双头直线补充式罐装机的制作方法
本技术涉及自动包装装置领域,具体是用于罐装奶粉的双头直线补充式罐装机。
背景技术:
1、目前,在进行奶粉罐装时,大多都是通过对电磁阀设定好出料时间,将奶粉注入到罐子中,由于奶粉的特性,会聚集或虚空,从而造成罐子中注入的奶粉重量出现偏差,影响产品质量。
2、针对上述问题,中国实用新型专利cn210555658u公开了一种奶粉制品定量连续的罐装装置,所述立杆的一侧设置有分散箱,所述电机的上方设置有输料管,所述输料管的内部设置有螺旋输送轴,所述输料管的的上方设置有下料斗,所述分散箱的上方设置有搅拌电机,所述分散箱的下方设置有连接块,所述连接块的一侧设置有气缸乙,所述立杆的一侧设置有气缸甲,可以实现奶粉罐装质量的提高,但目前连续定量罐装的机器普遍存在如下问题:即由于需要对重量不达标的罐子进行补充罐装,其补充罐装时需要将罐子搬离罐装生产线,补充完重量后再移动回罐装生产线,操作较为耗费时间,导致生产效率不高,难以实现高速、质量均匀的罐装。
技术实现思路
1、本实用新型所要解决的技术问题是提供双头直线补充式罐装机,以解决现有技术中存在的缺陷。
2、本实用新型解决上述技术问题的技术方案如下:
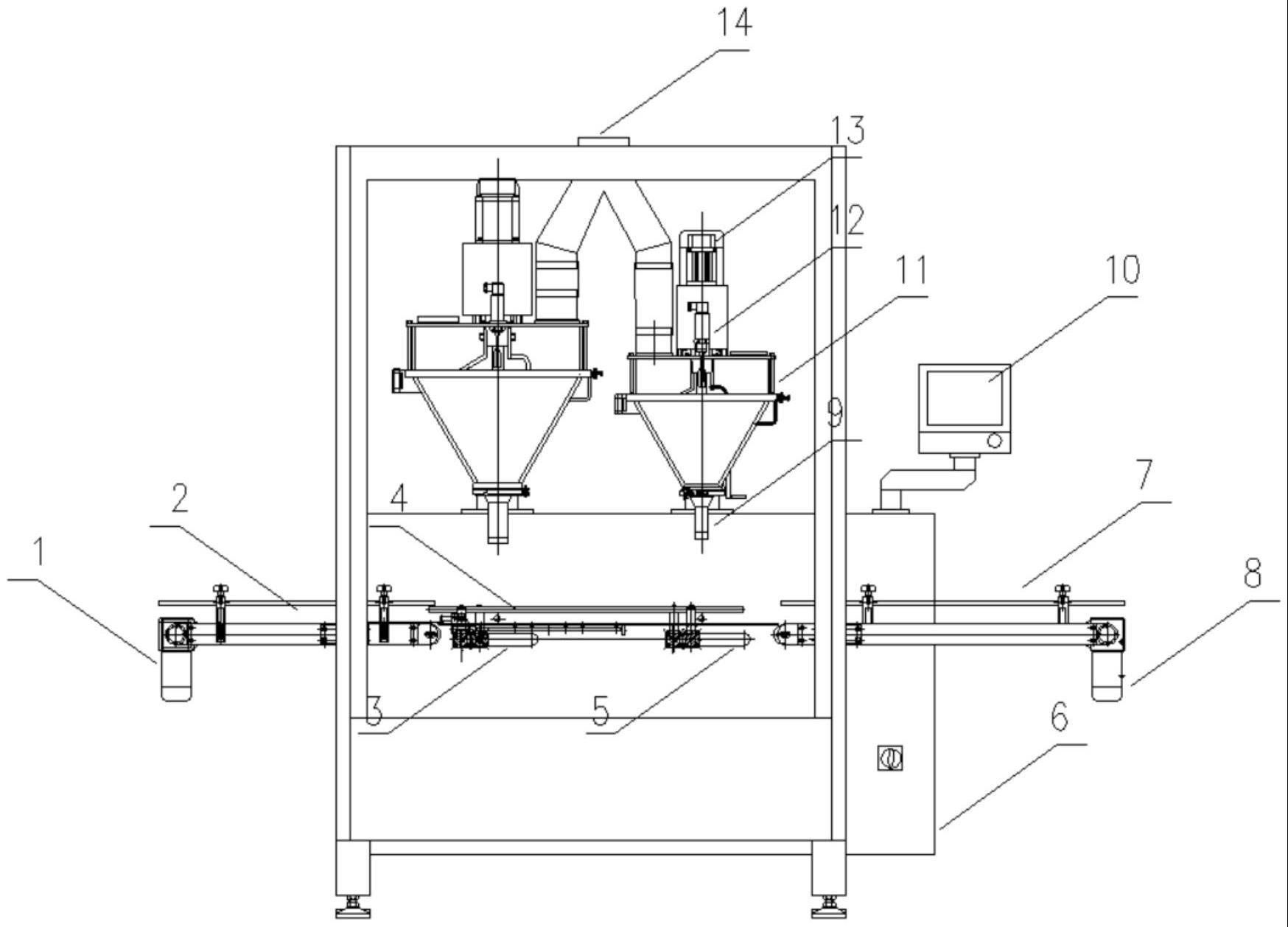
3、双头直线补充式罐装机,包括机架及位于机架一端的用于输送罐子的进罐输送带,所述进罐输送带的末端设置有主充填称重传感器,罐子到达灌装机内部后,通过抓罐夹具将其夹持到主充填称重传感器上;所述主充填称重传感器上方设置有左侧的储料仓,所述左侧的储料仓下端部设置有左侧的料位传感器,用于根据设定好的值来对罐子进行感应下料;重量合格的罐子通过抓罐夹具夹持到成品输送带送至下一个工位;重量不合格的罐子通过抓罐夹具夹持到补充填称重传感器上进行物料补充;
4、进一步的,所述补充填称重传感器上方设置有右侧的储料仓,所述右侧的储料仓下端部设置有右侧的料位传感器,用于根据缺少的物料值来对罐子进行感应下料;重量合格的罐子通过抓罐夹具夹持到成品输送带送至下一个工位;
5、进一步的,所述进罐输送带通过进罐皮带电机驱动,所述成品输送带由成品输送电机驱动;
6、进一步的,进罐皮带电机、左侧的料位传感器、右侧的料位传感器以及主充填称重传感器、补充填称重传感器及成品输送带均与机架侧边的控制器连接,控制器通过触摸屏进行参数设置;
7、进一步的,所述左侧的储料仓和右侧的储料仓通过三通下料阀与进料主管连通,且所述储料仓内分别设置有下料伺服电机,所述三通下料阀、下料伺服电机均与机架侧边的控制器连接。
