一种五金件生产上料装置的制作方法
本技术涉及上料装置,具体为一种五金件生产上料装置。
背景技术:
1、五金件通常指的是用来固定、连接、组装各种零件、部件、组件和结构的金属件,包括各种连接片、螺栓、螺母、卡扣、卡环、挂钩、销钉等,是一大类使用极其广泛的金属零件,市场需求非常大。应对广大市场的强烈需求,手工生产早已无法满足需求,大部分通过机械设备加工制造。如杆状的许多五金件,在加工时一般采用圆棒作为原材料,经过弯折、挤压、切削等多道工序,最终加工成五金件产品,阶梯式上料机就是一种五金件生产加工过程中一种常用的上料装置。
2、目前市场上大多数阶梯式上料机的工作原理和结构都比较近似,一侧倒入原材料圆棒,另一侧通过包含多个推板的推板上料机构驱动多个推板往复升降工作,将料斗中的圆棒一阶一阶向上推料提升,达到上料的目的。由于倒入原材料的时候都是直接倒入料斗中的,圆棒排列杂乱无章,推板升降时很多挨在推板一侧但与推板不平行的圆棒无法被推升,需要经过推板多次升降、圆棒滚动和滑动最终被调整成与推板平行时,才能被顺利推升完成上料,因此推板每次升降时推升上料的圆棒数量较少,而且为了满足生产下一工位的节奏,推板需要增加推升次数才能达到目的,导致推板做了很多无用功,大量的能源被浪费,设备磨损增加,生产成本也被迫增加,存在缺陷。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种五金件生产上料装置,解决了目前市场上的大多数阶梯式上料机对圆棒原材料上料存在较多无用功导致增加能源消耗、机械磨损和增加生产成本的问题。
3、(二)技术方案
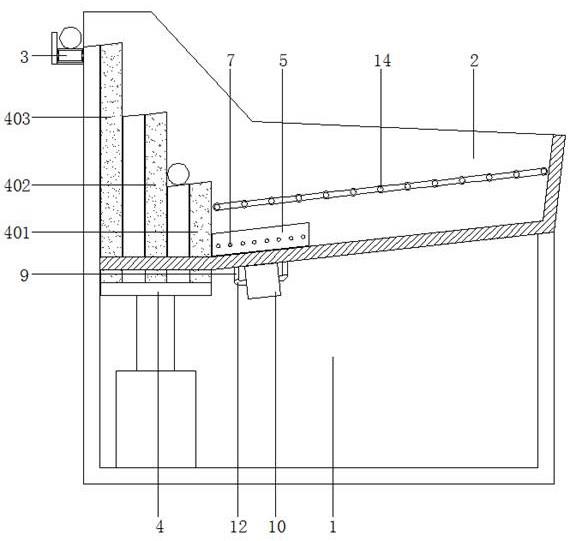
4、为实现上述目的,本实用新型提供如下技术方案:一种五金件生产上料装置,包括机体、设置在机体顶部的料斗、设置在料斗外部一侧的输送机以及设置在机体和料斗内部靠近输送机一侧的推板上料机构,所述推板上料机构包括一级推板、二级推板和三级推板,所述料斗内壁底部靠近一级推板位置处且靠近输送机上游的一侧设置有l型盖板,所述l型盖板的顶板的下表面活动连接有若干个并列设置的推块,所述推块靠近输送机上游的一侧设置有导柱,所述导柱活动插接在l型盖板的侧板上,且导柱位于l型盖板的侧板与推块之间部分的表面活动套接有第一缓冲弹簧,所述l型盖板的顶板的下表面设置有固定杆,所述固定杆贯穿料斗底部设置的导槽并延伸至机体内部,所述料斗底部对应l型盖板的位置处设置有推杆,所述推杆的伸缩杆表面设置有两个挡片,所述推杆的伸缩杆位于两个挡片之间部分的表面活动套接有连接杆和第二缓冲弹簧,且第二缓冲弹簧位于连接杆和推杆之间,所述料斗内部位于l型盖板上方位置处设置有若干根挡杆共同组成的挡杆组,且料斗内部位于挡杆组上方、靠近输送机上游的一侧且与l型盖板错开的位置处设置有导料斜板。
5、优选的,所述料斗内壁的底部和l型盖板的顶板上表面均为向一级推板一侧向下倾斜的斜面,且l型盖板和推块的形状均与料斗内壁底部的形状相适配。
6、优选的,所述挡杆组所在的平面与料斗内壁底部所在的平面平行。
7、优选的,所述推块与l型盖板有衔接,且推块位于l型盖板外部的部分长度至少为全长的五分之四。
8、优选的,每个所述推块端部的导柱均为两根且对称设置。
9、(三)有益效果
10、本实用新型提供了一种五金件生产上料装置,具备以下有益效果:
11、(1)、本实用新型通过设置l型盖板、推块、推杆、挡片、第二缓冲弹簧、挡杆组和导料斜板,导料斜板对原材料圆棒倒入料斗的位置进行限制,挡杆组对倒入料斗的圆棒的方向进行整理,使其与一级推板平行,推杆通过挡片和第二缓冲弹簧带动l型盖板和推块沿着输送机方向往复运动,使得圆棒在料斗内部靠近一级推板和输送机下游的一侧排列,从而在推板上料机构的推板升降时,每次都能推升多跟圆棒,达到提升上料效果的目的,推板上料机构的推升次数降低也能保证上料数量,从而减少能耗和机械磨损,降低生产成本,解决了目前市场上的大多数阶梯式上料机对圆棒原材料上料存在较多无用功导致增加能源消耗、机械磨损和增加生产成本的问题。
