一种全自动贴膜机的制作方法
本技术涉及注塑件生产,尤其是涉及一种全自动贴膜机。
背景技术:
1、注塑件,简称塑件,是指由注塑机生产的各种注塑产品统称注塑件,包括各种包装,零件,外壳等。比如现在使用非常普遍的充电器外壳即是一种塑件产品,在塑件产品生产完成后,需要运输到相应的工厂进行内部电气元件的安装和测试,而在安装和测试的过程中,容易对塑件外表面造成刮花或脏污,影响最终产品的外观。
2、在运输、安装和测试塑件产品的过程中,为了保护塑件产品的外表面,一般会对塑件产品的外表面进行覆膜。传统的覆膜一般采用人工贴附膜纸的方式,对塑件产品的表面进行覆膜或贴膜。传统人工方式贴膜工艺简单,上手容易,但是人工贴膜也存在缺陷,其总体效率不高,贴附效果也很难统一,容易出现不良品。
3、而且因为充电器外壳需要同时对顶面和侧面贴膜,因此一个塑件产品需要两个工位进行操作,导致人力成本的支出非常大,而且人工贴膜容易出错,对塑件产品外观的一致性也不容易保证。
4、因此,如何全自动的快速的对塑件产品的顶面和侧面四周进行覆膜,是需要解决的技术问题。
技术实现思路
1、本实用新型为克服上述情况不足,旨在提供一种能解决上述问题的技术方案。
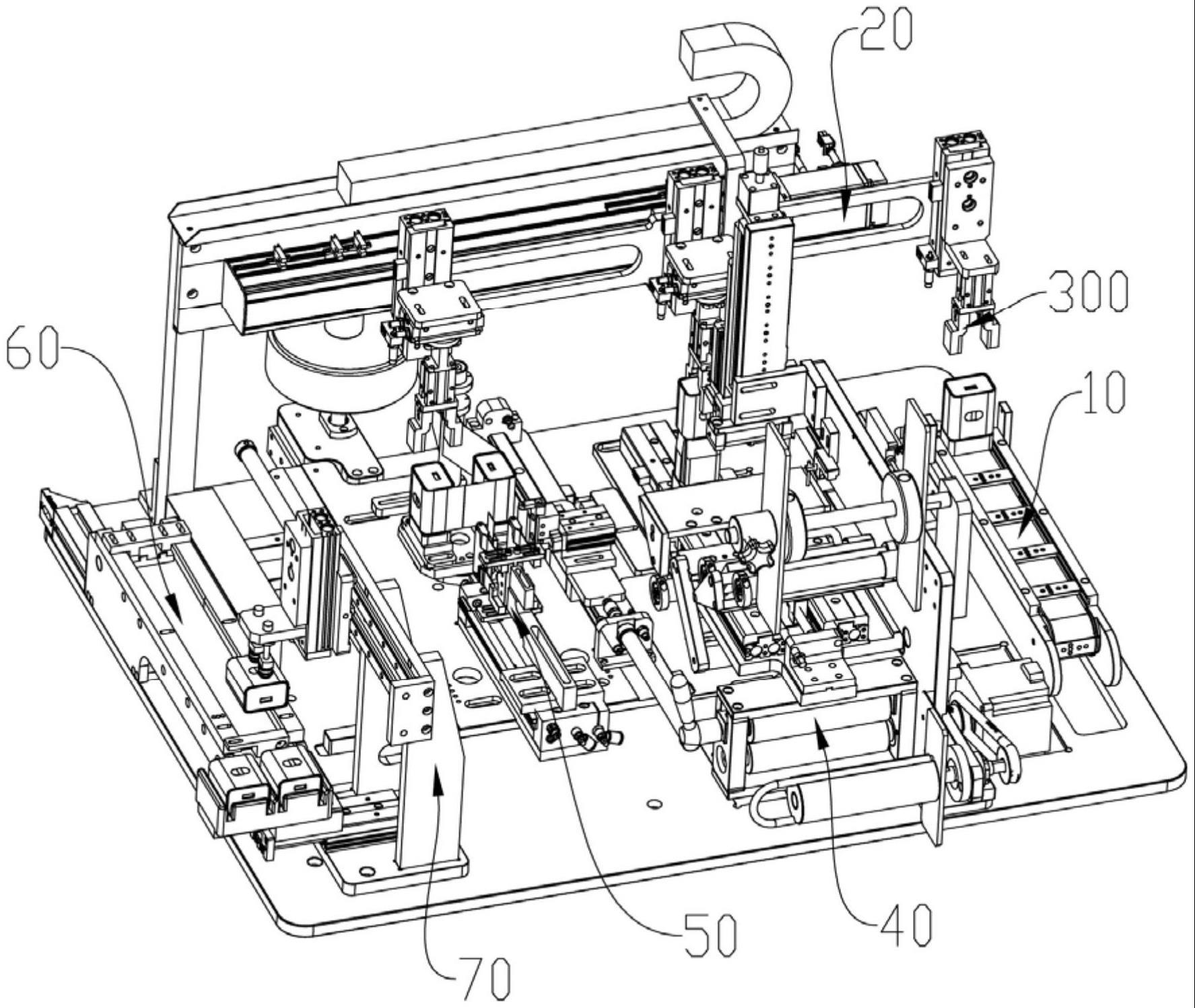
2、本实用新型提供一种全自动贴膜机,包括安装在贴膜机本体上的上料输送组件、平移组件、抓取组件、顶面贴膜组件、侧面贴膜组件、出料输送组件和出料放置组件;抓取组件固定连接在平移组件上,抓取组件设置有第一机械手、第二机械手和第三机械手,上料输送组件用于自动输送塑件到达相应的抓取位置,抓取组件用于抓取和放置塑件,平移组件用于对抓取后的塑件进行位置变换,顶面贴膜组件用于对塑件的顶面进行贴膜,侧面贴膜组件用于对塑件的侧面四周进行贴膜,出料输送组件用于对贴膜后的塑件进行传送输出,出料放置组件用于把输送后的塑件抓取放置到相应的放置区域。
3、作为本实用新型进一步的方案:上料输送组件设置有输送轨道、输送轴承、输送电机、输送履带和输送支柱,输送电机和输送轨道固定连接在贴膜机本体上,输送轴承分别位于输送轨道的两端,输送电机的执行端与输送轨道一端的输送轴承固定连接,输送履带套设在输送轨道两端的输送轴承上,输送支柱固定连接在输送履带上,输送支柱用于稳固塑件并带动塑件绕输送履带移动。
4、作为本实用新型进一步的方案:平移组件设置有固定连接在贴膜机本体上的龙门架、固定连接在龙门架上的平移轨道、固定连接在龙门架上的平移电机、固定连接在平移电机转动轴上的平移丝杆、以及套接在平移丝杆上的平移滑块,平移丝杆活动连接在平移轨道上,平移滑块滑动连接在平移轨道上,抓取组件固定连接在平移滑块上。
5、作为本实用新型进一步的方案:平移轨道上设置有光电传感器,平移滑块上设置有光电感应片,光电传感器与光电感应片相互配合从而感知平移滑块在平移轨道上的滑动状态。
6、作为本实用新型进一步的方案:第一机械手设置有第一竖移气缸、第一夹持气缸和第一夹持手臂,第一竖移气缸固定连接在平移滑块上,第一夹持气缸固定连接在第一竖移气缸的执行端,第一夹持手臂固定连接在第一夹持气缸的执行端,第一竖移气缸带动第一夹持气缸做上下方向上的竖向移动,第一夹持气缸带动第一夹持手臂抓取或放置塑件产品。
