一种双通道小包分垛及冲填装置的制作方法
本技术涉及卷烟包装设备,具体涉及一种双通道小包分垛及冲填装置。
背景技术:
1、近年来,随着行业生产模式对使用预制成型小盒、条盒包装的创新产品、特别是高端产品的生产需要,构建预制条盒装填生产线变得越来越迫切,尤其是双通道小包入预制条盒生产线。
2、在双通道小包入预制条盒生产线中,需要设计开发一种双通道小包分垛及冲填装置,将前端供应而来的二五平包小包烟垛,分别推入冲填装置中,实现小包冲填入预制条盒。
技术实现思路
1、本实用新型的目的在于:针对上述存在的问题,提供了一种双通道小包分垛及冲填装置,通过小包分垛装置,将供入的小包烟垛依次分垛推送到小包冲填装置,并检测烟垛的到位缺包;再利用小包冲填装置的套口和压板的配合,实现小包冲填入预制条盒。
2、本实用新型的技术方案如下:
3、本实用新型公开了一种双通道小包分垛及冲填装置,包括小包分垛装置和小包冲填装置;所述小包分垛装置包括小包分垛通道和伺服电机一,小包分垛通道内设置有分包推头,分包推头通过伺服电机一驱动将烟垛推送到小包冲填装置;所述小包冲填装置包括由伺服电机二分别驱动向下的套口和压板,套口内容纳烟垛并带着烟垛下降到条盒上表面,压板设置套口中间下降将套口内的烟垛压入条盒中。
4、进一步的,所述小包分垛装置还包括与伺服电机一连接的直线单元,直线单元通过连接板连接分包推头,伺服电机一驱动直线单元,直线单元带动分包推头在小包分垛通道内水平移动;所述伺服电机一通过安装支架固定。
5、进一步的,所述小包分垛通道中部一侧还连通小包供料通道,另一侧安装有检测底板,检测底板上安装有到位检测和缺包检测的光纤检测探头。
6、以上结构,检测底板上安装的十个光纤检测探头对小包烟垛进行到位检测和缺包检测,当出现缺包时,向系统发出警报等待人工处理,当烟包完整且烟包输送到位后,由伺服电机驱动直线单元带动分包推头将小包垛推送至左边或者右边任一套口内。
7、进一步的,所述伺服电机二和套口之间设置有套口驱动直线单元,套口驱动直线单元连接套口安装板,套口安装板上安装套口;伺服电机二驱动套口驱动直线单元,套口驱动直线单元带动套口上下移动。
8、进一步的,所述伺服电机二和压板之间设置有压板驱动直线单元,压板驱动直线单元连接安装板,安装板连接连杆,连杆上安装压板;伺服电机二驱动压板驱动直线单元,压板驱动直线单元带动压板上下移动。
9、进一步的,所述套口两端分别连接套口安装板,一端套口安装板通过套口驱动直线单元带动,套口驱动直线单元和伺服电机安装在直线单元支架上;另一端套口安装板连接滑槽,滑槽沿着支架上的凸块上下滑动。
10、以上结构,套口由套口驱动直线单元带动,套口两端分别连接直线单元支架和支架,在直线单元支架和支架上滑动。
11、进一步的,所述套口包括模盒,模盒为漏斗结构,漏斗结构由连通的上部矩形体和下部梯形体构成,上部矩形体的顶底两面和前面开口,上部矩形体的左右侧面上分别设置有小包抬板,小包抬板与连接块连接,连接块通过连接轴固定在上部矩形体的后面上,连接块与上部矩形体的左右侧面之间分别设置有压簧,压簧的弹力向外作用在连接块上端,连接块下端绕轴向内作用在小包抬板上,两侧小包抬板向中间合拢,将小包抬住。
12、以上结构,小包抬板和小包分垛通道处于同一平面等待小包输入;小包抬板在压板未向下压的时候,连接块中部通过连接轴固定,连接块可绕轴旋转,当连接块上端受到压簧向外的弹力,根据杠杆原理,连接块下端向内,将小包抬板向中间合拢,从而小包抬板上可以放置烟垛;当压板施加压力克服了压簧压力将小包烟垛压入预制条盒中。
