一种平面口罩自动包装机的制作方法
本发明涉及口罩包装机,具体为一种平面口罩自动包装机。
背景技术:
1、口罩包装机是把口罩产品包装起来的一类设备,对口罩进行包装封口是一道重要工序,为提高口罩的生产包装效率,以此实现对包装的全自动化进行,目前包装机主要分2个方面:1.流水线式整体生产包装,2.产品外围包装设备,其中通过包装袋对口罩产品的包装大多通过流水线式包装。
2、现有包装机的转运方式为产品通过吸盘或者自动落料的方式放在传送带上,再有传送带传送到下一工位,传送与上料下料分步完成,包装效率低,包装机的生产包装能力不足,且传送方式设备机构臃肿,占地面积大,占用主生产设备空间,导致使用环境受到局限。
技术实现思路
1、针对现有技术中存在的问题,本发明的目的在于提供一种平面口罩自动包装机,解决现有包装机生产包装能力不足,集成度差、局限性大的问题。
2、为解决上述问题,本发明采用如下的技术方案:
3、一种平面口罩自动包装机,包括配电柜和操作工位,所述配电柜与操作工位之间固定设置有底板,所述操作工位均固定安装在底板的上方,其特征在于:各个操作工位包括集料位、理料位、装袋工位、封口工位、打码工位,所述集料位包括位移气缸和顶升气缸,所述位移气缸位于顶升气缸的下方,所述集料位的输送方向设置有理料位,所述理料位包括、合格证操作工位、折叠气缸、压紧气缸、装袋气缸和折叠板,所述理料位的输送方向设置有装袋工位,所述装袋工位包括推袋气缸,所述推袋气缸的输送方向设置有封口工位,所述封口工位包括送出气缸,所述送出气缸的输送方向设置有打码工位。
4、所述装袋工位包括包装箱、取袋气缸、张袋口气缸、袋口上真空块、袋口下真空块、止退气缸,所述取袋气缸的上方固定安装有取袋真空板,所述张袋口气缸位于止退气缸的下方,止退气缸向下伸出阻止张袋口气缸回到原位,所述张袋口气缸向下运动时,带动袋口上真空块与袋口下真空块吸附。
5、所述封口工位包括封口箱、封口气缸、排气气缸,所述封口气缸和排气气缸均固定安装在封口箱上,所封口气缸的下端固定连接有热封压块。
6、所述打码工位包括打码气缸,所述打码气缸的下端固定安装有打码块。
7、作为上述技术方案的进一步描述:
8、所述顶升气缸垂直上下运动,所述位移气缸水平前后运动,所述顶升气缸向上升起时,随着位移气缸水平运动,将产品输送至理料位上,所述顶升气缸的上端固定连接有限制板。
9、所述合格证操作工位包括合格证安装气缸,所述合格证安装气缸的下端固定连接有取证块。
10、所述折叠气缸的上方与压紧气缸固定连接,所述压紧气缸的上端与装袋气缸固定连接,所述装袋气缸的输出端与折叠板固定连接。
11、作为上述技术方案的进一步描述:
12、所述限制板的上端固定安装有均匀分布的限位杆,所述限位板的相对两侧设置有左侧理绳和右侧理绳,所述左侧理绳前段向上,右侧理绳的前段向下,所述折叠气缸带动折叠板从左侧理绳下方穿过,所述左侧理绳和右侧理绳可对产品外侧柔性部位进行向上和向下的预折。
13、作为上述技术方案的进一步描述:
14、所述取证块包含有旋转气缸,所述旋转气缸的旋转端固定连接有吸附块,所述合格证放置位上设置有第一通槽,所述合格证放置位上固定安装有均匀分布于第一通槽的合格证挡板。
15、作为上述技术方案的进一步描述:
16、所述吸附块、取袋真空板、袋口下真空块与袋口上真空块上均开设有均匀分布的真空吸附孔,所述包装箱的上方固定安装有均匀分布的储袋挡板,所述储袋挡板围成的区域为包装袋储料区,包装袋储料区上设置有第二通槽,所述第二通槽的形状略大于取袋真空板。
17、作为上述技术方案的进一步描述:
18、所述张袋口气缸上固定安装有止退气缸,所述止退气缸的输出端与张袋口气缸接触。
19、作为上述技术方案的进一步描述:
20、所述排气气缸的输出端贯穿封口箱并固定连接有排气压块,所述排气压块位于热封压块与打码块之间。
21、作为上述技术方案的进一步描述:
22、所述打码工位的输送方向固定安装有下料板,所述下料板的下端设置有下料气缸并贯穿至下料板的上端,通过下料气缸顶起将完成的包装袋通过下料板落下设备。
23、相比于现有技术,本发明的优点在于:
24、(1)本方案,集成度高,可完成包装过程中的四项工序:一、产品见数并装袋;二、把预先印刷的合格证或者标识同产品一同放置进包装袋;三、封口;四、包装袋封口处打印合格日期,失效日期等标识。
25、(2)本方案,解决占用场地过大问题,本机采用最短路径的传送距离,以达到外形最小尺寸;不与主设备争抢场地,可有效节约空间,节约能耗,压缩空气,设备消耗与产出比很高。