7、作为本实用新型进一步的方案:第二机械手设置有第二竖移气缸、第二旋转气缸、第二夹持气缸和第二夹持手臂,第二竖移气缸固定连接在平移滑块上,第二旋转气缸固定连接在第二竖移气缸的执行端,第二夹持气缸固定连接在第二旋转气缸的旋转轴上,第二夹持手臂固定连接在第二夹持气缸的执行端,第二竖移气缸带动第二旋转气缸做上下方向上的竖向移动,第二旋转气缸带动第二夹持气缸做旋转运动,第二夹持气缸带动第二夹持手臂抓取或放置塑件产品。
8、作为本实用新型进一步的方案:第三机械手设置有第三竖移气缸、第三旋转气缸、第三夹持气缸和第三夹持手臂,第三竖移气缸固定连接在平移滑块上,第三旋转气缸固定连接在第三竖移气缸的执行端,第三夹持气缸固定连接在第三旋转气缸的旋转轴上,第三夹持手臂固定连接在第三夹持气缸的执行端;第三竖移气缸带动第三旋转气缸做上下方向上的竖向移动,第三旋转气缸带动第三夹持气缸做旋转运动,第三夹持气缸带动第三夹持手臂抓取或放置塑件产品。
9、作为本实用新型进一步的方案:出料输送组件设置有出料轨道、出料轴承、出料电机、出料履带和出料振动器,出料轨道和出料电机固定连接在贴膜机本体上,出料轴承活动连接在出料轨道的两端,出料电机的转动轴与出料轨道一端的出料轴承固定连接,出料履带套设在出料轨道两端的出料轴承上,出料振动器固定连接在出料履带的一端,出料振动器用于抖动塑件产品使其朝向同一个方向倾倒。
10、作为本实用新型进一步的方案:出料放置组件设置有出料支架、出料横移轨道、出料横移滑块、出料横移气缸、出料竖移气缸、出料吸附探头和出料放置架,出料支架和出料放置架固定连接在贴膜机本体上,出料横移轨道和出料横移气缸固定连接在出料支架上,出料横移滑块固定连接在出料横移气缸的执行端并同时沿出料横移轨道滑动,出料竖移气缸固定连接在出料横移滑块上,出料吸附探头固定连接在出料竖移气缸的执行端,出料吸附探头用于吸附拾取塑件产品,出料放置架用于放置贴膜完成后的塑件产品。
11、作为本实用新型进一步的方案:第一机械手设置有第一缓冲器,第一缓冲器固定连接在第一竖移气缸上;第二机械手设置有第二缓冲器,第二缓冲器固定连接在第二竖移气缸上;第三机械手设置有第三缓冲器,第三缓冲器固定连接在第三竖移气缸上。
12、与现有技术相比,本实用新型的有益效果是:
13、由于在整台贴膜机器上设置了上料输送组件、平移组件、抓取组件、顶面贴膜组件、侧面贴膜组件、出料输送组件和出料放置组件,因此可以实现全自动的快速的对塑件产品进行贴膜处理,从而替换传统人工贴膜的两个工位,节约了人力成本,加快了生产效率。还通过设置平移组件和抓取组件相互配合,从而使塑件产品在各个组件工位之间被自动拿取或自动放置,实现全自动对塑件产品进行贴膜的操作。贴膜后的塑件产品外观一致,实现了对顶面和侧面的同时保护,避免了运输和加工过程中对塑件产品顶面和侧面的刮花或脏污,降低了塑件产品的不良率。
14、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种全自动贴膜机,包括安装在贴膜机本体上的上料输送组件(10)、平移组件(20)、抓取组件(300)、顶面贴膜组件(40)、侧面贴膜组件(50)、出料输送组件(60)和出料放置组件(70);其特征在于,抓取组件(300)固定连接在平移组件(20)上,抓取组件(300)设置有第一机械手(301)、第二机械手(306)和第三机械手(312),上料输送组件(10)用于自动输送塑件到达相应的抓取位置,抓取组件(300)用于抓取和放置塑件,平移组件(20)用于对抓取后的塑件进行位置变换,顶面贴膜组件(40)用于对塑件的顶面进行贴膜,侧面贴膜组件(50)用于对塑件的侧面四周进行贴膜,出料输送组件(60)用于对贴膜后的塑件进行传送输出,出料放置组件(70)用于把输送后的塑件抓取放置到相应的放置区域。
