一种汽车门锁背板攻牙机用自动上料机构的制作方法
本技术涉及攻牙机设备的领域,尤其是涉及一种汽车门锁背板攻牙机用自动上料机构。
背景技术:
1、在汽车制造的领域中,加工汽车门锁时,需要加工汽车门锁背板,为将汽车门锁背板固定在汽车上,则需要汽车门锁背板上进行攻牙作业,通过螺栓穿过汽车门锁背板,螺栓与汽车固定连接,实现将汽车门锁背板固定在汽车的目的。
2、相关技术中,对汽车门锁背板进行加工时,先将汽车门锁背板放置在稳固台上,并将汽车门锁背板固定在攻牙机的操作台上,操作攻牙机,攻牙机的钻头靠近汽车门锁背板,继续操作攻牙机,攻牙机的钻头对汽车门锁背板进行攻牙,完成对汽车门锁背板的攻牙作业。
3、对汽车门锁背板进行攻牙作业时,需要拿取待加工的汽车门锁背板,将汽车门锁背板稳固在攻牙机的操作台上,使用攻牙机对工件进行加工,当对工件加工完毕后,在将汽车门锁背板从操作台取下,对下一个工件进行加工,增加了对汽车门锁背板的攻牙作业,致使降低了对汽车门锁背板的攻牙作业效率。
技术实现思路
1、为了简化对工件的攻牙工序,提高对工件的攻牙作业效率,本技术提供一种汽车门锁背板攻牙机用自动上料机构
2、本技术提供的一种汽车门锁背板攻牙机用自动上料机构采用如下的技术方案:
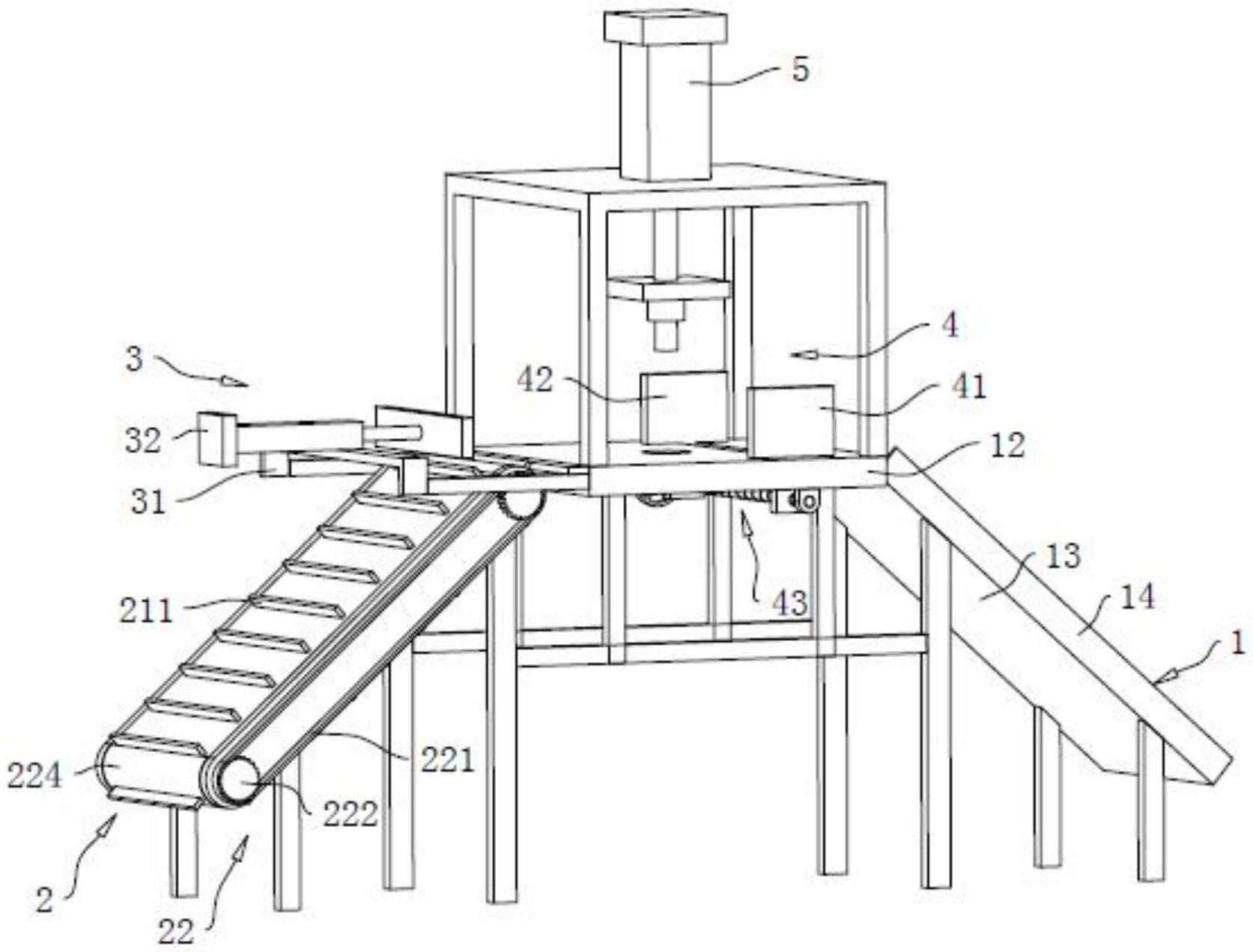
3、一种汽车门锁背板攻牙机用自动上料机构,包括输送框体以及输料组件;所述输送框体包括第一倾斜段以及水平段;所述第一倾斜段设于攻牙机的一侧;所述水平段设于攻牙机的操作台上,且所述第一倾斜段与所述水平段连接;所述输送组件包括输送带与动力件;所述输送带可运动设于所述第一倾斜段内,所述输送带用于将汽车门锁背板送至攻牙机的操作台上;所述动力件与所述输料框体连接,所述动力件用于驱使所述输送带运动,并将汽车门锁背板输送至所述水平段上。
4、通过采用上述技术方案,将汽车门锁背板放置在输送带上,调节动力件,动力件运动,动力件带动输送带运动,输送带将汽车门锁背板输送至水平段上,调节攻牙机,以此实现攻牙机对水平段上的汽车门锁背板进行攻牙处理;通过动力件带动输送带运动,输送带将汽车门锁背板送至水平段上,使得攻牙机可以持续对汽车门锁背板进行攻牙,减少对汽车门锁背板攻牙加工的工序,进而提高了对汽车门锁背板的攻牙效率。
5、可选的,所述动力件包括动力链条、动力电机、多个动力链轮以及转动辊;所述转动辊转动连接于第一倾斜段上,所述转动辊的轴向与汽车门锁背板的上料方向垂直,所述输送带套设于所述转动辊上;多个所述动力链轮设于所述转动辊的端部,位于所述第一倾斜段的同侧;所述动力链条套设于所述动力链轮上,所述动力链条与所述动力链轮啮合;所述动力电机设于所述第一倾斜段上,用于驱使所述转动辊转动。