26、(3)本方案,产品各个工位采用同水平高度设计,产品采用滑动转移,减少搬运过程的垂直运动,仅有水平运动,可有效减少产品移动过程中的时间,增加机器整体效率,提高产量,最高速度可以提高到每分钟十二包产品。
技术特征:
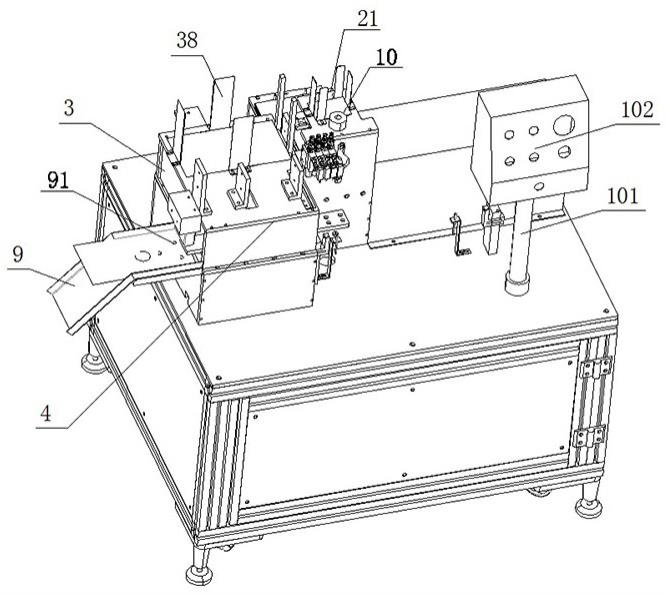
1.一种平面口罩自动包装机,包括配电柜和操作工位,所述配电柜与操作工位之间固定设置有底板,所述操作工位均固定安装在底板的上方,其特征在于:所述操作工位包括集料位(1)、理料位(2)、装袋工位(3)、封口工位(4)、打码工位(91),所述集料位(1)包括位移气缸(11)和顶升气缸(12),所述位移气缸(11)位于顶升气缸(12)的下方,所述集料位(1)的输送方向设置有理料位(2),所述理料位(2)包括、合格证操作工位(21)、折叠气缸(5)、压紧气缸(6)、装袋气缸(7)和折叠板(8),所述理料位(2)的输送方向设置有装袋工位(3),所述装袋工位(3)包括推袋气缸(34),所述推袋气缸(34)的输送方向设置有封口工位(4),所述封口工位(4)包括送出气缸(42),所述送出气缸(42)的输送方向设置有打码工位(91);
2.根据权利要求1所述的一种平面口罩自动包装机,其特征在于:所述顶升气缸(12)的上端固定连接有限制板(13),所述顶升气缸(12)垂直上下运动,所述位移气缸(11)水平前后运动,所述顶升气缸(12)向上升起时,随着位移气缸(11)水平运动,将产品输送至理料位(2)上;
3.根据权利要求2所述的一种平面口罩自动包装机,其特征在于:所述限制板(13)的上端固定安装有均匀分布的限位杆(131),所述限制板(13)的相对两侧设置有左侧理绳(14)和右侧理绳(15),所述左侧理绳(14)前段向上,右侧理绳(15)的前段向下,所述折叠气缸(5)带动折叠板(8)从左侧理绳(14)下方穿过,所述左侧理绳(14)和右侧理绳(15)可对产品外侧柔性部位进行向上和向下的预折。
4.根据权利要求2所述的一种平面口罩自动包装机,其特征在于:所述取证块(22)包含有旋转气缸(221),所述旋转气缸(221)的旋转端固定连接有吸附块(222),所述合格证放置位上设置有第一通槽,所述合格证放置位上固定安装有均匀分布于第一通槽的合格证挡板(23)。
5.根据权利要求4所述的一种平面口罩自动包装机,其特征在于:所述吸附块(222)、取袋真空板(33)、袋口下真空块(35)与袋口上真空块(37)上均开设有均匀分布的真空吸附孔,所述包装箱(31)的上方固定安装有均匀分布的储袋挡板(38),所述储袋挡板(38)围成的区域为包装袋储料区,包装袋储料区上设置有第二通槽,所述第二通槽的形状略大于取袋真空板(33)。
6.根据权利要求1所述的一种平面口罩自动包装机,其特征在于:所述张袋口气缸(36)上固定安装有止退气缸(39),所述止退气缸(39)的输出端与张袋口气缸(36)接触。
7.根据权利要求1所述的一种平面口罩自动包装机,其特征在于:所述排气气缸(47)的输出端贯穿封口箱(41)并固定连接有排气压块(48),所述排气压块(48)位于热封压块(44)与打码块(46)之间。
8.根据权利要求1所述的一种平面口罩自动包装机,其特征在于:所述打码工位(91)的输送方向固定安装有下料板(9),所述下料板(9)的下端设置有下料气缸(92),所述下料气缸(92)的顶部贯穿至下料板(9)上,通过下料气缸(92)的顶起将完成的包装袋通过下料板(9)落下设备。
技术总结
本发明公开了一种平面口罩自动包装机,包括配电柜和操作工位,所述配电柜与操作工位之间固定设置有底板,所述操作工位均固定安装在底板的上方,所述操作工位包括了集料位、理料位、装袋工位、封口工位、打码工位,所述集料位的输送方向设置有理料位,所述理料位的输送方向设置有装袋工位,所述装袋工位包括推袋气缸,所述推袋气缸的输送方向设置有封口工位,所述封口工位的输送方向设置有打码工位。本发明,采用推送动作,减少搬运步骤,缩短机器运动距离;合格证在理料位的正上方,放置合格证过程仅仅是气缸的上下一次往复即完成合格证的取放工作,提高效率;包装袋存储区位于装袋工位的正上方,取袋气缸仅上下一次往复即完成包装袋的取放动作。
技术研发人员:黄川
受保护的技术使用者:廊坊市华飞智能设备有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!