13、进一步的,所述下部梯形体包括大梯形体和小梯形体,大梯形体的前面设置有盖板,小梯形体的前后面分别设置有引导片;所述小梯形体的底面正对条盒上表面。
14、进一步的,所述套口上安装有将小包整理压紧的压紧电机;所述套口下方设置有夹头,通过夹盒电机驱动,将条盒夹住。
15、进一步的,所述小包分垛装置两端分别设置有小包冲填装置,小包分垛装置的小包分垛通道两端分别连通小包冲填装置的套口,小包分垛通道内的分包推头依次将烟垛推送到两个套口。
16、以上结构,由于设置有两个小包冲填装置,可为双通道小包入预制条盒生产线进行小包冲填;并且由于小包分垛通道两端分别连通小包冲填装置的套口,分包推头将小包烟垛推送至左边或者右边任一套口内,当小包烟垛推送到位后,分包推头原地等待当做扶板先让小包冲填装置将此边小包往下冲填,第二小包烟垛继续向前补充,分包推头将小包烟垛推送至另外一边的套口内,推送到位后在原地做扶板,并等待下一烟包垛补充到位;如此循环往复完成小包分垛和推送的工作。
17、综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
18、1、本实用新型实现小包冲填入预制条盒,将前端供应而来的二五平包小包烟垛,分别推入冲填装置中。
19、2、本实用新型小包分垛装置将烟垛分别推送到小包冲填装置中,实现小包分垛,为小包冲填做好准备。
20、3、本实用新型小包冲填装置通过套口和压板的配合,将烟垛准确填入条盒中,自动冲填。
21、4、本实用新型为双通道小包入预制条盒生产线进行小包分垛及冲填,提高装填效率。
技术特征:
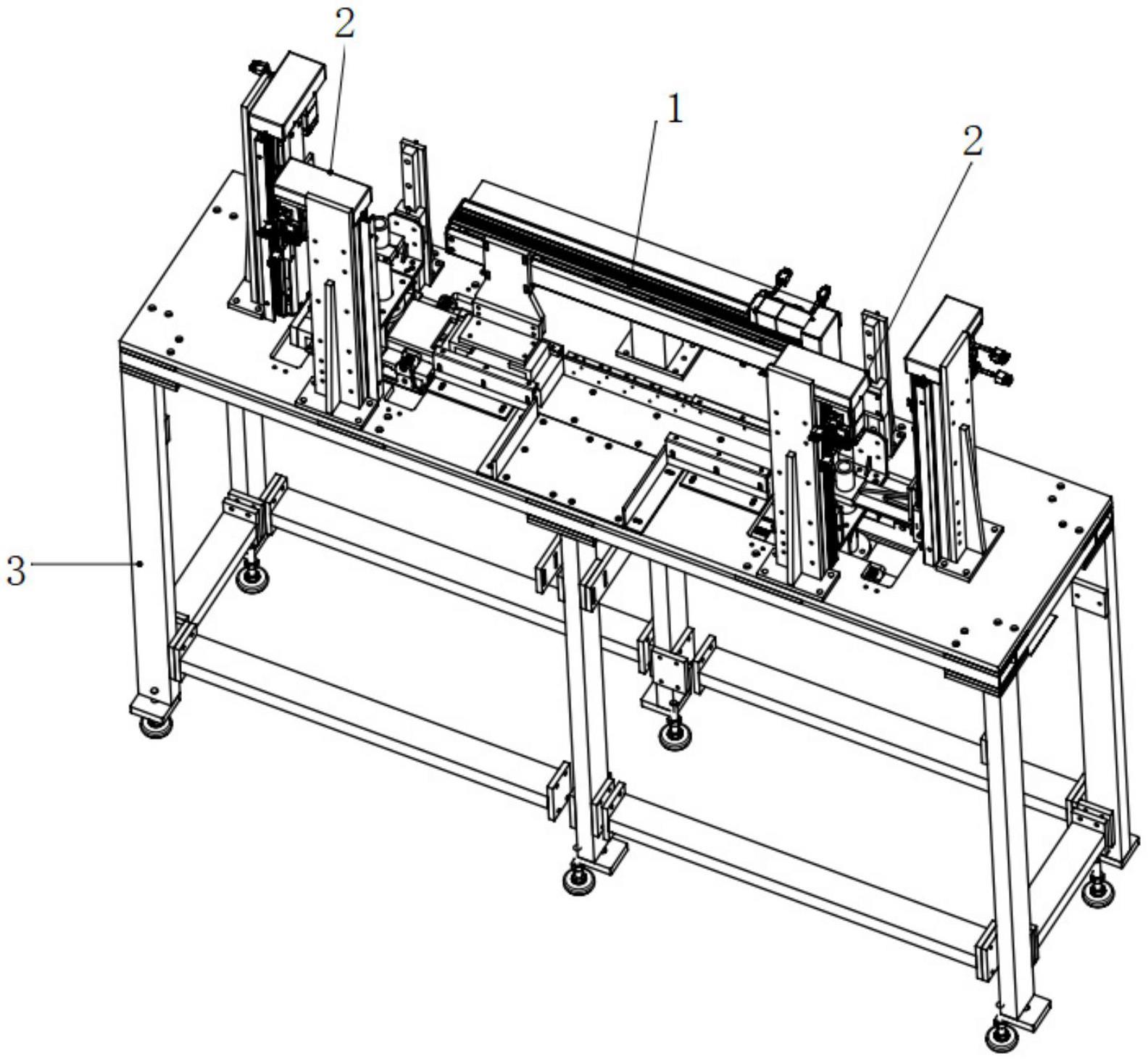
1.一种双通道小包分垛及冲填装置,其特征在于,包括小包分垛装置(1)和小包冲填装置(2);所述小包分垛装置(1)包括小包分垛通道(102)和伺服电机一(109),小包分垛通道(102)内设置有分包推头(106),分包推头(106)通过伺服电机一(109)驱动将烟垛推送到小包冲填装置(2);所述小包冲填装置(2)包括由伺服电机二(204)分别驱动向下的套口(210)和压板(208),套口(210)内容纳烟垛并带着烟垛下降到条盒上表面,压板(208)设置套口(210)中间下降将套口(210)内的烟垛压入条盒中。
2.根据权利要求1所述的双通道小包分垛及冲填装置,其特征在于,所述小包分垛装置(1)还包括与伺服电机一(109)连接的直线单元(108),直线单元(108)通过连接板(107)连接分包推头(106),伺服电机一(109)驱动直线单元(108),直线单元(108)带动分包推头(106)在小包分垛通道(102)内水平移动;所述伺服电机一(109)通过安装支架(110)固定。
3.根据权利要求1或2所述的双通道小包分垛及冲填装置,其特征在于,所述小包分垛通道(102)中部一侧还连通小包供料通道(101),另一侧安装有检测底板(104),检测底板(104)上安装有到位检测和缺包检测的光纤检测探头(105)。
4.根据权利要求3所述的双通道小包分垛及冲填装置,其特征在于,所述伺服电机二(204)和套口(210)之间设置有套口驱动直线单元(202),套口驱动直线单元(202)连接套口安装板(209),套口安装板(209)上安装套口(210);伺服电机二(204)驱动套口驱动直线单元(202),套口驱动直线单元(202)带动套口(210)上下移动。