6、通过采用上述技术方案,调节动力电机,动力电机运动带动转动辊转动,转动辊转动,转动辊的转动驱使动力链轮运动,动力链轮运动驱使动力链条运动,动力链条的运动驱使所有转动辊的转动,转动辊的转动带动输送带运动,实现将汽车门锁背板送至水平段的目的。
7、可选的,还包括用于对汽车门锁背板进行均匀传输的分隔板;若干所述分隔板设于所述输送带上,将所述输送带分隔为若干输送腔室。
8、通过采用上述技术方案,将汽车门锁背板放置在输送腔室内,输送腔室跟随输送带送至水平段上;设置的分隔板将输送带分隔为若干输送腔室,减少出现在对汽车门锁背板输送时出现汽车门锁背板堆叠的现象,进一步提高对汽车门锁背板的攻牙效率。
9、可选的,还包括用于将所述输送带上运动的汽车门锁背板所述水平段的推动组件;所述推动组件包括推动支架以及推动气缸;所述推动支架与所述第一倾斜段连接;所述推动气缸设于所述推动支架上,所述推动气缸的运动方向所述水平段的长度方向相同,且所述推动气缸与所述水平段上的汽车门锁背板位于同一水平面。
10、通过采用上述技术方案,当汽车门锁背板运动至输送带靠近水平段的一侧时,推动气缸运动,推动气缸的活塞杆将汽车门锁背板推动至水平段上,通过自动化的方式比便于实现将汽车门锁背板置于水平段上,进而提高对汽车门锁背板的加工效率。
11、可选的,还包括用于对所述水平段上汽车门锁背板夹持固定的夹持组件;所述夹持组件包括第一夹持块、第二夹持块以及驱动件;所述第一夹持块与所述水平段滑动连接;所述第二夹持块与所述水平段滑动连接,所述第一夹持块、所述第二夹持块形成对汽车门锁背板的夹持空间;所述驱动件与所述水平段连接,用于驱使所述第一夹持块、所述第二夹持块相互靠近或远离。
12、通过采用上述技术方案,推动气缸运动,推动气缸将汽车门锁背板推动至夹持空间内,调节驱动件,驱动件驱使带动第一夹持块、第二夹持块运动,第一夹持块、第二夹持块相互靠近,实现对汽车门锁背板夹持的目的,减少出现攻牙机对汽车门锁背板攻牙作业时出现汽车门锁背板位移的现象,提高了对汽车门锁背板攻牙作业的精度,同时减少出现对汽车门锁背板攻牙时,存在汽车门锁背板飞溅的现象,有效保护了工作人员的安全,当对汽车门锁背板加工完毕后,驱动件驱使第一夹持块、第二夹持块相互远离,推动气缸将汽车门锁背板推动,便于将加工好的汽车门锁背板取下。
