取料仓机构中的空袋并送到微移平台且同时将微移平台上的空袋送到送料机构上,所述微移平台根据摄像装置的拍照结果调整微移平台自身位置,所述送料机构将空袋送到贴标装置处进行贴标,所述送料机构进一步将贴标后的空袋送到装袋机构,所述装袋机构包括产品输送装置和装袋装置,所述产品输送装置将产品输送到装袋装置以便通过装袋装置将产品装入空袋中。
2.如权利要求1所述的自动贴标装袋系统,其特征在于,所述料仓机构包括顺着进料方向排列的两个料仓,所述取料机构包括吸盘、吸盘移动机构、支架,所述吸盘移动机构装于支架上,所述吸盘可移动的装于所述吸盘移动机构上。
3.如权利要求2所述的自动贴标装袋系统,其特征在于,所述吸盘包括多个均匀分布的吸附件,用于稳定吸取料仓中的空袋,所述吸盘移动机构包括横向移动组件和竖向移动组件,所述横向移动组件包括横向伺服电机模组和横向滑块,所述横向伺服电机模组驱动横向滑块沿着平行于送料线路的方向移动以便取料机构到达对应的取料位置,所述竖向移动组件装于横向滑块上,所述竖向移动组件包括竖向驱动件和竖向滑动架,所述竖向滑动架装于竖向驱动件的输出端并在竖向驱动件的驱动下升降,所述竖向滑动架包括横向架和装于横向架两端的吸料件,所述吸料件为两个,对应同步就近吸取一个料仓中的空袋和微移平台上的空袋。
4.如权利要求1所述的自动贴标装袋系统,其特征在于,所述微移平台包括微移机构和支撑台,所述微移机构包括升降微调组件、x轴调节组件和y轴调节组件,所述x轴调节组件装于所述y轴调节组件上,所述支撑台装于x轴调节组件上,所述y轴调节组件装于所述升降微调组件上,所述摄像装置拍摄送到微移平台上的空袋,并将拍摄影像与预设影像比较后获得纠偏信号,所述纠偏信号发送到升降微调组件以调整支撑台到预定位置,以便取料机构获取微移平台上的空袋。
5.如权利要求4所述的自动贴标装袋系统,其特征在于,所述送料机构一端与微移平台衔接,另一端与装袋装置衔接,所述送料机构包括循环转动的送料带,所述升降微调组件在取料机构取料前调整支撑台到预定位置,使取料机构同时获取邻近料仓中的空袋和微移平台上的空袋,所述取料机构取料后将料仓中的空袋送到微移平台,同步将微移平台上的空袋送到送料机构的送料带上。
6.如权利要求1所述的自动贴标装袋系统,其特征在于,所述贴标装置包括标贴上下料机构、撕膜机构、取标贴标机构,所述标贴上下料机构包括放料机构、收料机构和多个滚辊,多个滚辊包括多个传动辊和张紧辊组,所述张紧辊组接收放料机构送出的标贴带并张紧,所述撕膜机构包括剥离台,所述取标贴标机构靠近于剥离台且远离张紧辊的一端设置,放料机构释放的标贴带经过张紧辊后,贴着剥离台上表面前进并在剥离台上表面远离张紧辊的一端绕到剥离台下表面,再经至少一传动辊送到收料机构,标贴带包括离型膜带和排列于离型膜带上的标贴,标贴在剥离台上下表面绕转时与离型膜带分离,所述取标贴标机构包括标贴吸盘、取标气缸和贴标驱动件,所述标贴吸盘设于所述标贴剥离台的上方,所述标贴吸盘在取标气缸的驱动下获取标贴,标贴在贴标驱动件下被贴覆于空袋上。
7.如权利要求6所述的自动贴标装袋系统,其特征在于,所述贴标装置还包括微调装置,所述微调装置包括微调面板、压标机构,所述微调面板位于张紧辊与剥离台之间,所述压标机构位于微调面板上方,所述压标机构主要包括压板和压标驱动件,所述压板在压标驱动件的驱动下朝向微调面板向下压标贴,在微调时压板和微调面板上下压夹住标贴,在微调时所述微调面板沿着标贴带宽度方向移动,以微调标贴待贴覆的位置。
8.如权利要求1所述的自动贴标装袋系统,其特征在于,所述装袋装置包括开袋机构和产品入袋机构,所述开袋机构包括用于打开空袋的开袋吸嘴和驱动开袋吸嘴升降的开袋气缸以及两个撑袋元件、用于使两个撑袋元件张开和收拢的撑开气缸,所述产品入袋机构包括扒料机构和斜坡滑板结构,所述扒料机构用以将送到位的产品顺着斜坡滑板结构推入打开的空袋。
9.如权利要求1所述的自动贴标装袋系统,其特征在于,所述系统还包括ng取料机构,所述ng取料机构包括返料吸盘、返料驱动模组和返料箱,所述返料吸盘将不合格的空袋吸取,所述返料驱动模组驱动带回收料的返料吸盘送到返料箱。
10.如权利要求1所述的自动贴标装袋系统,其特征在于,在送料机构的出料端设有下料传送机构,所述下料传送机构包括下料传送带、物料感应器和计数感应器,所述物料感应器用于感应物料在下料传送带上被传送,所述计数感应器用于对经过下料传送带的物料进行计数。
技术总结
本技术涉及一种自动贴标装袋系统,包括取送料机构、贴标装置、视觉纠偏机构和装袋机构,贴标装置用于将标志贴于空袋上,取送料机构包括接收空袋的料仓机构、取料机构、送料机构,视觉纠偏机构包括微移平台,取料机构用于获取料仓机构中的空袋并送到微移平台且同时将微移平台上的空袋送到送料机构上,微移平台根据料仓高度调整自身高度以适应取料机构,送料机构将空袋送到贴标装置处进行贴标,贴标后的空袋送到装袋机构,装袋机构将产品输送到装袋装置,再通过装袋装置将产品装入空袋中。该系统通过微移平台准确调整空袋的位置,以更精准地进行贴标。另外,贴标和产品入袋两个操作都同一系统同一条生产线上进行,节省工序,集成化程度高,成本低,生产效率高。
技术研发人员:周光波
受保护的技术使用者:深圳市泰科盛科技有限公司
技术研发日:20221207
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!