一种双转塔加工产线的喷头组件的输料系统的制作方法
本发明涉及喷头装配产线,具体涉及到一种双转塔加工产线的喷头组件的输料系统。
背景技术:
1、图5为现有技术中一种喷头的部分组件,其由图1所示的主体塞1、图2所示的气包2和图3所示的长管3组成。目前,该喷头组件的组装采用人工组装,即通过手工的方式将气包2向上插入主体塞1中,形成图4的半成品料件4,再与半成品料件4与长管3装配在一起形成图5的喷头组件5。效率差而且比较费力。
2、目前,申请人已经研发出将主体塞1、气包2、长管3装配在一起的转塔装配系统,转塔装配系统设有第一转塔1000和第二转塔2000,通过第一转塔1000和第二转塔2000将主体塞1、气包2、长管3装配在一起。但是由于第一转塔1000和第二转塔2000在工作时一直处于转动状态,如何保证在第一转塔1000和第二转塔2000在不停机的前提下进行完成输料从而进一步提升生产效率,是我们需要考虑的问题。
技术实现思路
1、本发明提供了一种双转塔加工产线的喷头组件的输料系统,在第一转塔和第二转塔不停机的状态下,实时进行输料和中转,以力求提升加工效率,具体方案如下:
2、一种双转塔加工产线的喷头组件的输料系统,喷头组件由主体塞、气包和长管装配而成,双转塔加工产线包含有第一转塔和第二转塔,第一转塔设有转盘式的主体塞夹持下压机构和气包夹持推送机构,由气包夹持推送机构将气包向上顶以插入主体塞中形成半成品料件,第二转塔设有转盘式的料件夹持下压机构和长管夹持上顶机构,由长管夹持上顶机构将长管向上顶以插入半成品料件中形成所述喷头组件,所述输料系统包含有主体塞送料装置、气包输送装置、转盘转料机构、长管输送装置和取料装置;
3、主体塞送料装置与第一转塔相连,由主体塞送料装置输送主体塞至主体塞夹持下压机构;
4、气包输送装置与第一转塔相连,由气包输送装置输送气包至气包夹持推送机构;
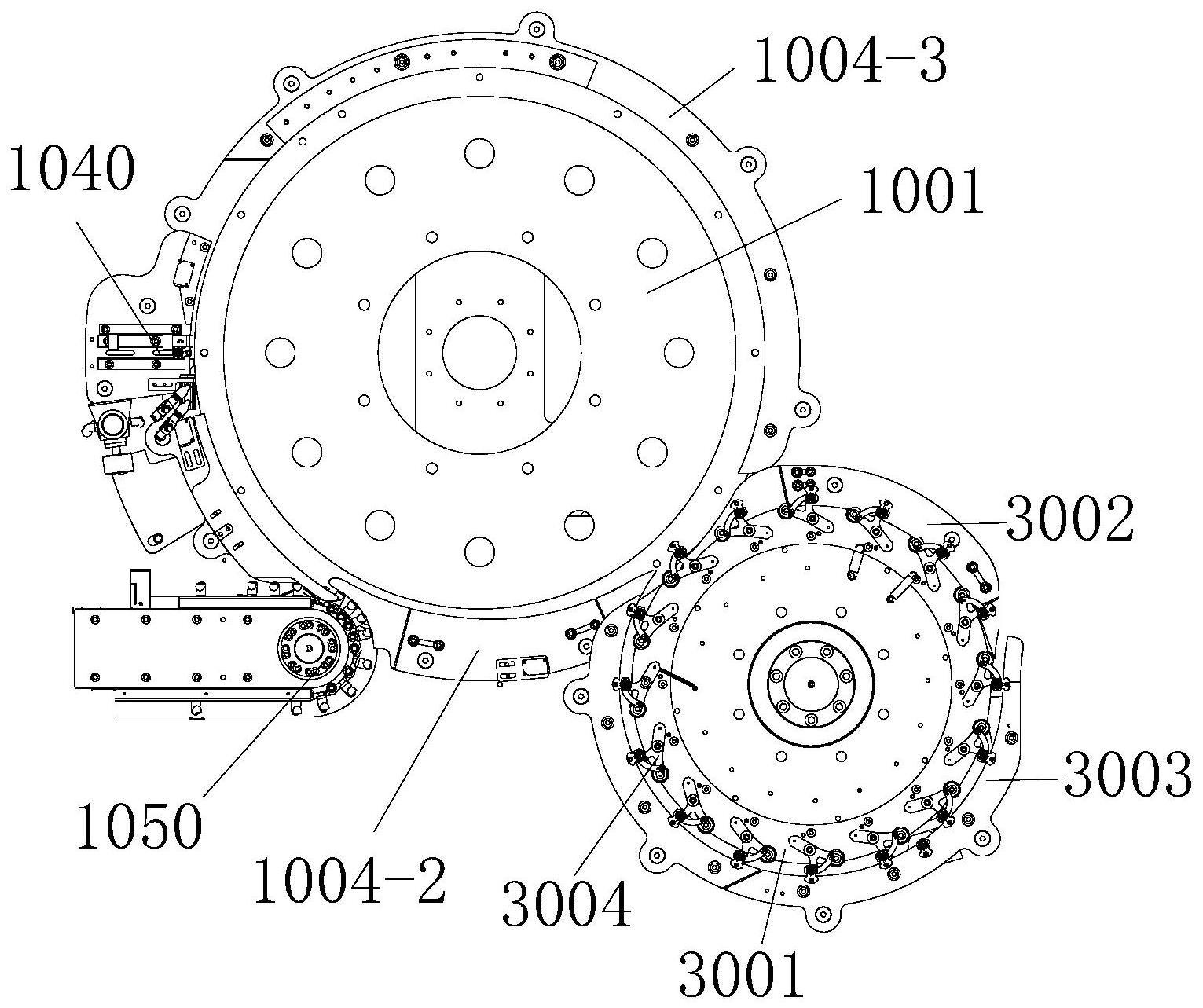
5、转盘转料机构连接在第一转塔、第二转塔之间且与两侧的第一转塔、第二转塔的转动方向均相反,转盘转料机构设有第十转盘,在第十转盘外围设有第二扇形凸轮块,在第十转盘边缘设有若干第四夹爪用于夹持半成品料件,第二扇形凸轮块的两端分别靠近第一转塔出料口、第二转塔进料口,
6、第四夹爪为弹簧夹爪,弹簧夹爪与第二扇形凸轮块接触时弹簧夹爪处于打开状态,转盘转料机构接收来自第一转塔出料口的半成品料件,或者将转盘转料机构上的半成品料件在第二转塔进料口处转移到第二转塔,
7、弹簧夹爪与第二扇形凸轮块解除配合后弹簧夹爪自动复位并夹持住半成品料件;
8、取料装置与第二转塔相连,由取料装置将第二转塔装配好的喷头组件转移走。