13、可选的,所述驱动件包括驱动双向螺杆以及驱动电机;所述驱动双向螺杆与所述水平段转动连接,所述驱动双向螺杆的轴向与汽车门锁背板的运动方向垂直;所述第一夹持块设于所述驱动双向螺杆的正螺纹段,所述第二夹持块设于所述驱动双向螺杆的反螺纹段;所述驱动电机设于所述水平段上,所述驱动电机与所述驱动双向螺杆连接,用于驱使所述驱动双向螺杆转动。
14、通过采用上述技术方案,驱动电机运动,驱动电机带动驱动双向螺杆运动,驱动双向螺杆云运动,驱动双向螺杆带动第一夹持块、第二夹持块相互靠近或与远离,实现对汽车门锁背板夹持或松开的目的。
15、可选的,所述输送框体还包括用于对汽车门锁背板攻牙加工进行下料的第二倾斜段;所述第二倾斜段设于所述水平段的另一侧,所述第一倾斜段与所述第二倾斜段沿竖直方向对称设置。
16、通过采用上述技术方案,对汽车门锁背板加工完毕后,第一夹持块、第二夹持块相互远离,推动气缸将汽车门锁背板推开,汽车门锁背板在水平段上滑移,汽车门锁背板在第二倾斜段落下,便于实现对加工好汽车门锁背板的收集。
17、可选的,所述输送框体还包括挡板段;所述挡板段设于所述第一倾斜段与所述第二倾斜段上,用于对所述第一倾斜段、所述第二倾斜段上的汽车门锁背板进行围挡。
18、通过采用上述技术方案,汽车门锁背板在第一倾斜段或者第二倾斜段上运动时,汽车门锁背板与挡板段接触,设置的挡板段对汽车门锁背板进行阻挡,减少出现汽车门锁背板在传送过程中从第一倾斜段、第二倾斜段上落下的现象。
19、综上所述,本技术包括以下至少一种有益技术效果:
20、1.本技术通过动力件带动输送带运动,输送带将汽车门锁背板送至水平段上,使得攻牙机可以持续对汽车门锁背板进行攻牙,减少对汽车门锁背板攻牙加工的工序,进而提高了对汽车门锁背板的攻牙效率;
21、2.本技术通过推动气缸运动,推动气缸的活塞杆将汽车门锁背板推动至水平段上,通过自动化的方式比便于实现将汽车门锁背板置于水平段上,进而提高对汽车门锁背板的加工效率;
22、3.本技术通过调节驱动件,驱动件驱使带动第一夹持块、第二夹持块运动,第一夹持块、第二夹持块相互靠近,实现对汽车门锁背板夹持的目的,减少出现攻牙机对汽车门锁背板攻牙作业时出现汽车门锁背板位移的现象,提高了对汽车门锁背板攻牙作业的精度,同时减少出现对汽车门锁背板攻牙时,存在汽车门锁背板飞溅的现象,有效保护了工作人员的安全,当对汽车门锁背板加工完毕后,驱动件驱使第一夹持块、第二夹持块相互远离,推动气缸将汽车门锁背板推动,便于将加工好的汽车门锁背板取下。
- 还没有人留言评论。精彩留言会获得点赞!