一种激光自动切浇口装置的制作方法
本技术属于金属粉末加工,具体涉及一种激光自动切浇口装置。
背景技术:
1、金属粉末注射成型(简称mim)技术是一门新型近终成型技术。它是集塑料注塑成型工艺学、高分子化学、粉末冶金工艺学和金属材料学等多学科相互渗透交叉的产物,利用模具可注射成型坯件并通过烧结快速制造高密度、高精度、高强度、三维复杂形状的结构零件,尤其是一些形状复杂利用机械加工等工艺方法加工或难以加工的小型零件,mim技术可以自如完成,而且具有成本低、效率高、一致性好等优点,易形成批量生产,被誉为“当今最为热门的零部件成型技术”。在金属粉末注射成型工艺过程中,为了提高了生产的效率,一些结构较小的mim产品大多都会在一个浇注模具内进行两个以上产品的结构,图4-5中的mim产品,在浇注的时,就会在浇注模具内浇注4个,为了浇注的方便,产品之间会有形成浇道连接,待这些产品注塑成型后,需经过浇道冲切、分穴装盘、修浇口等工序。在现有的技术中,浇道和产品的冲切大都时采用传统机械的冲切方式,这种冲切方式不仅冲切的效率较低,而且冲切的精度低,冲切后的还需要对产品浇口进行修整,另外,机械冲切过程中刀具的磨损较为严重,需要频繁更换,维修成本较高。因此,研制开发一种自动化程度高、冲切效率高、冲切精度高、实用性强、维修成本低的激光自动切浇口装置是客观需要的。
技术实现思路
1、本实用新型的目的在于提供一种自动化程度高、冲切效率高、冲切精度高、实用性强、维修成本低的激光自动切浇口装置。
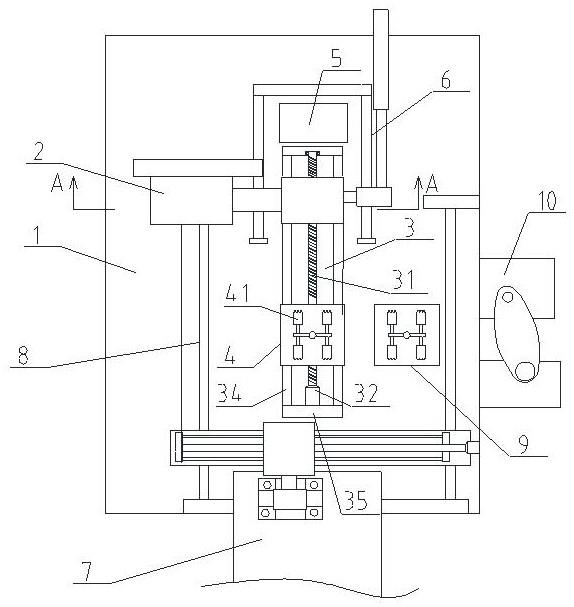
2、本实用新型的目的是这样实现的,包括工作平台,工作平台上设置有激光冲切机,激光冲切机包括支撑架和激光发生器,支撑架的顶部安装有升降组件,激光发生器通过连接板安装在升降组件的下方,激光发生器的输出端安装有激光冲切头,激光冲切机下方的工作平台上设置有推料机构,推料机构上安装有定位治具,定位治具的表面上加工有产品定位槽,推料机构上设置有浇道料盒,浇道料盒与激光冲切机之间的工作平台上设置有浇道取料机构,推料机构的另一端设置有皮带输送机,皮带输送机与激光冲切机之间设置有产品下料机械手。
3、在本装置中,设置的激光冲切机可以实现对多个mim产品和其连接浇道之间的自动冲切,省去了修浇口的工序,一次就可以冲切成型,不仅有效的提高了冲切的效率,而且提高了冲切的精度,设置的推料机构能够将载有定位治具的mim产品在激光冲切机和产品下料机械手之间进行传送,实现自动上料,设置的浇道取料机构能够将冲切下料的浇道移位至浇道料盒内,设置的产品下料机械手能够将冲切后的mim产品移位至皮带输送机上。与传动的机械冲切方式相比,本装置的优点在于:一是一次就能冲切成型,免去了修浇口的工序,提高了生产的效率,提高了产品冲切的精度,二是能够实现冲切前产品的自动上料、浇道的自动下料和冲切后产品的自动下料,整个过程不需人工参与,自动化程度较高;三是激光冲切机在使用的过程中无刀具磨损的现象,后续使用维护的成本低;四是定位治具采用推料机构进行传送,容易更换,可以根据mim产品的形状更换不同结构的定位治具,以满足不同结构的mim产品的冲切需求,其实用性更强,具有较好的推广利用价值。
技术特征:
1.一种激光自动切浇口装置,包括工作平台(1),其特征在于:所述工作平台(1)上设置有激光冲切机(2),所述激光冲切机(2)包括支撑架(21)和激光发生器(22),所述支撑架(21)的顶部安装有升降组件(23),所述激光发生器(22)通过连接板安装在升降组件(23)的下方,所述激光发生器(22)的输出端安装有激光冲切头(24),所述激光冲切机(2)下方的工作平台(1)上设置有推料机构(3),所述推料机构(3)上安装有定位治具(4),所述定位治具(4)的表面上加工有产品定位槽(41),所述推料机构(3)上设置有浇道料盒(5),所述浇道料盒(5)与激光冲切机(2)之间的工作平台(1)上设置有浇道取料机构(6),所述推料机构(3)的另一端设置有皮带输送机(7),所述皮带输送机(7)与激光冲切机(2)之间设置有产品下料机械手(8)。