9、进一步的,第十转盘外沿设有若干第十转盘开口槽用于承载半成品料件,半成品料件的主体塞设有挂在第十转盘开口槽处的凸环;
10、第四夹爪包含有第二y形爪体和第四弹簧,第二y形爪体中部水平转动安装在第十转盘上,第二y形爪体前端设有一长一短的分叉部,第二长分叉部末端设有用于和第二扇形凸轮块相配合的第四滚轮,第二y形爪体后端与第四弹簧相连,第四弹簧的另一端安装在第二y形爪体靠近轴心处的第十转盘上;
11、当第十转盘转动至第四滚轮与第二扇形凸轮块接触时,第四夹爪处于打开状态,
12、且第十转盘转动至第四滚轮离开第二扇形凸轮块时,第四弹簧拉动第二y形爪体转动并复位,第二短分叉部向第十转盘开口槽转动以夹持住第十转盘开口槽中的半成品料件。
13、进一步的,在第二长分叉部上固定安装有与第二短分叉部位于不同高度的辅助夹持臂,辅助夹持臂的末端向第二短分叉部末梢延伸。
14、进一步的,在第十转盘外围设有不与第二扇形凸轮块相重叠的第三扇形限位板,第三扇形限位板和第二扇形凸轮块两端之间形成有开口分别作为第一转塔出料口、第二转塔进料口;
15、在转动方向上,各个第四夹爪依次循环经过第一转塔出料口、第三扇形限位板、第二转塔进料口和第二扇形凸轮块。
16、进一步的,所述取料装置设有y型导向板,在转动方向上y型导向板位于第三扇形限位板的终点端,y型导向板末端设有吹扫装置。
17、本发明提供的双转塔加工产线的喷头组件的输料系统,优点在于:
18、(1)可以在第一转塔和第二转塔不停机的状态下,实时进行输料和传动半成品料件的动作,极大提升了生产加工效率;
19、(2)转盘转料机构上用于夹持半成品料件的第四夹爪为弹簧夹爪,通过转盘转料机构外围设置的扇形凸轮块来控制第四夹爪的开合,以在合适位置处夹持或者松开半成品料件,转盘转料机构在转动过程中完成将第一转塔上的半成品料件转移到第二转塔上;
20、(3)弹簧夹爪与扇形凸轮块相配合实现特定位置的松开/闭合,纯机械配合无电信号控制,故障率低,便于维护;
21、(4)转盘转料机构外围还设有扇形限位板,可以防止半成品料件掉落;
22、(5)取料装置设有y型导向板,将最终装配好的成品喷头组件输送至出料轨道,同时为了成品喷头组件与第二转塔更好的脱离,在y型导向板末端设有吹扫装置,通过吹扫高压气体便于喷头组件从第二转塔上脱落下来;
23、(6)输料系统可完全实现主体塞、气包、长管的上料、中转、出料一体化流水线作业,整个过程无需人工干预,极大提高了加工效率,节约人力成本。
技术特征:
1.一种双转塔加工产线的喷头组件的输料系统,喷头组件(5)由主体塞(1)、气包(2)和长管(3)装配而成,双转塔加工产线包含有第一转塔(1000)和第二转塔(2000),第一转塔(1000)设有转盘式的主体塞夹持下压机构(1010)和气包夹持推送机构(1020),由气包夹持推送机构(1020)将气包(2)向上顶以插入主体塞(1)中形成半成品料件(4),第二转塔(2000)设有转盘式的料件夹持下压机构(2010)和长管夹持上顶机构(2020),由长管夹持上顶机构(2020)将长管(3)向上顶以插入半成品料件(4)中形成所述喷头组件(5),其特征在于,所述输料系统包含有主体塞送料装置(1040)、气包输送装置(1050)、转盘转料机构(3000)、长管输送装置(2040)和取料装置(2050);
2.如权利要求1所述的一种双转塔加工产线的喷头组件的输料系统,其特征在于,
3.如权利要求2所述的一种双转塔加工产线的喷头组件的输料系统,其特征在于,在第二长分叉部(3004-2)上固定安装有与第二短分叉部(3004-3)位于不同高度的辅助夹持臂(3004-5),辅助夹持臂(3004-5)的末端向第二短分叉部(3004-3)末梢延伸。
4.如权利要求1所述的一种双转塔加工产线的喷头组件的输料系统,其特征在于,在第十转盘(3001)外围设有不与第二扇形凸轮块(3002)相重叠的第三扇形限位板(3003),第三扇形限位板(3003)和第二扇形凸轮块(3002)两端之间形成有开口分别作为第一转塔出料口、第二转塔进料口;
5.如权利要求1所述的一种双转塔加工产线的喷头组件的输料系统,其特征在于,所述取料装置(2050)设有y型导向板(2051),在转动方向上y型导向板(2051)位于第三扇形限位板(3003)的终点端,y型导向板(2051)末端设有吹扫装置。
技术总结
本发明提供了一种双转塔加工产线的喷头组件的输料系统,所述输料系统包含有主体塞送料装置、气包输送装置、转盘转料机构、长管输送装置和取料装置。转盘转料机构连接在第一转塔、第二转塔之间且与两侧的第一转塔、第二转塔的转动方向均相反,转盘转料机构设有第十转盘,在第十转盘外围设有第二扇形凸轮块,在第十转盘边缘设有若干第四夹爪用于夹持半成品料件。第四夹爪为弹簧夹爪,弹簧夹爪与第二扇形凸轮块接触时弹簧夹爪处于打开状态,转盘转料机构接收来自第一转塔出料口的半成品料件,或者将转盘转料机构上的半成品料件转移到第二转塔。本发明可以在第一转塔和第二转塔不停机的状态下,实时进行输料,极大提升了生产加工效率。
技术研发人员:梁世春,简华峯
受保护的技术使用者:权星智控系统工程(上海)股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!