一种吸力筒筒体吊装吊框装置的制作方法
本技术涉及吸力筒吊装吊框,具体为一种吸力筒筒体吊装吊框装置。
背景技术:
1、目前,吸力锚筒体的吊装都是单点吊装配合4条索具或多条索具来吊装,索具的终端连接为夹子或临时吊耳的形式来吊装,索具在吊装时为倾斜状态,造成筒体局部变形甚至是塑性变形,因为倾斜的索具存在一个侧向力,而针对大筒径薄壁的筒体此情况更甚。而因为侧向力存在吊装的时候只能使用焊接临时吊耳在筒体上来吊装,吊装完后还要切割掉和打磨,增加了工作量。
技术实现思路
1、本实用新型要解决的技术问题是克服现有的缺陷,提供一种吸力筒筒体吊装吊框装置,根据吸力筒筒体的直径设计了对应的框架下吊耳位置,使得框架下吊耳和吸力筒筒体壁在一条垂直线上,不会造成吸力筒筒体变形,而且吊点达到了八个,可以不用焊接吊耳使用钢板吊夹就可以应对绝大部分的吸力筒筒体,只有少数超厚的吸力筒筒体可能需要焊接吊耳来吊装,此装置可以扩展,根据吸力筒筒体的直径不同再焊接新的框架下吊耳以达到吸力筒筒体垂直吊装的效果,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种吸力筒筒体吊装吊框装置,包括:
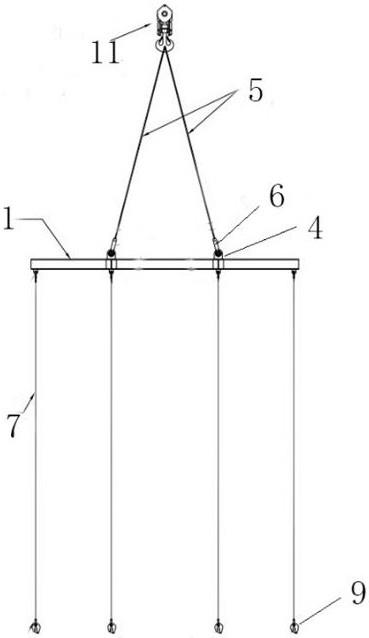
3、框梁,设有四个,其中两个框梁横向设置,另外两个框梁纵向设置,四个框梁的四个交叉点焊接形成一个“井”字形吊框,四个框梁的四个交叉点顶部连接吊框吊装组件;
4、筒体悬吊组件,包含有框架下吊耳、下吊带、卸扣二、钢板吊夹和卸扣三,每个框梁的底部两端分别对称焊接有两个框架下吊耳,每个框架下吊耳的底部分别与卸扣三扣接,所述卸扣三的底部连接下吊带的一端,所述下吊带的另一端连接卸扣二,所述卸扣二与钢板吊夹的顶部连接孔扣接,八个钢板吊夹与吸力筒筒体顶部边沿对应位置连接。
5、每个框梁底部的两个框架下吊耳之间的距离与吸力筒筒体的直径相同。
6、“井”字形吊框共用吊框吊装组件顶部的一个吊点,“井”字形吊框的底部设计了八个框架下吊耳,可以均匀的连接吸力筒筒体顶部边沿,且吊装时对应的框架下吊耳、下吊带与吸力筒筒体筒壁处于同一条垂直线上,避免吸力筒筒体受侧向力而变形,下吊带的两端分别设置卸扣二和卸扣三,方便下吊带两端与框架下吊耳和钢板吊夹快速连接,且方便下吊带的更换。
7、进一步的,还包括肋块,两个框梁相互交叉点的四个角分别设有肋块,肋块的两侧与该处的两个框梁侧面焊接,肋块可以提高两个框梁相互交叉点的连接强度。
8、进一步的,所述框梁采用工字钢,结构强度高,抗形变性能好。
9、进一步的,所述吊框吊装组件包含有框架上吊耳,四个框梁的四个交叉点顶部分别焊接有四个框架上吊耳。
10、进一步的,所述吊框吊装组件还包含有上吊带和卸扣一,四个框架上吊耳分别扣接有卸扣一,四个卸扣一分别连接四个上吊带的一端,四个上吊带的另一端挂接在龙门吊的吊钩上。
11、卸扣一方便上吊带与框架上吊耳快速连接,同时也方便更换上吊带,四个框架上吊耳共用龙门吊的吊钩这一个吊点,吊装稳定。
12、与现有技术相比,本实用新型的有益效果是:本吸力筒筒体吊装吊框装置,具有以下好处:
13、1、根据吸力筒筒体的直径设计了对应的框架下吊耳位置,使得框架下吊耳和吸力筒筒体壁在一条垂直线上,不会造成吸力筒筒体变形;
14、2、而且吊点达到了八个,可以不用焊接吊耳使用钢板吊夹就可以应对绝大部分的吸力筒筒体,可以减少焊接吊耳的情况,降低工作量,只有少数超厚的吸力筒筒体可能需要焊接吊耳来吊装,此装置可以扩展,根据吸力筒筒体的直径不同再焊接新的框架下吊耳以达到吸力筒筒体垂直吊装的效果。
技术特征:
1.一种吸力筒筒体吊装吊框装置,其特征在于,包括:
2.根据权利要求1所述的一种吸力筒筒体吊装吊框装置,其特征在于:每个框梁(1)底部的两个框架下吊耳(2)之间的距离与吸力筒筒体(12)的直径相同。
3.根据权利要求1所述的一种吸力筒筒体吊装吊框装置,其特征在于:还包括肋块(3),两个框梁(1)相互交叉点的四个角分别设有肋块(3),肋块(3)的两侧与该处的两个框梁(1)侧面焊接。
4.根据权利要求1所述的一种吸力筒筒体吊装吊框装置,其特征在于:所述框梁(1)采用工字钢。
5.根据权利要求1所述的一种吸力筒筒体吊装吊框装置,其特征在于:所述吊框吊装组件包含有框架上吊耳(4),四个框梁(1)的四个交叉点顶部分别焊接有四个框架上吊耳(4)。
6.根据权利要求5所述的一种吸力筒筒体吊装吊框装置,其特征在于:所述吊框吊装组件还包含有上吊带(5)和卸扣一(6),四个框架上吊耳(4)分别扣接有卸扣一(6),四个卸扣一(6)分别连接四个上吊带(5)的一端,四个上吊带(5)的另一端挂接在龙门吊(11)的吊钩上。
技术总结
本技术公开了一种吸力筒筒体吊装吊框装置,涉及吸力筒吊装吊框技术领域,包括框梁和筒体悬吊组件,框梁设有四个,四个框梁的四个交叉点焊接形成一个“井”字形吊框,四个框梁的四个交叉点顶部连接吊框吊装组件。该吸力筒筒体吊装吊框装置,根据吸力筒筒体的直径设计了对应的框架下吊耳位置,使得框架下吊耳和吸力筒筒体壁在一条垂直线上,不会造成吸力筒筒体变形,而且吊点达到了八个,可以不用焊接吊耳使用钢板吊夹就可以应对绝大部分的吸力筒筒体,只有少数超厚的吸力筒筒体可能需要焊接吊耳来吊装,此装置可以扩展,根据吸力筒筒体的直径不同再焊接新的框架下吊耳以达到吸力筒筒体垂直吊装的效果。
技术研发人员:陆双进,李慧铭,张珽,田大河
受保护的技术使用者:珠海巨涛海洋石油服务有限公司
技术研发日:20221209
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!