2.根据权利要求1所述的一种激光自动切浇口装置,其特征在于:在推料机构(3)一侧的工作平台(1)上设置有接料治具(9),所述接料治具(9)的表面上设置有产品定位槽(41),所述工作平台(1)的一侧安装有与接料治具(9)相匹配的上料机械手(10)。
3.根据权利要求1所述的一种激光自动切浇口装置,其特征在于:所述推料机构(3)包括推料螺杆(31)、推料电机(32)和推料滑座(33),在激光冲切机(2)和皮带输送机(7)之间的工作平台(1)上间隔安装有两块基座(34),所述推料滑座(33)上贯穿加工有螺纹孔,所述推料螺杆(31)安装在螺纹孔内,所述推料螺杆(31)的两端转动安装在两基座(34)之间,所述推料电机(32)安装在其中一块基座(34)的外侧且与推料螺杆(31)的一端传动连接。
4.根据权利要求3所述的一种激光自动切浇口装置,其特征在于:在推料螺杆(31)两侧的推料滑座(33)上贯穿加工有导向孔,所述导向孔内滑动安装有导向杆(35),所述导向杆(35)固定安装在两块基座(34)之间。
5.根据权利要求1所述的一种激光自动切浇口装置,其特征在于:所述浇道取料机构(6)包括平移模组和预压模板(61),所述平移模组安装在工作平台(1)上,所述平移模组上对称安装有两个第一顶升气缸(62)和第二顶升气缸(63),所述预压模板(61)安装在第一顶升气缸(62)和第二顶升气缸(63)的上端,所述预压模板(61)上设置有取料槽(64),所述取料槽(64)的尺寸小于产品定位槽(41)的尺寸,所述预压模板(61)上侧平行安装有取料板(65),所述取料板(65)的下侧设置有多个气动吸嘴(66),多个气动吸嘴(66)位于取料槽(64)内。
6. 根据权利要求5所述的一种激光自动切浇口装置,其特征在于:所述平移模组包括驱动组件、第一滑轨(67)和第二滑轨(68),所述第一滑轨(67)和第二滑轨(68)平行设置在浇道料盒(5)两侧的工作平台(1)上,所述第一滑轨(67)上滑动安装有第一滑块(69),第二滑轨(68)上滑动安装有第二滑块(610),第一滑块(69)和第二滑块(610)对应设置,所述第一滑块(69)上垂直安装有第一定位板(611),所述第一滑块(69)上安装有第二定位板(612),第一顶升气缸(62)安装在第一定位板(611)上,所述第二顶升气缸(63)安装在第二定位板(612)上,所述驱动组件与第一滑块 (69)或者第二滑块(610)传动连接。
7.根据权利要求6所述的一种激光自动切浇口装置,其特征在于:所述驱动组件为驱动气缸结构。
技术总结
本技术公开了一种激光自动切浇口装置,包括工作平台,工作平台上设置有激光冲切机,激光冲切机下方的工作平台上设置有推料机构,推料机构上安装有定位治具,定位治具的表面上加工有产品定位槽,推料机构上设置有浇道料盒,浇道料盒与激光冲切机之间的工作平台上设置有浇道取料机构,推料机构的另一端设置有皮带输送机,皮带输送机与激光冲切机之间设置有产品下料机械手。本装置提高了生产的效率,提高了产品冲切的精度,且自动化程度较高,后续使用维护的成本低,另外,可以满足不同结构的MIM产品的冲切需求,实用性更强。
技术研发人员:沈宗彪,邹报国,何良志
受保护的技术使用者:曲靖中铭科技有限公司
技术研发日:20221220
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!