12、(2)、本实用新型通过设置导柱、第一缓冲弹簧、挡片和第二缓冲弹簧,推杆通过挡片和第二缓冲弹簧推动l型盖板时以及l型盖板通过第一缓冲弹簧推动推块时,推块和l型盖板均有可能被排列好的圆棒阻挡,此时推块能够在导柱和第一缓冲弹簧的作用下使得l型盖板移动、第一缓冲弹簧收缩但推块不移动,或挡片移动、第二缓冲弹簧收缩但l型盖板不移动,便不会影响推杆正常工作,避免造成推杆损坏,达到机械保护的目的。
技术特征:
1.一种五金件生产上料装置,包括机体(1)、设置在机体(1)顶部的料斗(2)、设置在料斗(2)外部一侧的输送机(3)以及设置在机体(1)和料斗(2)内部靠近输送机(3)一侧的推板上料机构(4),所述推板上料机构(4)包括一级推板(401)、二级推板(402)和三级推板(403),其特征在于:所述料斗(2)内壁底部靠近一级推板(401)位置处且靠近输送机(3)上游的一侧设置有l型盖板(5),所述l型盖板(5)的顶板的下表面活动连接有若干个并列设置的推块(6),所述推块(6)靠近输送机(3)上游的一侧设置有导柱(7),所述导柱(7)活动插接在l型盖板(5)的侧板上,且导柱(7)位于l型盖板(5)的侧板与推块(6)之间部分的表面活动套接有第一缓冲弹簧(8),所述l型盖板(5)的顶板的下表面设置有固定杆(9),所述固定杆(9)贯穿料斗(2)底部设置的导槽并延伸至机体(1)内部,所述料斗(2)底部对应l型盖板(5)的位置处设置有推杆(10),所述推杆(10)的伸缩杆表面设置有两个挡片(11),所述推杆(10)的伸缩杆位于两个挡片(11)之间部分的表面活动套接有连接杆(12)和第二缓冲弹簧(13),且第二缓冲弹簧(13)位于连接杆(12)和推杆(10)之间,所述料斗(2)内部位于l型盖板(5)上方位置处设置有若干根挡杆共同组成的挡杆组(14),且料斗(2)内部位于挡杆组(14)上方、靠近输送机(3)上游的一侧且与l型盖板(5)错开的位置处设置有导料斜板(15)。
2.根据权利要求1所述的一种五金件生产上料装置,其特征在于:所述料斗(2)内壁的底部和l型盖板(5)的顶板上表面均为向一级推板(401)一侧向下倾斜的斜面,且l型盖板(5)和推块(6)的形状均与料斗(2)内壁底部的形状相适配。
3.根据权利要求2所述的一种五金件生产上料装置,其特征在于:所述挡杆组(14)所在的平面与料斗(2)内壁底部所在的平面平行。
4.根据权利要求1所述的一种五金件生产上料装置,其特征在于:所述推块(6)与l型盖板(5)有衔接,且推块(6)位于l型盖板(5)外部的部分长度至少为全长的五分之四。
5.根据权利要求1所述的一种五金件生产上料装置,其特征在于:每个所述推块(6)端部的导柱(7)均为两根且对称设置。
技术总结
本技术公开了一种五金件生产上料装置,涉及上料装置技术领域,该五金件生产上料装置,包括机体、设置在机体顶部的料斗、设置在料斗外部一侧的输送机以及设置在机体和料斗内部靠近输送机一侧的推板上料机构,推板上料机构包括一级推板、二级推板和三级推板,料斗内壁底部靠近一级推板位置处且靠近输送机上游的一侧设置有L型盖板,L型盖板的顶板的下表面活动连接有若干个并列设置的推块,推块靠近输送机上游的一侧设置有导柱。本技术通过设置L型盖板、推块、推杆、挡片、第二缓冲弹簧、挡杆组和导料斜板,解决了目前市场上的大多数阶梯式上料机对圆棒原材料上料存在较多无用功导致增加能源消耗、机械磨损和增加生产成本的问题。
技术研发人员:刘明杰,张郁天
受保护的技术使用者:武汉朗道工业设备有限公司
技术研发日:20221208
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!