造型机用旋转加砂器的制作方法
本技术涉及一种造型机用旋转加砂器。
背景技术:
1、造型机是用于制造砂型的铸造设备。它的主要功能是:填砂,将松散的型砂填入砂箱中;紧实型砂,通过震实、压实、震压、射压等不同方法使砂箱中松散的型砂紧实,使砂型在搬运和浇注等过程中具有必要的强度;起模,利用不同机构将模样从紧实后的砂型中取出。
2、传统技术中的造型机采用矩形阵列布局,在加砂的时候,需要人工通过铁锹等设备进行加砂,操作效率极为低下,这也是砂型铸造效率低下的原因之一。
3、为此,我们设计了一种通过改变造型机布局,实现旋转加砂,可针对多台造型机进行加砂,提高铸造效率的造型机用旋转加砂器。
技术实现思路
1、本实用新型要解决的技术问题是提供一种通过改变造型机布局,实现旋转加砂,可针对多台造型机进行加砂,提高铸造效率的造型机用旋转加砂器。
2、为解决上述问题,本实用新型采用如下技术方案:
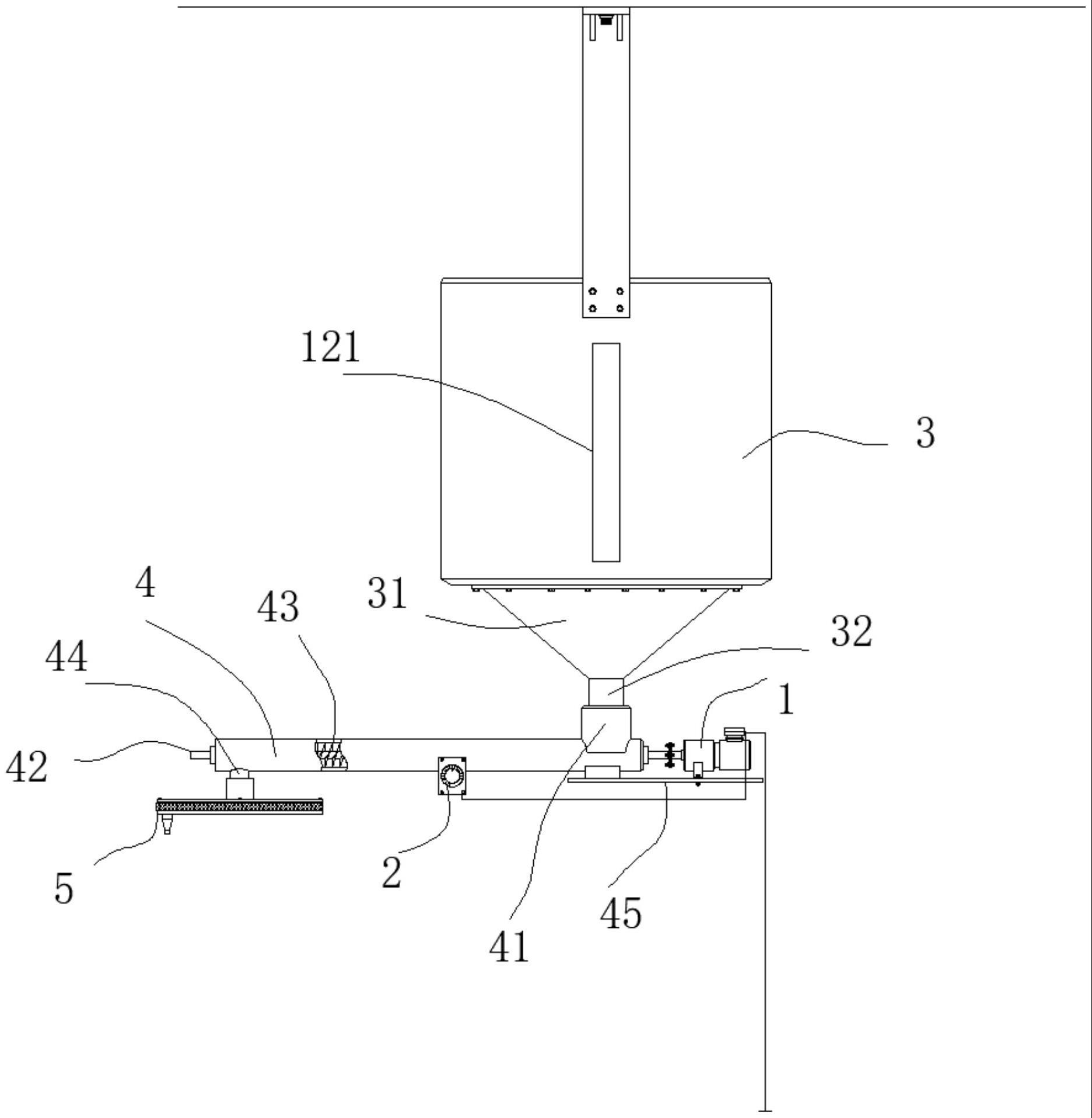
3、一种造型机用旋转加砂器,包括驱动电机,以及控制所述驱动电机转速的控制开关,还包括储存型砂的储料罐,所述储料罐的上端设置开口,所述储料罐采用悬挂式安装,所述储料罐的下端可拆卸的装配有一锥形的集料斗,所述集料斗的底部设置有出料管,所述出料管的下端设置有一横管,所述横管的上部具有连接管,所述出料管和所述连接管转动连接,所述横管的轴心处同轴装配有一转轴,所述转轴与所述横管之间配合有轴承和轴封,所述轴封密封于所述轴承的内侧,所述转轴上设置有螺旋片,所述横管底部的末端位置处设置有出砂管,所述出砂管的下端转动装配有出砂装置,所述横管的底部设置有机架板,所述驱动电机安装于所述机架板上,所述驱动电机连接所述转轴;所述控制开关安装于所述横管上,且靠近所述出砂装置。
4、优选地,所述出砂装置包括圆盘形的壳体,所述壳体的底部靠近外侧位置处安装有出砂嘴,所述壳体的上端设置有壳盖,所述壳盖的上端设置有第一连接管,所述出砂管插入至所述第一连接管内,并与所述第一连接管转动连接。
5、上述技术方案中,通过壳体的转动实现对出砂嘴的位置调节,在对型腔送入型砂的时候,调整出砂位置,方便型砂填充的完整填充,减少人工整平的时间成本。
6、优选地,在所述壳体的外壁处设置有嵌入槽,通过所述嵌入槽安装有橡胶圈。
7、采用橡胶圈,便于在旋转出砂装置的时候增加手部的阻力,方便施加旋转扭矩。
8、优选地,所述壳体的底部设置有圆台形的分流罩,所述分流罩的直径向上逐渐缩小。
9、分流罩的设置可以让输送下来的型砂被向外侧分流,方便型砂进入出砂嘴。
10、优选地,在所述储料罐的外部处设置有透光板。
11、本装置的布局方式如下:
12、本设备每台搭配3~6台的造型机。
13、本装置的加砂操作方式如下:
14、通过储料罐储存型砂,根据造型机的需要,转动横管,将出砂装置与造型机的型腔相对,调节出砂装置的出砂位置,通过控制开关调节驱动电机的转速,利用螺旋片的旋转,将型砂从出砂装置处导入至造型机的型腔内,在导入过程中,对出砂装置进行旋转,调节出砂位置,方便型砂均匀填充至型腔。
15、储料罐可以搭配单独的螺旋进料结构,将地面上的型砂采用螺旋输送的方式输送给储料罐。
16、本实用新型的有益效果是:
17、本装置可以针对多台造型机进行型砂的供应加注,操作效率更高,且型砂直接是向着型腔输送的,因此相较于传统的人工转运而言,减少了粉尘产生,适合推广使用。
技术特征:
1.一种造型机用旋转加砂器,包括驱动电机,以及控制所述驱动电机转速的控制开关,还包括储存型砂的储料罐,所述储料罐的上端设置开口,所述储料罐采用悬挂式安装,所述储料罐的下端可拆卸的装配有一锥形的集料斗,所述集料斗的底部设置有出料管,其特征在于:所述出料管的下端设置有一横管,所述横管的上部具有连接管,所述出料管和所述连接管转动连接,所述横管的轴心处同轴装配有一转轴,所述转轴上设置有螺旋片,所述横管底部的末端位置处设置有出砂管,所述出砂管的下端转动装配有出砂装置,所述横管的底部设置有机架板,所述驱动电机安装于所述机架板上,所述驱动电机连接所述转轴;所述控制开关安装于所述横管上,且靠近所述出砂装置。
2.根据权利要求1所述的造型机用旋转加砂器,其特征在于:所述出砂装置包括圆盘形的壳体,所述壳体的底部靠近外侧位置处安装有出砂嘴,所述壳体的上端设置有壳盖,所述壳盖的上端设置有第一连接管,所述出砂管插入至所述第一连接管内,并与所述第一连接管转动连接。
3.根据权利要求2所述的造型机用旋转加砂器,其特征在于:在所述壳体的外壁处设置有嵌入槽,通过所述嵌入槽安装有橡胶圈。
4.根据权利要求3所述的造型机用旋转加砂器,其特征在于:所述壳体的底部设置有圆台形的分流罩,所述分流罩的直径向上逐渐缩小。
5.根据权利要求1所述的造型机用旋转加砂器,其特征在于:在所述储料罐的外部处设置有透光板。
技术总结
本技术公开了一种造型机用旋转加砂器,包括驱动电机,以及控制所述驱动电机转速的控制开关,还包括储存型砂的储料罐,所述储料罐的上端设置开口,所述储料罐采用悬挂式安装,所述储料罐的下端可拆卸的装配有一锥形的集料斗,所述集料斗的底部设置有出料管;本装置通过改变造型机布局,实现旋转加砂,可针对多台造型机进行加砂,提高铸造效率。
技术研发人员:吕咸成,吕洪涛,许桂栋,王震
受保护的技术使用者:青岛华涛科技有限公司
技术研发日:20221209
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!