2.根据权利要求1所述的一种全自动贴膜机,其特征在于,上料输送组件(10)设置有输送轨道(11)、输送轴承(12)、输送电机(13)、输送履带(14)和输送支柱(15),输送电机(13)和输送轨道(11)固定连接在贴膜机本体上,输送轴承(12)分别位于输送轨道(11)的两端,输送电机(13)的执行端与输送轨道(11)一端的输送轴承(12)固定连接,输送履带(14)套设在输送轨道(11)两端的输送轴承(12)上,输送支柱(15)固定连接在输送履带(14)上,输送支柱(15)用于稳固塑件并带动塑件绕输送履带(14)移动。
3.根据权利要求1所述的一种全自动贴膜机,其特征在于,平移组件(20)设置有固定连接在贴膜机本体上的龙门架(21)、固定连接在龙门架(21)上的平移轨道(22)、固定连接在龙门架(21)上的平移电机(23)、固定连接在平移电机(23)转动轴上的平移丝杆(24)、以及套接在平移丝杆(24)上的平移滑块(25),平移丝杆(24)活动连接在平移轨道(22)上,平移滑块(25)滑动连接在平移轨道(22)上,抓取组件(300)固定连接在平移滑块(25)上。
4.根据权利要求3所述的一种全自动贴膜机,其特征在于,平移轨道(22)上设置有光电传感器(26),平移滑块(25)上设置有光电感应片(27),光电传感器(26)与光电感应片(27)相互配合从而感知平移滑块(25)在平移轨道(22)上的滑动状态。
5.根据权利要求1所述的一种全自动贴膜机,其特征在于,第一机械手(301)设置有第一竖移气缸(302)、第一夹持气缸(303)和第一夹持手臂(304),第一竖移气缸(302)固定连接在平移滑块(25)上,第一夹持气缸(303)固定连接在第一竖移气缸(302)的执行端,第一夹持手臂(304)固定连接在第一夹持气缸(303)的执行端,第一竖移气缸(302)带动第一夹持气缸(303)做上下方向上的竖向移动,第一夹持气缸(303)带动第一夹持手臂(304)抓取或放置塑件产品。
6.根据权利要求1所述的一种全自动贴膜机,其特征在于,第二机械手(306)设置有第二竖移气缸(307)、第二旋转气缸(308)、第二夹持气缸(309)和第二夹持手臂(310),第二竖移气缸(307)固定连接在平移滑块(25)上,第二旋转气缸(308)固定连接在第二竖移气缸(307)的执行端,第二夹持气缸(309)固定连接在第二旋转气缸(308)的旋转轴上,第二夹持手臂(310)固定连接在第二夹持气缸(309)的执行端,第二竖移气缸(307)带动第二旋转气缸(308)做上下方向上的竖向移动,第二旋转气缸(308)带动第二夹持气缸(309)做旋转运动,第二夹持气缸(309)带动第二夹持手臂(310)抓取或放置塑件产品。