5.根据权利要求1或4所述的双通道小包分垛及冲填装置,其特征在于,所述伺服电机二(204)和压板(208)之间设置有压板驱动直线单元(203),压板驱动直线单元(203)连接安装板(205),安装板(205)连接连杆(207),连杆(207)上安装压板(208);伺服电机二(204)驱动压板驱动直线单元(203),压板驱动直线单元(203)带动压板(208)上下移动。
6.根据权利要求4所述的双通道小包分垛及冲填装置,其特征在于,所述套口(210)两端分别连接套口安装板(209),一端套口安装板(209)通过套口驱动直线单元(202)带动,套口驱动直线单元(202)和伺服电机二(204)安装在直线单元支架(201)上;另一端套口安装板(209)连接滑槽,滑槽沿着支架(206)上的凸块上下滑动。
7.根据权利要求1所述的双通道小包分垛及冲填装置,其特征在于,所述套口(210)包括模盒(215),模盒(215)为漏斗结构,漏斗结构由连通的上部矩形体和下部梯形体构成,上部矩形体的顶底两面和前面开口,上部矩形体的左右侧面上分别设置有小包抬板(216),小包抬板(216)与连接块(218)连接,连接块(218)通过连接轴(219)固定在上部矩形体的后面上,连接块(218)与上部矩形体的左右侧面之间分别设置有压簧(217),压簧(217)的弹力向外作用在连接块(218)上端,连接块(218)下端绕轴向内作用在小包抬板(216)上,两侧小包抬板(216)向中间合拢,将小包抬住。
8.根据权利要求7所述的双通道小包分垛及冲填装置,其特征在于,所述下部梯形体包括大梯形体和小梯形体,大梯形体的前面设置有盖板(221),小梯形体的前后面分别设置有引导片(220);所述小梯形体的底面正对条盒上表面。
9.根据权利要求1或8所述的双通道小包分垛及冲填装置,其特征在于,所述套口(210)上安装有将小包整理压紧的压紧电机(211);所述套口(210)下方设置有夹头(212),通过夹盒电机(213)驱动,将条盒夹住。
10.根据权利要求1或8所述的双通道小包分垛及冲填装置,其特征在于,所述小包分垛装置(1)两端分别设置有小包冲填装置(2),小包分垛装置(1)的小包分垛通道(102)两端分别连通小包冲填装置(2)的套口(210),小包分垛通道(102)内的分包推头(106)依次将烟垛推送到两个套口(210)。
技术总结
本技术公开了一种双通道小包分垛及冲填装置,其特征在于,包括小包分垛装置(1)和小包冲填装置(2);所述小包分垛装置(1)包括小包分垛通道(102)和伺服电机一(109),小包分垛通道(102)内设置有分包推头(106),分包推头(106)通过伺服电机一(109)驱动将烟垛推送到小包冲填装置(2);所述小包冲填装置(2)包括由伺服电机二(204)分别驱动向下的套口(210)和压板(208),套口(210)内容纳烟垛并带着烟垛下降到条盒上表面,压板(208)设置套口(210)中间下降将套口(210)内的烟垛压入条盒中。本技术小包分垛装置和小包冲填装置的设计,实现小包自动冲填入预制条盒。
技术研发人员:许晓鹏,董瑞峰,刘瑶,韩洪彦,李选祥,李刘平,胡力文,郑江,白育妃
受保护的技术使用者:云南烟草机械有限责任公司
技术研发日:20221221
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!