8、本实用新型的有益效果是:通过双储料仓和主、补充填称重传感器的配合,可以实现充填及补充罐料操作的直线罐装操作,设备占用空间小且罐装效率高。
技术特征:
1.双头直线补充式罐装机,其特征在于:包括机架及位于机架一端的用于输送罐子的进罐输送带,所述进罐输送带的末端设置有主充填称重传感器,罐子到达灌装机内部后,通过抓罐夹具将其夹持到主充填称重传感器上;所述主充填称重传感器上方设置有左侧的储料仓,所述左侧的储料仓下端部设置有左侧的料位传感器,用于根据设定好的值来对罐子进行感应下料;重量合格的罐子通过抓罐夹具夹持到成品输送带送至下一个工位;重量不合格的罐子通过抓罐夹具夹持到补充填称重传感器上进行物料补充。
2.根据权利要求1所述的双头直线补充式罐装机,其特征在于:所述补充填称重传感器上方设置有右侧的储料仓,所述右侧的储料仓下端部设置有右侧的料位传感器,用于根据缺少的物料值来对罐子进行感应下料;重量合格的罐子通过抓罐夹具夹持到成品输送带送至下一个工位。
3.根据权利要求2所述的双头直线补充式罐装机,其特征在于:所述进罐输送带通过进罐皮带电机驱动,所述成品输送带由成品输送电机驱动。
4.根据权利要求3所述的双头直线补充式罐装机,其特征在于:进罐皮带电机、左侧的料位传感器、右侧的料位传感器以及主充填称重传感器、补充填称重传感器及成品输送带均与机架侧边的控制器连接,控制器通过触摸屏进行参数设置。
5.根据权利要求4所述的双头直线补充式罐装机,其特征在于:所述左侧的储料仓和右侧的储料仓通过三通下料阀与进料主管连通,且所述储料仓内分别设置有下料伺服电机,所述三通下料阀、下料伺服电机均与机架侧边的控制器连接。
技术总结
本技术涉及双头直线补充式罐装机,包括机架及位于机架一端的用于输送罐子的进罐输送带,所述进罐输送带的末端设置有主充填称重传感器,罐子到达灌装机内部后,通过抓罐夹具将其夹持到主充填称重传感器上;所述主充填称重传感器上方设置有左侧的储料仓,所述左侧的储料仓下端部设置有左侧的料位传感器,用于根据设定好的值来对罐子进行感应下料;重量合格的罐子通过抓罐夹具夹持到成品输送带送至下一个工位;重量不合格的罐子通过抓罐夹具夹持到补充填称重传感器上进行物料补充,通过双储料仓和主、补充填称重传感器的配合,可以实现充填及补充罐料操作的直线罐装操作,设备占用空间小且罐装效率高。
技术研发人员:王纯久
受保护的技术使用者:翊锋弘自动化设备(上海)有限公司
技术研发日:20221231
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!