7.根据权利要求1所述的一种全自动贴膜机,其特征在于,第三机械手(312)设置有第三竖移气缸(313)、第三旋转气缸(314)、第三夹持气缸(315)和第三夹持手臂(316),第三竖移气缸(313)固定连接在平移滑块(25)上,第三旋转气缸(314)固定连接在第三竖移气缸(313)的执行端,第三夹持气缸(315)固定连接在第三旋转气缸(314)的旋转轴上,第三夹持手臂(316)固定连接在第三夹持气缸(315)的执行端;第三竖移气缸(313)带动第三旋转气缸(314)做上下方向上的竖向移动,第三旋转气缸(314)带动第三夹持气缸(315)做旋转运动,第三夹持气缸(315)带动第三夹持手臂(316)抓取或放置塑件产品。
8.根据权利要求1所述的一种全自动贴膜机,其特征在于,出料输送组件(60)设置有出料轨道(61)、出料轴承(62)、出料电机(63)、出料履带(64)和出料振动器(65),出料轨道(61)和出料电机(63)固定连接在贴膜机本体上,出料轴承(62)活动连接在出料轨道(61)的两端,出料电机(63)的转动轴与出料轨道(61)一端的出料轴承(62)固定连接,出料履带(64)套设在出料轨道(61)两端的出料轴承(62)上,出料振动器(65)固定连接在出料履带(64)的一端,出料振动器(65)用于抖动塑件产品使其朝向同一个方向倾倒。
9.根据权利要求1所述的一种全自动贴膜机,其特征在于,出料放置组件(70)设置有出料支架(71)、出料横移轨道(72)、出料横移滑块(73)、出料横移气缸(74)、出料竖移气缸(75)、出料吸附探头(76)和出料放置架(77),出料支架(71)和出料放置架(77)固定连接在贴膜机本体上,出料横移轨道(72)和出料横移气缸(74)固定连接在出料支架(71)上,出料横移滑块(73)固定连接在出料横移气缸(74)的执行端并同时沿出料横移轨道(72)滑动,出料竖移气缸(75)固定连接在出料横移滑块(73)上,出料吸附探头(76)固定连接在出料竖移气缸(75)的执行端,出料吸附探头(76)用于吸附拾取塑件产品,出料放置架(77)用于放置贴膜完成后的塑件产品。
10.根据权利要求1所述的一种全自动贴膜机,其特征在于,第一机械手(301)设置有第一缓冲器(305),第一缓冲器(305)固定连接在第一竖移气缸(302)上;第二机械手(306)设置有第二缓冲器(311),第二缓冲器(311)固定连接在第二竖移气缸(307)上;第三机械手(312)设置有第三缓冲器(317),第三缓冲器(317)固定连接在第三竖移气缸(313)上。
技术总结
本技术涉及注塑件生产技术领域,尤其是涉及一种全自动贴膜机,括安装在贴膜机本体上的上料输送组件、平移组件、抓取组件、顶面贴膜组件、侧面贴膜组件、出料输送组件和出料放置组件;其特征在于,抓取组件固定连接在平移组件上,抓取组件设置有第一机械手、第二机械手和第三机械手。由于在整台贴膜机器上设置了上料输送组件、平移组件、抓取组件、顶面贴膜组件、侧面贴膜组件、出料输送组件和出料放置组件,因此可以实现全自动的快速的对塑件产品进行贴膜保护。替换传统人工贴膜的两个工位,节约了人力成本,加快了生产效率。贴膜后的塑件产品外观一致,避免运输和生产过程中对塑件产品顶面和侧面的刮花或脏污,降低塑件产品的不良率。
技术研发人员:覃黎明
受保护的技术使用者:东莞市绿科塑胶制品有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!